(Л
с
фуеГ
u
мых контактных напряжений в уплотнении как при нагреве, так и при охлаждении. Способ соединения осуществляют в следующей последовательности. Труба 6 в сборе с муфтой 9 и труба 5 устанавливаются в удобное положение. От постороннего источника тепла нагре вают охватьшающую наружную втулку I до температуры на 15-20% выше температуры эксплуатации. Горячую втулку 1 устанавливают на уплотняемую поверх:
6788
ность 8 трубы 5, а вовнутрь на внутренний выступ 3 устанавливают цилиндрическую втулку 4 и осуществляют завинчивание трубы 5 в муфту 9. Линейные размеры фигурной 1 и цилиндрической 4 втулок подобраны так, что при нагретой втулке 1 торец трубы 6 контактирует с торцом втулки 1, а при ее охлаждении с торцом трубы 6 вхо- дит в контакт внутренняя цилиндрическая втулка 4. 3 ил. .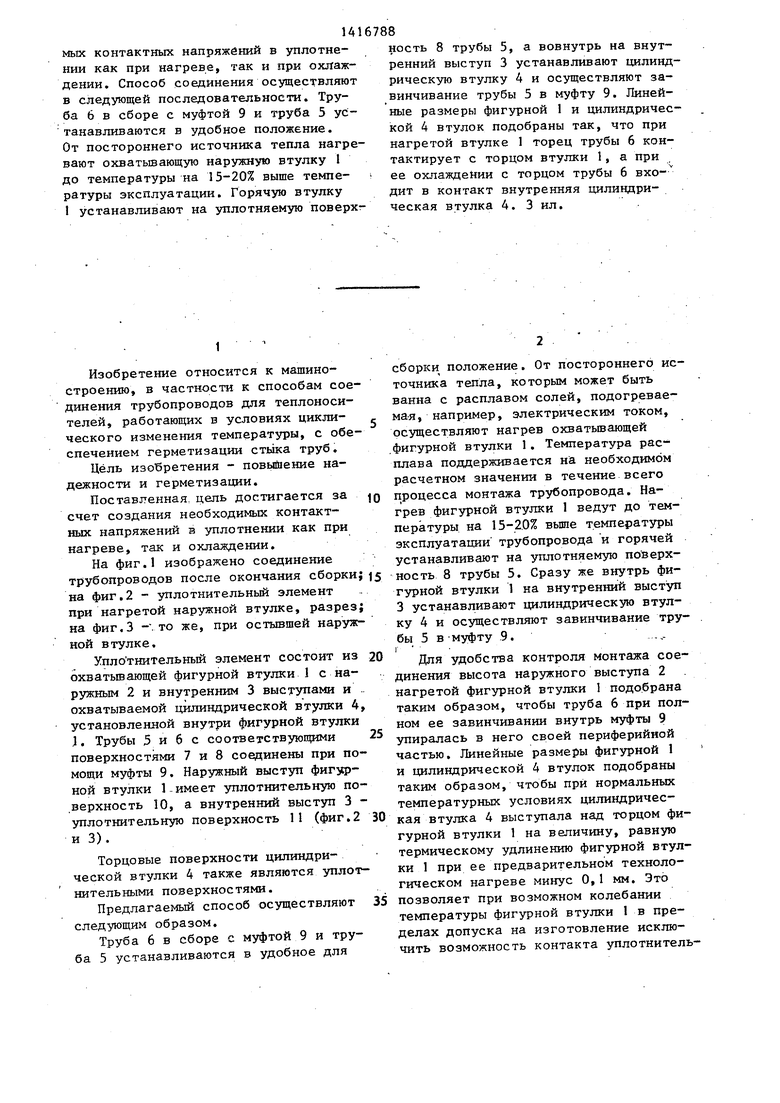
| название | год | авторы | номер документа |
|---|---|---|---|
| Разъемное соединение трубопроводов для теплоносителей | 1985 |
|
SU1283488A1 |
| ТЕПЛОИЗОЛИРОВАННАЯ ТРУБА | 2002 |
|
RU2242667C2 |
| Муфтовое резьбовое соединение (варианты) | 2021 |
|
RU2767259C1 |
| Термоизолированная колонна | 1979 |
|
SU829852A1 |
| РЕЗЬБОВОЕ СОЕДИНЕНИЕ С УПЛОТНЕНИЕМ, ВЫДЕРЖИВАЮЩИМ ПОВЫШЕННОЕ ДАВЛЕНИЕ | 2008 |
|
RU2452888C2 |
| РЕЗЬБОВОЕ ТРУБНОЕ СОЕДИНЕНИЕ | 2015 |
|
RU2604461C1 |
| ЛИФТОВАЯ ТЕПЛОИЗОЛИРОВАННАЯ ТРУБА | 2000 |
|
RU2238387C2 |
| ПЕРЕДНЯЯ ОПОРА РОТОРА ВЕНТИЛЯТОРА ДВУХКОНТУРНОГО ТУРБОРЕАКТИВНОГО ДВИГАТЕЛЯ | 2014 |
|
RU2602470C2 |
| СОЕДИНЕНИЕ С МНОЖЕСТВОМ УПЛОТНЕНИЙ ДЛЯ ВЕРТИКАЛЬНЫХ ТРУБ ПОДВОДНОЙ ВОДООТДЕЛЯЮЩЕЙ КОЛОННЫ | 1994 |
|
RU2117133C1 |
| ГЕРМЕТИЧНОЕ РАЗЪЕМНОЕ СОЕДИНЕНИЕ ДЛЯ ТРУБОПРОВОДОВ | 2006 |
|
RU2325581C2 |
Изобретение относится к машиностроению, в частности к способам соединения трубопроводов для теплоносителей, работающих в условиях циклического изменения температуры, с обеспечением герметизации стыка трубы. Цель изобретения - повышение надежг . ности и герметизации соединения - достигается за счет создания необкоди
t
Изобретение относится к машиностроению, в частности к способам соединения трубопроводов для теплоносителей, работающих в условиях цикли- ческого изменения температуры, с обеспечением герметизации стыка труб.
