(46) 30о08.92о Бюл. 32
(21)4001949/25
(22)03.01.86 (72) В.Б.Беляев
(53)621.375.8(088.8)
(56)Патент США № 3501714, кл. 331-945, 1970
Патент США 4376328, кл. 445-28, 1983
(54)СПОСОБ ИЗГОТОВЛЕНИЯ АКТИВНОГО ЭЛЕМЕНТА ГАЗОВОГО ЛАЗЕРА
(57)Изобретение относится к области квантовой электроники и мржет быть
использовано при изготовлении метал- локерамических активных элементов ионных лазеров. Целью изобретения является снижение трудоемкости способа. В металлическом секционированном разрядном канале цилиндрические экраны секций обрабатывают на конус до получеиня ОСТ1Л1Х кромок После установки секций в керамическую трубку через них пропускают импульс тока определенной энергии для испарения кромок. При этом между секциями разрядного канала образуются зазоры, 2 ил.
10
t387832
Изобретение относится к области квантовой электроники и может быть использовано при создании металлоке- рамических активных элементов мощных ионных лазеров с секционированным разрядным каналом, выполненным из металла.
Целью изобретения является снижение трудоемкости изготовленил активного элемента.
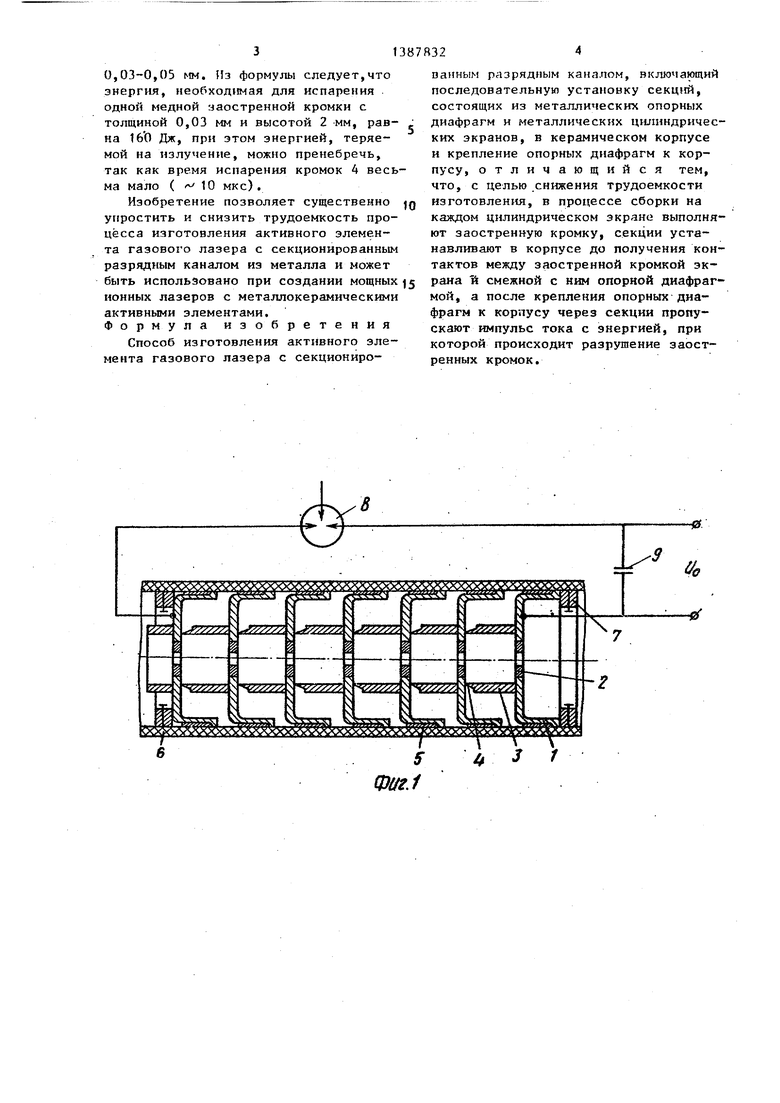
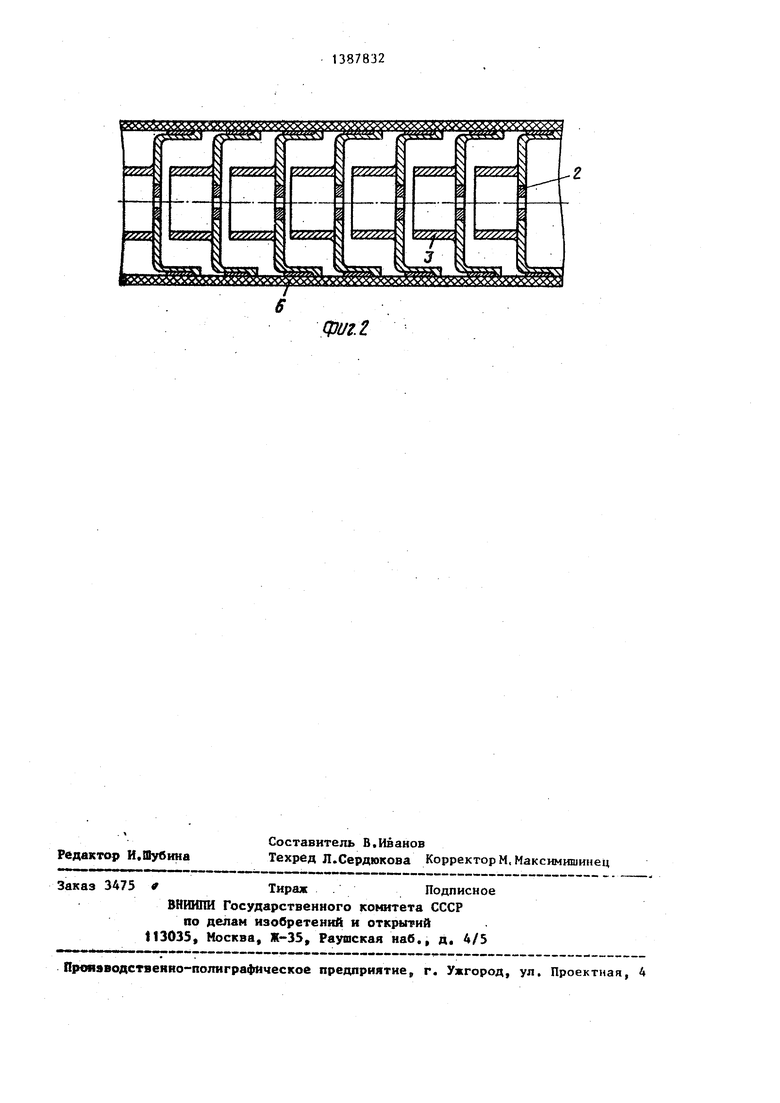
На фиг, i изображен секционированный разрядный канал активного элемента газового лазера после установки и пайки секций в керамическом корпу cej на фиг. 2 - то же, после пропускания через секции мощного импульса тока.
Способ изготовления активного элеента газового лазера включает изготовление катодного и анодного узлов с оптическими наконечниками, несущей керамической трубы, оболочки активио- го элемента и секций разрядного канала. Последние представляют собой чашеобразные опорные -диафрагмы 1, изготовленные штамповкой из меди, в онце которых запрессовьшают ограничительные вольфрамовые, диафрагмы 2, а на внешнюю сторону донца привариают цилиндрические экраны 3 с застренными кромками 4,
