8 1Z 7 11 А г 5
| название | год | авторы | номер документа |
|---|---|---|---|
| Торцовое уплотнение | 1986 |
|
SU1379550A1 |
| Торцовое уплотнение | 1981 |
|
SU987241A1 |
| Торцовое уплотнение | 1985 |
|
SU1314165A1 |
| ЩЕЛЕВОЕ УПЛОТНЕНИЕ ВАЛА (ВАРИАНТЫ) | 2003 |
|
RU2255258C1 |
| Торцовое уплотнение | 1987 |
|
SU1408146A2 |
| ТОРЦОВОЕ ИМПУЛЬСНОЕ УПЛОТНЕНИЕ | 2000 |
|
RU2187727C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЬЦА ТРЕНИЯ ТОРЦЕВОГО УПЛОТНЕНИЯ | 2002 |
|
RU2249740C2 |
| ДВОЙНОЕ ТОРЦОВОЕ УПЛОТНЕНИЕ ВРАЩАЮЩИХСЯ ВАЛОВ | 1998 |
|
RU2137970C1 |
| Торцовое уплотнение | 1983 |
|
SU1065640A1 |
| Торцовое уплотнение | 1984 |
|
SU1195099A1 |
Изобретение относится к уплотни- тельной технике, а именно к торцовым уплотнениям. Целью изобретения является повышение надежности и долговечности уплотнения за счет образования конфузорной щели в паре трения при повышении температуры. Центр главных осей уплотнительного кольца О, расположен ближе к рабочему торцу Т на величину сР . Обойма 2 и несущая часть 3 сообщены тонкостенной цилиндрической перемычкой 6, которая выполняет функции упругой связи, включающей передачу деформаций из несушей части на обойму. При включении агрегата давление запирающей жидкости в полости А вьщ1е, чем герметизируемое в полости Г. В случае повьщтения температуры узла натяг в соединении обоймы и кольца уменьшается и уплотнитель- ные кольца разворачиваются вокруг центра главных осей так, что образуется конфузорная щель, открытая в сторону запирающей жидкости в полости А. При этом увеличивается расход запирающей жидкости через пару трения, улучшается охлаждение. 1 з.п. ф-лы, 2 ил. (О (Л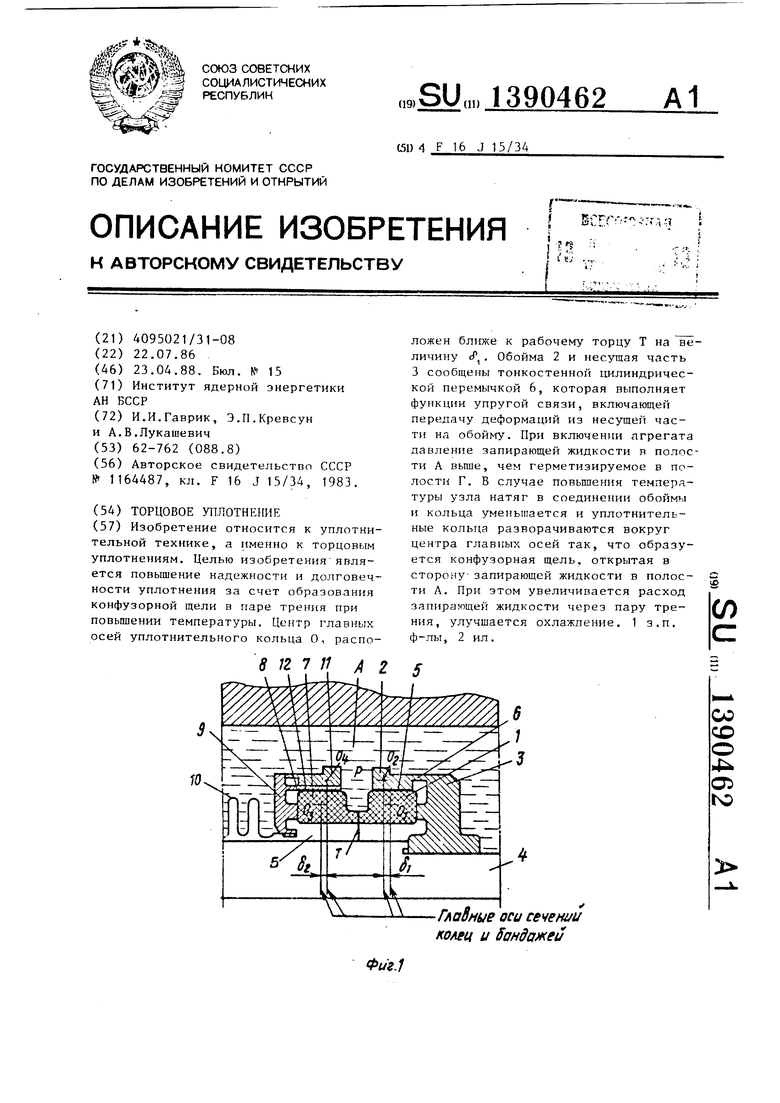
СО со
о
4:
о:
ГО
- Главные оси сечении
колец и 5онди ей
H4()i)i eTfiine относится к уплотни- Ttv ii.iu.iii т хиике, а именно к торцовым уплотнениям.
