Изобретение относится к способу прикрепления резинового каблука к кожаной подошве и пресс-форма для осуш.ествления этого способа.
Известные для этой цели способы малопроизводительны, так как содержат большое количество подготовительных операций перед прикреплением каблука к подошве.
В цредлагае.мом способе, с целью увеличения производительности труда, каблук формуют и вулканизуют из сырой резиновой смеси на обуви с прикрепленной к ней кожаной подошвой, причем, пресс-форма для осуществления этого способа, состоящая из обогреваемого пуансона, матриц и колодки, снабжена ненодвижной матрицей, расположенной со стороны фронта каблука, а каждая из подвижных матриц имеет уступ, взаимодействующий с подошво со стороны фронта каблука.
Крепление подошвы к обуви производится любым известным методом, при чтом наиболее целесообразно применять подошвы с хвостовиком в пяточной части, который завулканизируется в каблуке.
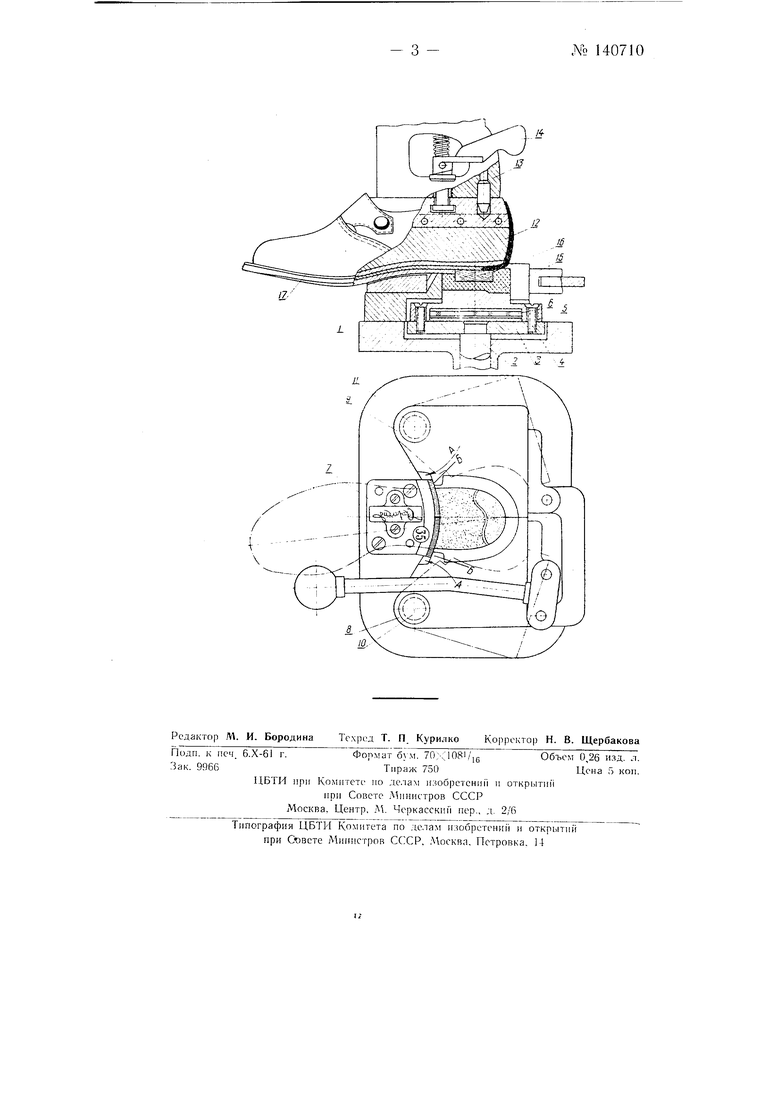
На чертеже изображена пресс-форма в двух проекциях.
Пресс-форма монтируется на плите 1. являющейся частьро многоместного агрегата. В отверстии плиты движется шток 2. на верхней части которого закреплена плита 3, связанная винтами 4 с пуансоном 5, имеющем на нижней плоскости гнездо с электронагревателем 6. а на верхней - рифление с изображением рисунка ходовой части каблука.
Пресс-фор.ма снабжена неподвижной матрицей 7. расположенной со стороны фронта каблука и подвижными матрицами 8 и 9. имеющи.ми уступы Б, взаимодействующие с подощвой со стороны фронта каблука.
№ 140710 -2 Матрицы S и 9 вращаются на пальцах 10 и /У. Пуансон 5 заключен между подвижными матрицами 8 к 9 к неподвижной матрицей 7.
Стрелками А показано наиболее целесообразное направление перемещения частей матриц для подощв е хвостовиками, при этом уступы Б на матрицах в момент закрытия формы уплотняют часть подошвы, совмещаемую с фронтом каблука. Пунктиром показаны матрицы в раскрытом положении.
Неподвижная часть матрицы 7 крепится к плите /. На этой части расположены рисунок фабричного клейма и цифры размера обуви.
В верхней части пресс-форма закрывается колодкой 12 с иадетой на нее обувью.
Прессовая колодка может быть съемной с пресса, как показано на чертеже. В этом случае колодка скреплена с гребнем 13 и запорным механизмом с рукояткой 14.
Резиновый каблук 15 с деревянным сердечиико.м 16 нривулканизирован к кожаной подошве 17.
При использовании описываемого способа прикрепления резинового каблука к повышается производительность труда за счет исключения из технологического процесса 23 операций с добавлением 5 новых операций. Повышаются эксплуатационные качества обуви и уменьшается расход основных и всиомогательных материалов.
Предмет и з о б р е т е н и я
1.Способ прикрепления резинового каблука к кожаной подошве, отличающийся тем, что, с целью увеличения производительности труда, каблук формуют и вулканизуют из сырой резиновой смеси на обуви с прикрепленной к ней кожаной подошвой.
2.Пресс-форма для осуществления способа по п. 1, состоящая из обогреваемого пуансона, матриц и колодки, отличающаяся темчто она снабжена неподвижной матрицей, расположенной со стороны фронта каблука, а каждая из подвижных матриц имеет уступ, взаимодействуюидий с подошвой со стороны фронта каблука.
/
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс форма для формования и вулканизации резинового низа на обуви методом внутреннего давления | 1958 |
|
SU114918A1 |
| Пресс-форма для изготовления резинового низа на обуви методом горячей вулканизации | 1959 |
|
SU122687A1 |
| ПРЕССФОРМА ДЛЯ ПРИКРЕПЛЕНИЯ НИЗА ОБУВИ | 1968 |
|
SU232058A1 |
| Формовая колодка | 1953 |
|
SU98334A1 |
| Пресс-форма для изготовления рантовой обуви методом горячей вулканизации | 1959 |
|
SU121677A1 |
| Прессформа для горячей вулканизации низа обуви | 1955 |
|
SU102899A1 |
| Способ и пресс-форма для приштамповки резиновой подошвы к парусиновой или кожаной обуви с одновременной вулканизацией подошвы | 1934 |
|
SU44349A1 |
| Способ изготовления обуви | 1958 |
|
SU113694A1 |
| СПОСОБ ПРИКРЕПЛЕНИЯ ДЕТАЛЕЙ НИЗА ОБУВИ К ЗАТЯЖНОЙ КРОМКЕ | 1969 |
|
SU232798A1 |
| Прессформа для горячей вулканизации низа обуви | 1955 |
|
SU102402A1 |