Цель изобретения - повышение надежности и герметизации.
Поставленная, цель достигается за счет создания необходимых контактных напряжений в уплотнении как при нагреве, так и охлаждении.
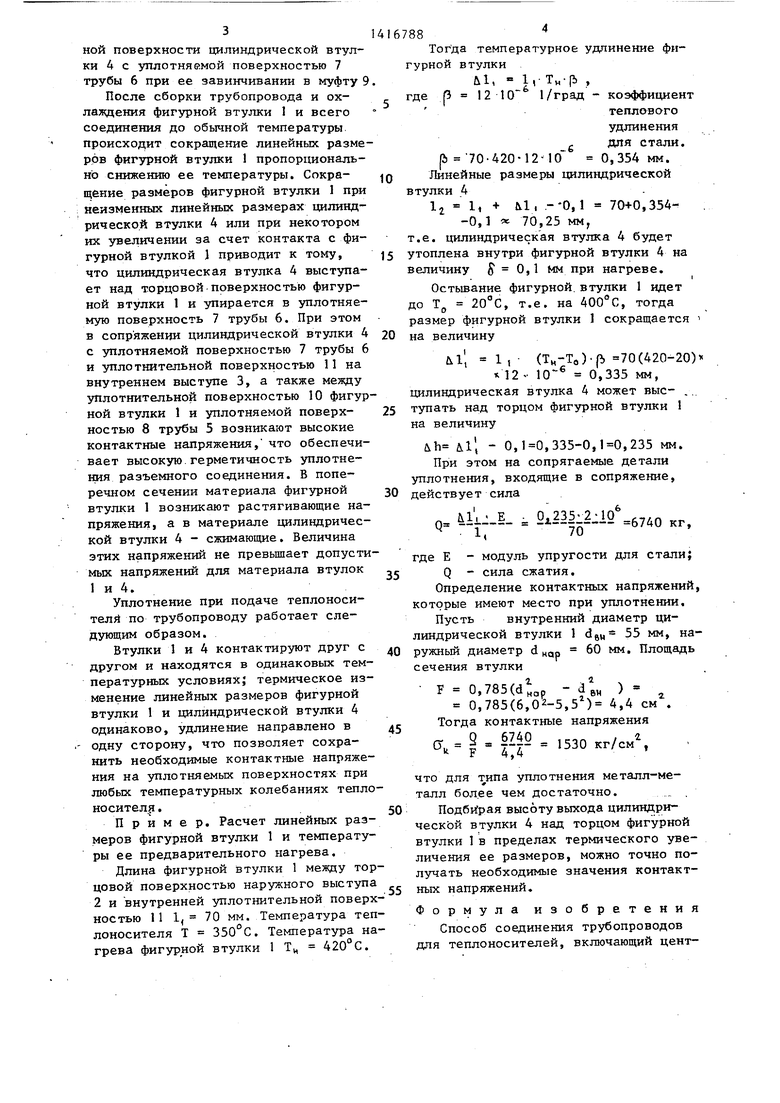
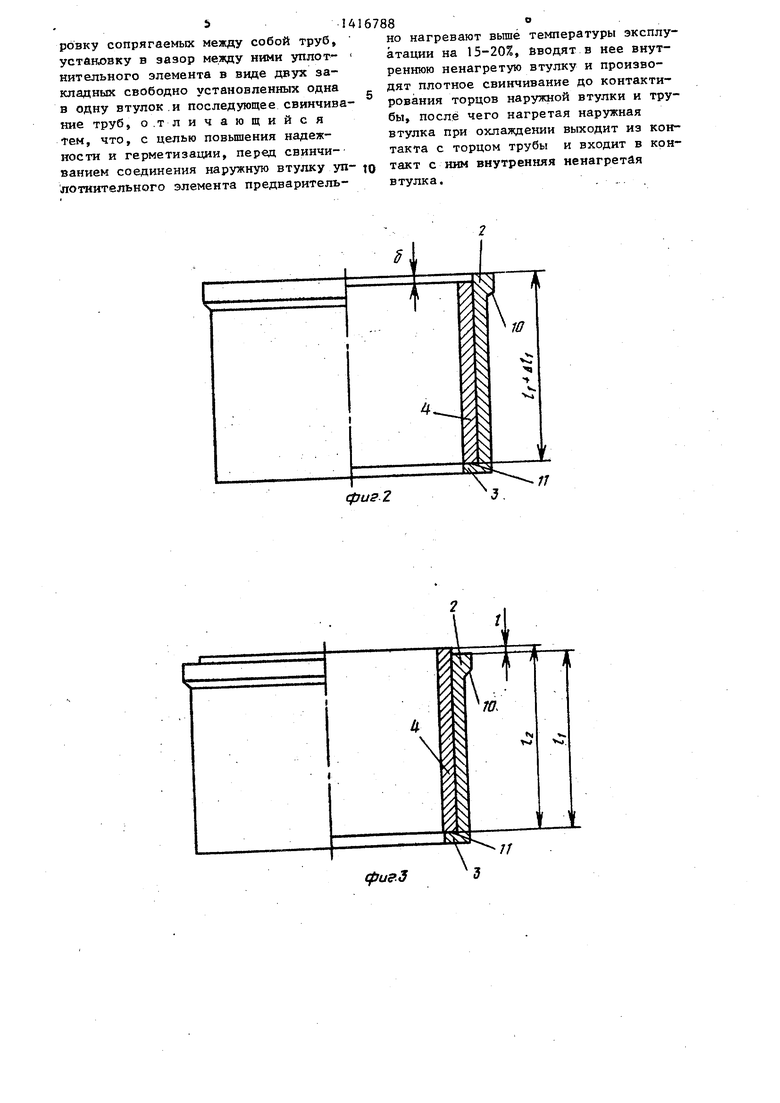
На фиг.1 изображено соединение трубопроводов после окончания сборки; на фиг.2 - уплотнительный элемент при нагретой наружной втулке, разрез; на фиг.З - .то же, при остывшей наружной втулке.
Упло тнительный элемент состоит из охватьшающей фигурной втулки 1 с наружным 2 и внутренним 3 выступами и . охватываемой цилиндрической втулки 4, установленной внутри фигурной втулки , Трубы 5 и 6 с соответствующими поверхностями 7 и 8 соединены при помощи муфты 9. Наружный выступ фигурной втулки 1-имеет уплотнительную по- .верхность 10, а внутренний выступ 3 - уплотнительную поверхность 11 (фиг.2 и 3).
Торцовые поверхности цилиндрической втулки 4 также являются уплот- нительными поверхностями.
Предлагаемый способ осуществляют следующим образом.
Труба 6 в оборе с муфтой 9 и труба 5 устанавливаются в удобное для
сборки положение. От постороннего источника тепла, которым может быть ванна с расплавом солей, подогреваемая, например, электрическим током, осуществляют нагрев охватьшающей .фигурной втулки 1. Температура расплава поддерживается на необходимом расчетном значении в течение всего процесса монтажа трубопровода. Нагрев фигурной втулки 1 ведут до температуры на 15-2.0% выше температуры эксплуатации трубопровода и горячей устанавливают на уплотняемую поверхность 8 трубы 5. Сразу же внутрь фигурной втулки 1 на внутренний выступ 3 устанавливают цилиндрическую втулку 4 и осуществляют завинчивание трубы 5 в муфту ,9. г