Изготовление заостренных кромок 4 (обработка кромок экранов 3 на конус,у существляется либо давлением на тоарном станке либо точением. После зготовления заостренных кромок прозводят обрезку экранов 3 до необхоимой длины. На борта опорных диа20
с м му в вы т и их т но э 15 О к к н к о т в т к
лы л оп вы м и
т хо
25
30
35
0
соединенными ufuiiiimpuqecKHMH экранами 3 с заостренными кромками А н коммутатором 8, Вся энергия, запасечг1ая в батарее конденсаторов, полностью выделяется в заостренных кромках 4, так как их собствен юе сопротивление и контактное сопротивление в месте их соприкосновения с донцами опорных диафрагм 1 во много раз больше сопротивления остальных элементов разрядной цепи. При достаточной величине энергии, запасенной в конденсаторах 8, заостренные кромки 4 взрываются, 5 Отсутствие или наличие заостренной кромки после прохождения импульса тока можно обнаружить с помощью ного датчика, устанавливаемого снаружи трубки 6, Испарившийся материал кромок 4 цилиндрических экранов 3 оседает после пропускания импульса тока в основном на близлежащих поверхностях секций. Попадание испарившегося металла на керамическую трубку 6 исключается чашеобразной конструкцией опорньос диафрагм К
одновременно с секциями к трубке 6 припаиваются катодный и анодные узлы с оптическими наконечниками. После испарения заостренных кромок 4 в оптических наконечниках закрепляются выходные окна, активный элемент герметизируют, обезгаживают, откачивают и наполняют рабочим газом.
