(21)4110826/29-27
(22)06.06.86
(46) 15.06.88. Бюл. № 22
(71)Специальное конструкторско-тех- нологическое бюро Кондиционер
(72)В.А. Алиев
(53)621.983.1(088.8)
(56)Мещерин В.П. Листовая штамповка. Атлас схем. М.: Машиностроение, 1975, с. 214, рис. 734.
(54)ШТАМП ДЛЯ ВЫТЯЖКИ НА ПРЕССЕ ДВОЙНОГО ДЕЙСТВИЯ
(57)Изобретение относится к холодной обработке металлов давлением, в частности к штампам для листовой штамповки на прессах двойного действия, и может быть использована для изготовления полых цилиндрических деталей без дна с фигурной стенкой,имеющей ,
большие радиусы вытяжки, например патрубков вентиляторов. Цель - повышение качества Готовых изделий за счет съема готовой детали без искажения формы. Выталкиватель 8 выполнен ступенчатым. Прижим 2 дополнительно снабжен цилиндрическими толкателями.3, взаимодействующими с выталкивателем 8. При ходе вверх внутреннего ползуна пресса выталкиватель 8 под действием буферного устройства 9 поднимается вслед за пуансоном 5 до упора в толкатели 3. При ходе вверх наружног.о ползуна пресса поднимается верхняя плита 1 с прижимом 2. Последний выходит из контакта с деталью, и выталкиватель 8 поднимается на достаточную величину для выталкивания детали из рабочего отверстия матрицы 7, 6 ил.
(Л
| название | год | авторы | номер документа |
|---|---|---|---|
| ШТАМП ДЛЯ ВЫТЯЖКИ СЛОЖНОГО КРУПНОГАБАРИТНОГО ПОЛУФАБРИКАТА ИЗ ЛИСТОВОЙ ЗАГОТОВКИ НА ПРЕССЕ (ВАРИАНТЫ) | 2011 |
|
RU2501618C2 |
| Способ предварительной гибки заготовки с последующей вытяжкой полуфабриката | 2015 |
|
RU2623521C2 |
| Штамп для листовой штамповки | 1982 |
|
SU1091964A1 |
| СПОСОБ ВЫТЯЖКИ СЛОЖНОГО КРУПНОГАБАРИТНОГО ПОЛУФАБРИКАТА ИЗ ЛИСТОВОЙ ЗАГОТОВКИ НА ПРЕССЕ (ВАРИАНТЫ) | 2011 |
|
RU2481913C2 |
| СПОСОБ ВЫТЯЖКИ СЛОЖНОГО КРУПНОГАБАРИТНОГО ПОЛУФАБРИКАТА С ПНЕВМОСЪЕМНИКАМИ В ПРИЖИМНОЙ ПЛИТЕ (ВАРИАНТЫ) | 2013 |
|
RU2560805C2 |
| ШТАМП СОВМЕЩЕННОГО ДЕЙСТВИЯ ДЛЯ ВЫТЯЖКИ ЦИЛИНДРИЧЕСКИХ ТЕЛ | 1992 |
|
RU2093291C1 |
| СПОСОБ ВЫТЯЖКИ СЛОЖНОЙ КРУПНОГАБАРИТНОЙ ДЕТАЛИ С ПНЕВМОСЪЕМНИКАМИ В МАТРИЦЕ (ВАРИАНТЫ) | 2011 |
|
RU2479374C2 |
| ШТАМП ДЛЯ ВЫТЯЖКИ СЛОЖНОЙ КРУПНОГАБАРИТНОЙ ДЕТАЛИ С ПНЕВМОСЪЕМНИКАМИ В МАТРИЦЕ (ВАРИАНТЫ) | 2011 |
|
RU2480305C2 |
| Способ вытяжки сложного крупногабаритного пространственного полуфабриката (Варианты) | 2016 |
|
RU2661982C2 |
| СПОСОБ ВЫТЯЖКИ КРУПНОГАБАРИТНОЙ ДЕТАЛИ СЛОЖНОЙ ФОРМЫ (ВАРИАНТЫ) | 2013 |
|
RU2550474C2 |

Изобретение относится к обработке металлов давлением, в частности к штампам для листовой штамповки, и может быть использовано для изготовления полых цилиндрических деталей без дна с фигурной стенкой, имеющих большие радиусы вытяжки, например патрубков вентиляторов.
