Изобретение относится к квантовой электронике и может быть использовано при изготовлении металлокерамических активных элементов аргоновых и криптоновых лазеров с секционированными разрядными каналами.
Цель изобретения - повышение надежности лазера.
На чертеже показаны начальный этап сборки активного элемента, включающий установку секций и изолирующих прокладок с помощью оправки (а) и этап установки последующих секций в керамической трубке посредством первой и второй дополнительных оправок (б).
Способ изготовления активного элемента может быть пояснен на частном примере изготовления металлокерамического активного элемента аргонового лазера с секционированным разрядным каналом, содержащего вкладыши 1 из сплава вольфрама с никелем и барием, медные чашки 2, изолирующие прокладки 3 и керамическую трубку 4 из окиси бериллия.
Способ изготовления активного элемента включает сборку секции из вкладышей и медных чашек посредством пайки вкладышей к медным чашкам медно-германиевым припоем при 860оС, а также изготовление кольцевых изолирующих прокладок из алюмооксидной керамики с коническими наружными боковыми поверхностями.
Собранные и спаянные секции разрядного канала проходят контроль на качество спая, а затем медные чашки снаружи покрывают слоем медь-серебротитанового припоя.
При сборке секций и изолирующих прокладок в керамической трубке посредством оправки 5, введенной со стороны одного из торцов трубки, последовательно устанавливают от 5 до 7 секций с размещением между ними изолирующих прокладок и поочередной развальцовкой медных чашек со стороны второго торца трубки путем введения в нее первой дополнительной оправки 6 с осевым сквозным отверстием и конической наружной поверхностью до получения плотного механического контакта стенки чашки с внутренней стенкой трубки. При этом плотность механического контакта контролируют по величине усилия, прикладываемого к первой дополнительной оправке 6. Оправку 5 изготавливают профилированной, с участками различных диаметров, соответствующими конусной форме концевого участка разрядного канала. Например, для активного элемента аргонового лазера при установке начальных секций со стороны катода достаточно четырех участков оправки с последовательным уменьшением их диаметров, последний из которых соответствует номинальному размеру активной зоны разрядного канала. Установка большего количества секций на начальном этапе сборки нежелательна вследствие значительных усилий, возникающих при извлечении оправки из отверстий секции, которые могут привести к деформации вкладышей и чашек и отклонению от прямолинейности разрядного канала. Установка менее пяти секций не обеспечивает прямолинейности канала вследствие допусков диаметров центральных отверстий вкладышей.
После удаления оправки 5 последующие секции устанавливают со стороны второго торца керамической трубки посредством второй дополнительной оправки 7, выполненной в виде закрепленной на опоре 8, размещенной в осевом отверстии первой дополнительной оправки 6, центрирующей иглы, длина которой в 3-5 раз превышает расстояние между секциями. При этом развальцовку медных чашек этих секций осуществляют посредством первой дополнительной оправки. Центрирующую иглу второй дополнительной оправки изготавливают из закаленной нержавеющей стали диаметром, соответствующим диаметру разрядного канала. Длину центрирующей иглы выбирают из условия достижения соосности центральных отверстий вкладышей 1 с учетом допусков изготовления элементов секций и внутреннего диаметра керамической трубки, а также из соображений уменьшения усилий, необходимых для извлечения из разрядного канала второй дополнительной оправки при последовательной установке секций и изолирующих прокладок. После окончания сборки и удаления из активного элемента дополнительных оправок активный элемент с секционированным разрядным каналом помещают в вакуумную печь для пайки медных чашек к внутренней поверхности керамической трубки, после чего к трубке присоединяют электродные узлы и оптические элементы. После завершения всех операций активный элемент обезгаживают, вакуумируют и после тренировки заполняют рабочей средой, например аргоном.
Способ изготовления активного вещества допускает установку в керамической трубке до 60-70 секций при общей длине разрядного канала до 500 мм с сохранением его прямолинейности и соосного размещения центральных отверстий вкладышей диаметром 1,5-3 мм. Надежная работа активного элемента достигается при токе разряда до 70А с выделением мощности в разрядном канале до 360 Вт/см при долговечности активного элемента свыше 1500 ч. Разделение операций пайки секций из вкладышей и медных чашек, а также пайки медных чашек к внутренней поверхности керамической трубки позволяет за счет выбора температурных режимов пайки повысить надежность соединений. Поэлементная сборка деталей в керамической трубке с помощью оправок позволяет своевременно отбраковывать секции с некачественным выполнением пайки, что увеличивает выход надежных активных элементов в процессе их производства.