Энергия Q, необходимая для испарения одной заостренной кромки массой т, складывающаяся из энергии, необходимой для нагрева кромки до температуры испарения, теплоты плавления
5
0
5
| название | год | авторы | номер документа |
|---|---|---|---|
| Газовый лазер | 1979 |
|
SU774500A1 |
| Азотный лазер, возбуждаемый продольным электрическим разрядом | 2017 |
|
RU2664780C1 |
| Ионный газовый лазер | 1981 |
|
SU965289A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АКТИВНОГО ЭЛЕМЕНТА ГАЗОВОГО ЛАЗЕРА С СЕКЦИОНИРОВАННЫМ РАЗРЯДНЫМ КАНАЛОМ | 1989 |
|
SU1662312A1 |
| Активный элемент ионного газового лазера | 1985 |
|
SU1267906A1 |
| ГАЗОВЫЙ ЛАЗЕР | 1979 |
|
RU753325C |
| СЕКЦИОНИРОВАННАЯ МЕТАЛЛОКЕРАМИЧЕСКАЯ РАЗРЯДНАЯ ТРУБКА | 1996 |
|
RU2102825C1 |
| СВЧ-коммутатор | 1990 |
|
SU1790018A1 |
| МОЩНЫЙ ИМПУЛЬСНО-ПЕРИОДИЧЕСКИЙ ЭКСИМЕРНЫЙ ЛАЗЕР ДЛЯ ТЕХНОЛОГИЧЕСКИХ ПРИМЕНЕНИЙ | 2015 |
|
RU2598142C2 |
| Газоразрядная трубка газового лазера | 1976 |
|
SU649273A1 |
фрагм 1 одевают кольца припоя 5, пос- 40 металла кромки, теплоты испарения
ле чего секции устанавливают в несущую керамическую трубку 6 коаксиаль- но с ней и последовательно друг за другом так, что заостренные кромки 4 упираются в опорные диафрАгмы 1, Поло- жение секций фиксируется ограничителями 7, которые устанавливаются за крайними секциями. После пайки секций с трубкой 6 ограничители снимают. Опорные диафрагмы 1 припаивают к тру бке 6 в зодородкой печи. После пайки крайние секция разрядного канала при- соедиши т через коммутатор 8 к батарее конденсаторов 9, которую заряжают до необкодююго напряжения от выпрямителя
После срабатывания коммутатора 8 батарея конденсаторов 9 разряжается по цепи, соэдаваеной последовательно
5
..
металла и энергии, теряемой на излучение, удовлетворяет условию
Q mCdj -Т, )+mTi +mp + S-t
+ Git где
S
Q - полная энергия, Дж-,
С - теплоемкость материала,
кал/г.град;
Т, - комнатная температура. С; Tj - температура испарения,С , Л - теплота плавления, кал/г; Р - теплота испарения, кал/г; S - площадь заостренной кромки 4, ,
t - время свечения при температуре испарения, с. Современная технология обработки металлов позволяет получать цилиндрические заостренные кромки толщиной
0,03-0,05 мм. Из формулы следует,что энергия, необходимая для испарения одной медной ааостренной кромки с толщиной 0,03 мм и высотой 2 мм, равна 160 Дж, при этом энергией, теряемой на излучение, можно пренебречь, так как время испарения кромок 4 весЬ ма мало ( мкс).
Изобретение позволяет существенно упростить и снизить трудоемкость процесса изготовления активного элемента газового лазера с секционированным разрядным каналом из металла и может быть использовано при создании мощных ионных лазеров с металлокерамическими активными элементами. Формула изобретения
Способ изготовления активного элемента газового лазера с секционированным разрядным каналом, включающий последовательную установку секций, состоящих из металлических опорнь х диафрагм и металлических цилиндрических экранов, в керамическом корпусе и крепление опорных диафрагм к корпусу, отличающийся тем, что, с целью снижения трудоемкости
изготовления, в процессе сборки на каждом цилиндрическом экране выполняют заостренную кромку, секции устанавливают в корпусе до получения контактов между заостренной кромкой экрана % смежной с ним опорной диафрагмой, а после крепления опорных диафрагм к корпусу через секции пропускают импульс тока с энергией, при которой происходит разрушение заостренных кромок.