Целью изобретения является попыше- ияе надежности и долговечности уплотнения за счет образования конфузорной шепи в паре трения при повышении температуры.
На фиг . 1 изображено уплотнение, общи; Бид, в разрезе (жидкость находится в полости А со стороны наружного диаметра); на фиг.2 - плоск ость рабочего торца кольца в процессе изготовления и эксплуатации.
Рассмотрим наиболее простой случай, когда уплотнительное кольцо 1 из сицилированного графита запрессовано в обойму 2 из стали. Такое соетание материалов является предпочти- 0 нагреваются, в
уплотнительные кольца 1 и обо вается, сборка После охлажден тельным кольцо 11 и напрессовы Рабочие поверх ки приобретают Это обусловлено главных осей об торцу Т пары тр центром главных следствие, раз ке. Для устран чие поверхност до требуемой п
тельным, поскольку коэффициент термического расширения (КТР) стали близок КТР сицилированного графита. Обойма 2 и ее несущая часть 3 вьшолнены в виде одной детали, которая герметично установлена на валу 4. На кольцо 1 нанесено покрытие 5 из химически стойкого материала, например фторопласта. Толщина покрытия мала, например 5 мкм. Центр главных осей уп- лотнительного кольца 0 ближе к рабочему торцу Т на величину сР, . Обойма 2 и несущая часть 3 сообщены тонкостенной цилиндрической перемычкой 6, которая выполняет функции упругой связи, включающей передачу деформаций из несущей части на обойму. В более сложном случае уплотнительное кольцо 7 запрессовано в обойму, которая состоит из двух деталей: тонко стенной цилиндрической оболочки 8, сформированной на фланце 9 и сваренной с сильфоном 10, и бандажа 11. На кольцо нанесено покрытие 12 из фторопласта. По условиям сварки фла- нец сильфона изготавливают из нержавеющей стали. Сочетание двух материалов с большим различием КТР, как это имеет место в данном случае, сказывается неблагоприятно на деформации торцовых поверхностей колец при изменении температуры. Для уменьшени деформации колец и -введен бандаж, который изготовлен из стали с малым значением КТР. Натяг в соединении бандажа и оболочки выбран из условия -исключения проворота кольца при максимальной температуре и составляет 0,2 мм для соединения с наружным диа
Ю15
1П462
метром 80 мм.
В осевом сечении центр главных осей бандажа 0 смещен относительно центрог глаиных осей кольца 0 к рабочему торцу Т на величину (f j, которая может колебаться н пределах 0,2-Ь, где b - ширина уплотнительно- го бурта в радиальном направлении. С ростом смещений сГ и cf, при увеличении температуры более резко увеличивается и конусность.
Уплотнение изготавливается следующим образом.
После механической обработки на наружные поверхности уплотнительных колец наносится слой фторопласта, ко- Topbrti находится в состоянии эмульсии. Эмульсия сушится, фторопласт спекается. Затем обойма 2 и оболочка 8
0 нагреваются, в
25
30
5
о
0
5
них устанавливаются уплотнительные кольца 1 и 7. Сборка кольца 1 и обоймы 2 на этом заканчивается, сборка кольца 7 продолжается. После охлаждения оболочки с уплотни- тельным кольцом нагревается бандаж 11 и напрессовывается на оболочку. Рабочие поверхности колец после сборки приобретают конусную форму. Это обусловлено смещением центров главных осей обойм ближе к рабочему торцу Т пары трения по сравнению с центром главных осей колец и, как следствие, разворот кольца по стрелке. Для устранения конусности рабочие поверхности колец притираются до требуемой плоскостности.
Уплотнение работает следуюпщм образом.
При включении агрегата давление запирающей жидкости в полости А выше, чем герметизируемое в полости Б. Если температура уплотнения не меняется и по величине отличается мало от температуры притирки, торцовые поверхности остаются плоскими. В случае повьш1ения температуры узла натяг в соединении обоймы и кольца уменьшается и уплотнительные кольца разворачиваются вокруг центра главных осей таким образом, что образуется коифузорная щель, открытая в сторону запирающей жидкости в полости А. При этом увеличивается расход запирающей жидкости через пару трения, улучшается охлаждение. По мере понижения температуры происходит обратная картина: рабочие поверхности приобретают плоскую форму.
Формула изобретения
сечений колец к рабочему или тьигьно- му торцу колец соответственно для внутреннего или наружного уплотнения причем это соотношение изменяется в интервале 0,2-1 значения радиальной протяженности уплотнительного бурта, а обоймы соединены с несущими деталями тонкостенными перемычками.
Фи.2
| Авторское свидетельство СССР № 1164487, кл | |||
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