Для удобства контроля монтажа соединения высота наружного выступа 2 нагретой фигурной втулки 1 подо.брана таким образом, чтобы труба 6 при полном ее завинчивании внутрь муфты 9 упиралась в него своей периферийной частью. Линейные размеры фигурной 1 и цилиндрической 4 втулок подобраны таким образом, чтобы при нормальных температурных условиях цилиндрическая втулка 4 выступала над торцом фигурной втулки 1 на величину, равную термическому удлинению фигурной втулки 1 при ее предварительном технологическом нагреве минус О,1 мм. Это позволяет при возможном колебании температуры фигурной втулки 1 в пределах допуска на изготовление исключить возможность контакта уплотнительной поверхности цилиндрической втулки 4 с уплотняемой поверхностью 7 трубы 6 при ее завинчивании в муфту 9
После сборки трубопровода и ох- лаяодения фигурной втулки 1 и всего соединения до обычной температуры происходит сокращение линейных размеров фигурной втулки пропорционально снижению ее температуры. Сокращение размеров фигурной втулки 1 при неизменных линейных размерах цилиндрической втулки 4 или при некотором их увеличении за счет контакта с фигурной втулкой приводит к тому, что цилиндрическая втулка 4 выступает над торцовой-поверхностью фигурной втулки 1 и упирается в уплотняемую поверхность 7 трубы 6, При этом в сопряжении цилиндрической втулки 4 с уплотняемой поверхностью 7 трубы 6 и уплотнительной поверхностью 11 на внутреннем выступе 3, а также между уплотнительной поверхностью 10 фигурной втулки 1 и уплотняемой поверхностью 8 трубы 5 возникают высокие контактные напряжения, что обеспечивает высокую.герметичность уплотнения разъемного соединения. В поперечном сечении материала фигурной втулки 1 возникают растягивающие напряжения а в материале цилиндрической втулки 4 - сжимающие. Величина этих напряжений не превьшает допустимых напряжений для материала втулок
1и 4.