Целью изобретения является повьте- ние качества готовой детали за счет обеспечения выталкивания ее без искажения, формы.
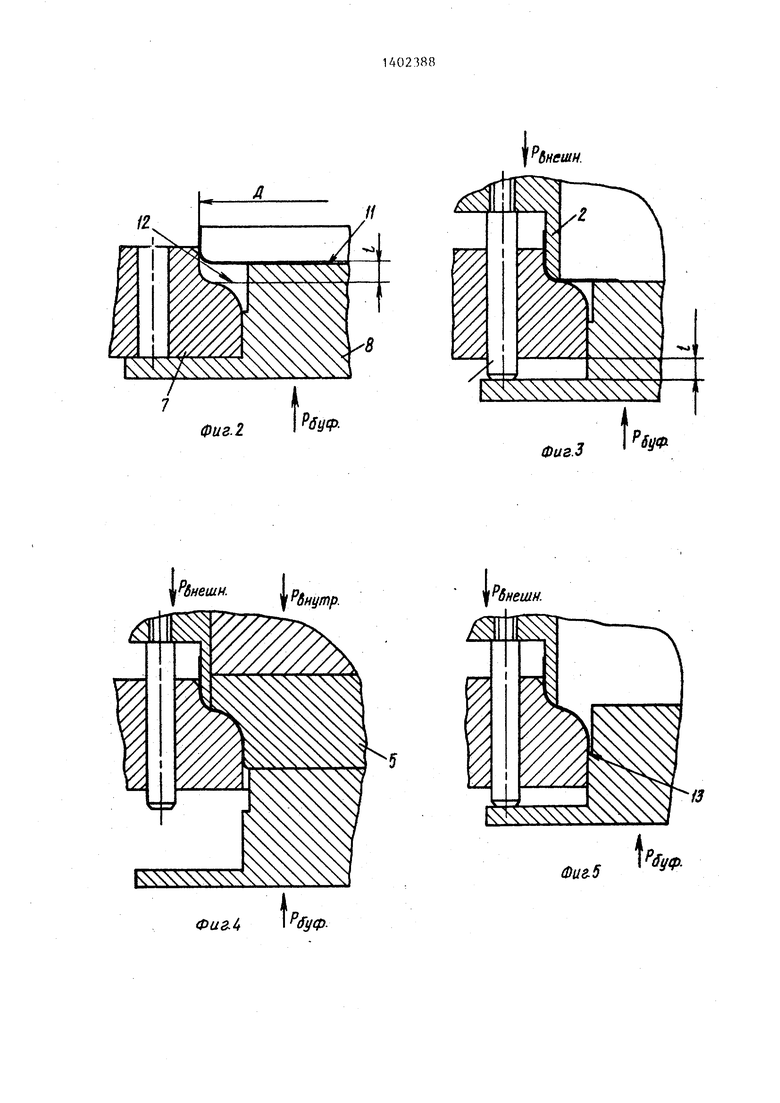
На фиг, 1 представлена конструкция предлагаемого штампа, на фиг, 2-6 - схема последовательного взаимодейст-- вия основных элементов штампа в процессе обработки детали.
Штамп содержит верхнюю плиту 1,несущую прижим 2 с цилиндрическими толкателями 3, хвостовик 4 с пуансоном 5 и нижкюю плиту 6 с закрепленной на ней матрицей 7, в рабочей полости которой перемещается выталкиватель 8, связанный с буферным устройством 9 посредством толкателей 10.
Штамп работает следующим образом.
Обрабатываемая деталь подается в штамп на выталкиватель 8 и фиксируется в матрице 7. При этом верхняя кромка 11 выталкивателя 8 выступает над формообразующей поверхностью 12 матрицы 7 на величину 1, которая зависит от геометрических размеров штампуемой детали (фиг. 2). При ходе вниз
наружного ползуна пресса верхняя пли-35 размещенный на буферном устройстве.
та 1 с закрепленным на ней прижимом 2 и цилиндрическими толкателями 3 опускается. При этом толкатели 3,взаимодействуя с выталкивателем 8, опускают его на величину 1, а прижим 2 40 зажимает заготовку в матрице 7 (фиг.З). При ходе вниз внутреннего ползуна - пресса опускается пуансон 5 и происходит формообразование детали (фиг.4),
0
.