Описанный способ может быть использован при изготовлении металлокерамических активных элементов аргоновых, криптоновых и других газовых лазеров с секционированным разрядным каналом, которые при обеспечении их высокой надежности найдут широкое применение в различных областях народного хозяйства.
| название | год | авторы | номер документа |
|---|---|---|---|
| СЕКЦИОНИРОВАННАЯ МЕТАЛЛОКЕРАМИЧЕСКАЯ РАЗРЯДНАЯ ТРУБКА | 1996 |
|
RU2102825C1 |
| Способ изготовления активного элемента газового лазера | 1986 |
|
SU1387832A1 |
| Газовый лазер | 1979 |
|
SU774500A1 |
| МЕТАЛЛОКЕРАМИЧЕСКИЙ АКТИВНЫЙ ЭЛЕМЕНТ ГАЗОВОГО ЛАЗЕРА | 1993 |
|
RU2073946C1 |
| ГАЗОВЫЙ ЛАЗЕР | 1979 |
|
RU753325C |
| Способ диффузионной сварки заготовок из керамики | 2020 |
|
RU2752820C1 |
| Ионный газовый лазер | 1981 |
|
SU965289A1 |
| Катод рентгеновской трубки | 2022 |
|
RU2795517C1 |
| Катод рентгеновской трубки | 2022 |
|
RU2797346C1 |
| Высокоресурсная металлокерамическая рентгеновская трубка | 2019 |
|
RU2716261C1 |
Изобретение относится к квантовой электронике и может быть использовано при изготовлении металлокерамических активных элементов аргоновых и криптоновых лазеров. Цель изобретения - повышение надежности лазера. В активном элементе пайку вкладышей 1 с медными чашками 2 проводят при сборке секций. Установку секций с изолирующими прокладками 3 между ними в керамическую трубку 4 осуществляют на введенную в трубку 4 центрирующую оправку 5 (не более 5 - 7 секций), развальцовывая при этом медные чашки 2 до получения плотного механического контакта со стенкой трубки 4. Затем, после удаления оправки 5, с противоположной стороны трубки вводят дополнительную оправку 7, укрепленную на опоре 8. С помощью оправки 7 размещают в трубке остальные секции разрядного канала с изолирующими прокладками между ними. При этом развальцовку медных чашек 2 осуществляют с помощью оправки 6, имеющей полость, в которую входит опора 8. Длина центрирующей оправки 7 в 3 - 5 раз превышает расстояние между секциями разрядного канала. 2 ил.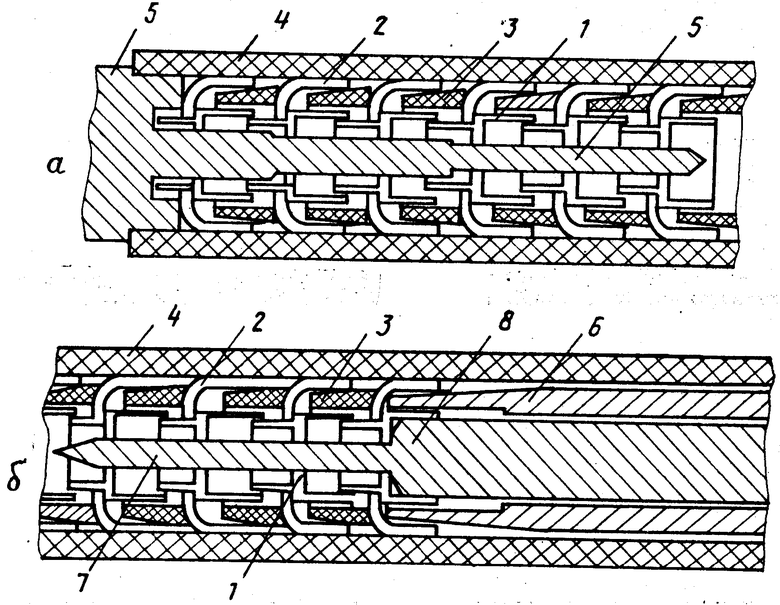
СПОСОБ ИЗГОТОВЛЕНИЯ АКТИВНОГО ЭЛЕМЕНТА ГАЗОВОГО ЛАЗЕРА С СЕКЦИОНИРОВАННЫМ РАЗРЯДНЫМ КАНАЛОМ, включающий сборку секций из вкладышей и медных чашек, изготовление изолирующих прокладок, последовательную установку в керамической трубке секций и изолирующих прокладок посредством оправки, пайку медных чашек к внутренней стенке керамической трубки, отличающийся тем, что, с целью повышения надежности лазера, при сборке секций припаивают вкладыши к медным чашкам, изолирующие прокладки изготавливают кольцевыми с коническими наружными боковыми поверхностями, посредством оправки, введенной со стороны одного из торцов керамической трубки, последовательно устанавливают от пяти до семи секций с размещением между ними изолирующих прокладок и поочередной развальцовкой медных чашек со стороны второго торца керамической трубки путем введения в нее первой дополнительной оправки с осевым сквозным отверстием и конической наружной боковой поверхностью до получения плотного механического контакта стенки чашки с внутренней стенкой керамической трубки, после чего удаляют из трубки оправку, а последующие секции устанавливают со стороны второго торца керамической трубки посредством второй дополнительной оправки, выполненной в виде закрепленной на опоре, размещенной в осевом отверстии первой дополнительной оправки, центрирующей иглы длиной, в 3 - 5 раз превышающей расстояние между секциями, при этом развальцовку медных чашек этих секций осуществляют посредством первой дополнительной оправки.
| Патент США N 4685109, кл | |||
| Электромагнитный счетчик электрических замыканий | 1921 |
|
SU372A1 |