Уплотнение при подаче теплоносители по трубопроводу работает следующим образом.
Втулки 1 и 4 контактируют друг с другом и находятся в одинаковых температурных условиях; термическое изменение линейных размеров фигурной втулки 1 и цилиндрической втулки 4 одинаково, удлинение направлено в одну сторону, что позволяет сохранить необходимые контактные напряжения на уплотняемых поверхностях при любых температурных колебаниях теплоносителя .
Пример. Расчет линейных размеров фигурной втулки 1 и температуры ее предварительного нагрева.
Длина фигурной втулки 1 между торцовой поверхностью наружного выступа
2и внутренней уплотнительной поверхностью 11 1, 70 мм. Температура теплоносителя Т 350°С. Температура нагрева фигурной втулки 1 Тц 420°С.
16788
Тогда температурное удлинение фигурной втулки
М, 1,- Т„-(Ь ,
где р 12 10 1/град - коэффициент
теплового удлинения g для стали, (i 70-420-12-10 0,354 мм. 10 Линейные размеры цилиндрической втулки 4
Ij 1, + М, - О, 1 70-ю,354-0,1 ж 70,25 мм,
т.е. цилиндрическая втулка 4 будет 15 утоплена внутри фигурной втулки 4 на величину 5 0,1 мм при нагреве.
Остьшание фигурной, втулки 1 идет до Тр 20°С, т.е. на 400°С, тогда размер фигурной втулки 1 сокращается 20 на величину
М , 1,- (Т„-Тв)-р. 70(420-20)
12 10 0,335 мм, цилиндрическая втулка 4 может выс- 25 тупать над торцом фигурной втулки 1 на величину
ЛЬ U.1, - 0,,335-0,,235 мм.
При этом на сопрягаемые детали уплотнения, входящие в сопряжение, 30 действует сила
р. 41..-Е.
0,235-2-10 ,,.- кг.
где Е - модуль упругости для стали; Q сила сжатия.
Определение контактных напряжений, которые имеют место при уплотнении. Пусть внутренний диаметр цилиндрической втулки 1 d,- 55 мм, на- ружный диаметр d „др 60 мм. Площадь сечения втулки
F 0,785(d,p - а;„ )
гч f t f f / I
0,785(6,02-5,5 ) 4,4 CM . Тогда контактные напряжения
0-. § |25° . ,530
что ДЛЯ типа уплотнения металл-металл более чем достаточно.
Подбирая высоту выхода цилиндрической втулки 4 над торцом фигурной втулки 1 в пределах термического увеличения ее размеров, можно точно получать необходимые значения контактных напряжений.
Формула изобретения
Способ соединения трубопроводов для теплоносителей, включающий цент5 I
ровку сопрягаемых между собой труб, установку в зазор между ними уплот- нительного элемента в виде двух закладных свободно установленных одна в одну втулок.и последующее свинчивание труб .,о.тличающийся тем, что, с целью повышения надежности и герметизации, перед свинчиванием соединения наружную втулку уп- лотнительного элемента предваритель416788о
но нагревают вьшё температуры эксплу атации на 15-20%, вводят в нее внутреннюю ненагретую втулку и произво- дят плотное свинчивание до контактирования торцов наружной втулки и трубы, после чего нагретая наружная втулка при охлаждении выходит из контакта с торцом трубы и входит в кон- to с ним внутренняя ненагретая втулка.
фиг.2
П