0
5
0
При обратном ходе вверх внутреннего ползуна пресса выталкиватель 8 под действием буферного устройства 9 поднимается вслед за пуансоном 5 и, упираясь в толкатели 3, оставливает- ся таким образом, что ступенька 13 на выталкивателе 8 находится у торца снимаемой детгши (фиг, 5).
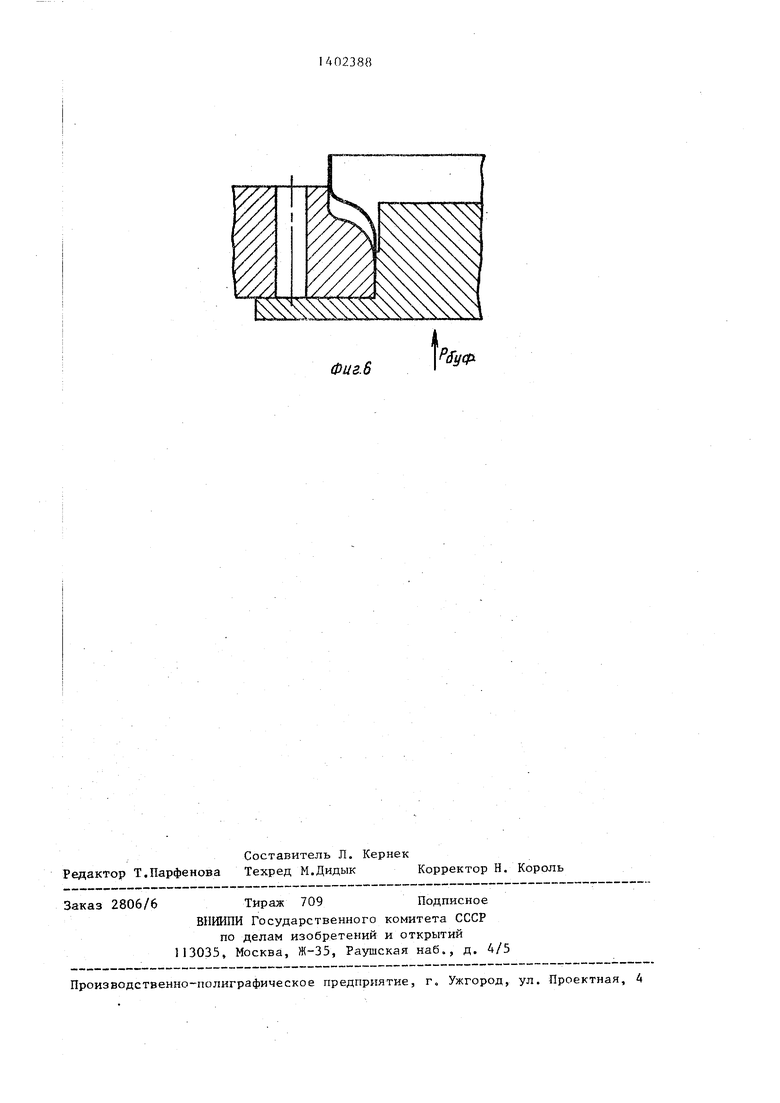
При выходе вверх наружного ползуна пресса поднимается верхняя плита 1 с прижимом 2, который выходит из контакта с деталью, а выталкиватель 8 поднимается на величину 1, достаточную для выталкивания детали из рабочего отверстия матрицы 7 (фиг. 6).
Таким образом, предлагаемое техническое решение позволяет существлять съем готовой детали из штампа На прессе двойного действия без искажения ее формы. Кроме того, применение предлагаемого штампа позволяет уменьшить число операций технологического процесса изготовления патрубков вентиляторов.
Формула изобретения
Штамп для вытяжки на прессе двойного действия, содержащий верхнюю плиту с прижимом, пуансон с хвостовиком и нижнюю плиту с закрепленной на ней матрицей, в рабочей полости которой установлен выталкиватель.
отличающийся тем, что, с целью повышения качества готовой детали за счет обеспечения выталкивания ее без искажения формы, выталкиватель выполнен ступенчатым и установлен меньшей ступенью в сторону гхуансона, а прижим снабжен толкателями s, установленными с возможностью взаимодействия с выталкивателем.
7f
Фиг.2 I y f бнутр.
VvXNXNNSOVv
Фиг, УФ
tЖШН.
l
Фиг.З
t
Sytfi
Фиг.5
Физ.6
Pfycf
