Предлагается машина для обвязки пачек проката. В этой машине применена приводная бесцентрово-вращаюшаяся вязально-режушая головка с прорезью при неподвижных бунтах вязальной проволоки, позволяющая скручивать проволоку после охвата пачки и отрезать ее. Такое выполнение машины повышает производительность упаковочного оборудования.
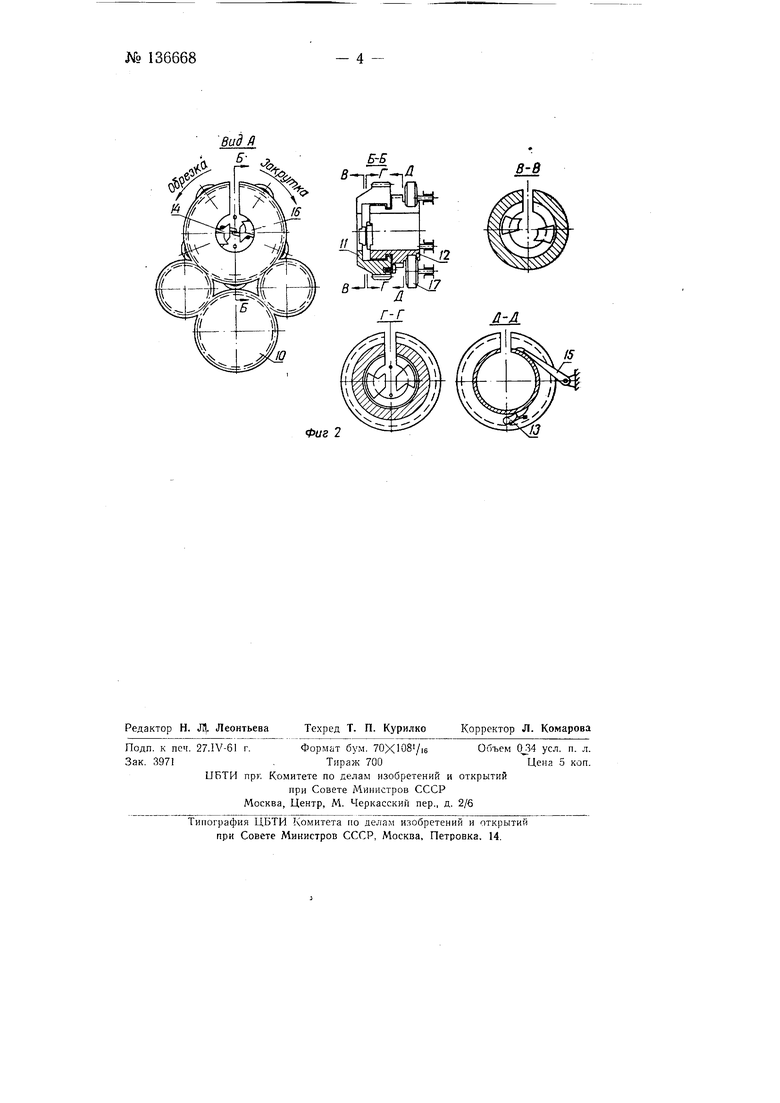
На фиг. 1 показана схема машины; на фиг. 2-схема вязально-режуш:ей головки.
Обвязка пачек проката производится следующим образом. Обтягивающая вилка / машины поднята вверх через кривошипно-шатунную передачу 2 электродвигателем 5. Концы вязальной проволоки, сматываемой с бунтов 4 и 5, переброшены через стационарные ролики 6 н 7, расположенные на обтягивающей вилке, и скручены между собой (скрутка концов вязальной проволоки производится вручную при смене бунтпй вязальной проволоки).
Пачка, подлежащая обвязке, пальцем шлеппера движется в направлении, показанном стрелкой, и натягивает протянутую между роликами 6 и 7 проволоку. При дальнейшем движении пачки происходит частичный охват обвязываемого сечения проволоко(, сматываемой с бунтов, и заведение нижней ветви проволоки в прорезь вязально-режущей головки 8. Затем, придя в определенное положение, пачка останавливается; опускается обтягивающая вилка /, которая с нужной плотностью обтягивает проволокой сечение пачки при помощи ролика 9 и заводит верхнюю ветвь вязальной проволоки в прорезь вязально-режущей головки. Натяжение проволоки при обтяжке сечения пачки регулируется смещением друг относительно друга роликов 6 и 7.
№ 136668- 2
После этого вязально-режущая головка приводится во вращение, скручивает проволоку и разрезает ее на границе правой и левой скрутки. Затем обвязаниая пачка убирается, обтягивающая вилка подпимается в исходное положение, и машина готова к следующему рабочему циклу.
Закручивание проволоки производится следующим образом. После заведения вязальной проволоки внутрь вязально-режущей головки гидроцилиндр при помощи цилицдрическо-конической передачи вращает приводную шестерню 10, которая через две паразитные щестерни вращает совместно режущую щестерню // и вяжущую щайбу 12 в направлении движения часовой стрелки благодаря сцеплению собачки 13 режущей щестерни с зубом вяжущей щайбы. На вяжущей шайбе расположена пара нох ей-зацепов 14, а па шестерне пара ножей J6. Проволока зацепляется за ножи-зацепы J4 вяжущей шайбы 12 и закручивается. После того, как вязальпо-режущая головка сделала 2 оборота, приводная щестерня 10 начинает вращаться в обратную сторону, вращая одну режущую щестерню, которая разрезает проволоку. Вяжущая щайба удерживается от вращения в этом направлении другой собачкой 15, укрепленной в корпусе головки и сцепляющейся с другим зубом вяжущей щайбы. Последняя вращается в пяти роликах-бегунках 17.
Предмет изобретения
Машина для обвязки пачек проката, отличающаяся тем, что, с целью увеличения производительности упаковочного оборудования, скручивание вязальной проволоки после охвата пачки и ее отрезку выполняют приводной бесцентрово-вращающейся вязально-режущей головкой с прорезью при неподвижных бунтах вязальной проволоки.
ф;л /
пйл
Фиг 2
в-в
| название | год | авторы | номер документа |
|---|---|---|---|
| Электро-пневматическая бунтовязальная машина | 1958 |
|
SU121433A1 |
| Гидравлическая машина для обвязки листового проката | 1959 |
|
SU128783A1 |
| Машина для упаковки листового проката | 1959 |
|
SU130396A1 |
| Станок для непрерывной абразивной зачистки проката труб и т п заготовок | 1960 |
|
SU139201A1 |
| СПОСОБ ОБВЯЗКИ ПАКЕТА ПРОКАТА | 1998 |
|
RU2138430C1 |