БезламбоТьиые электроды щелочных аккумуляторов, изготовляемые прессованием порошков актпвных материалов или пористой металлической основы, пропитанной солями активных металлов, на токосъемную ленту-решетку, с последуюш,им спеканием полученных таким образом заготовок с электрохимическим формированием, имеют ряд сущест-. венных недостатков. Основным из этих недостатков является неоднородность электродов по толш,пне п по пористости, обусловленная колебаниями навесок, неравномерностью разравнивания и прессования массы по всей плондади пресс-формы. Кроме того, значительные давления при прессовании (до 1 т1см) и ограниченные мощности прессов исключают возможность получения электродов больших размеров.
С целью обеспечения возможности механизации процесса изготовления безламельных электродов, стандартных по толщине и пористости, предлагается ленту-решетку подавать через бункер с активной массой в валки и после термообработки в печи и соответствующей электрохимической обработки в ваинах ироизводить резку ее на отдельные пластины.
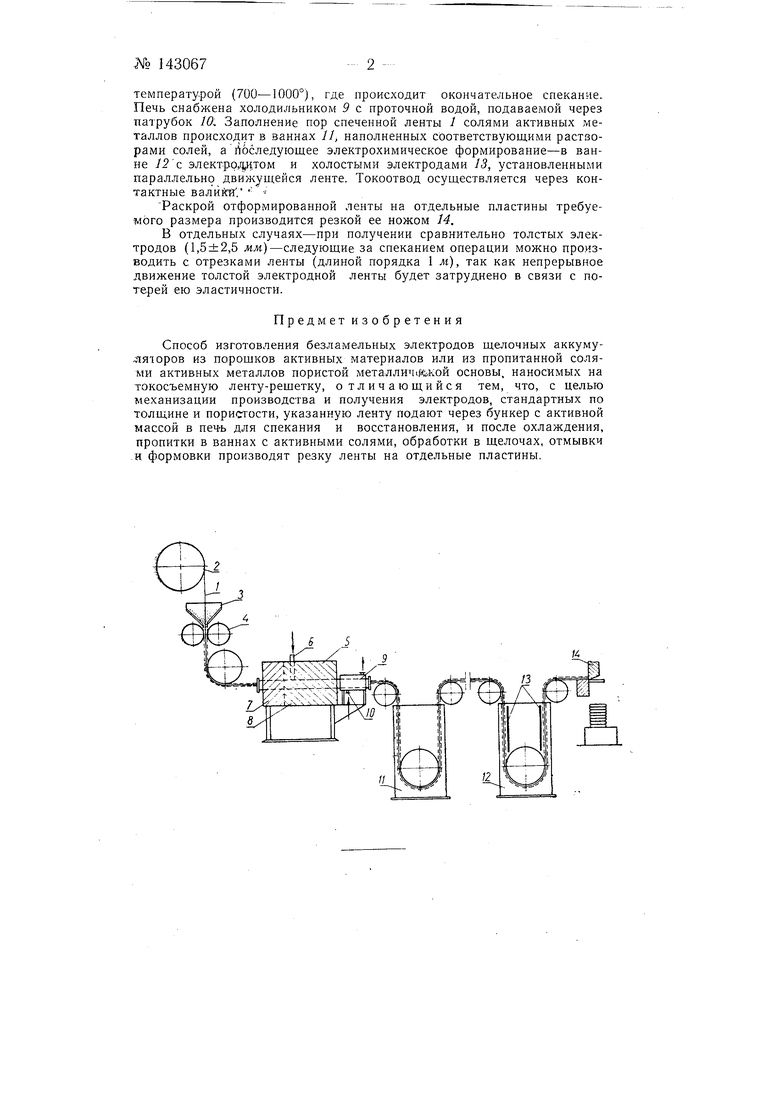
Как видно из чертежа, на котором изображена схема изготовления безламельных электродов для щелочных аккумуляторов по предлагаемому способу, токосъемная ленто-рещегка / сматывается с катушки 2, проходит через бункер 3 с активной массой и прокатывается между валками 4. Прокатанная лента поступает в факельную туннельную печь 5 для спекания в восстановительной атмосфере водорода, подаваемого через патрубок 6. Печь 5 имеет две зоны-зону 7 предварите,1ыюго подогрева для удаления наполнителя (150-300°) и зону 8 с высокой
температурой (700-1000°), где происходит окончательное спекание. Печь снабжена холодильником 9 с проточной водой, подаваемой через патрубок 10, Заполнение пор спеченной ленты 1 солями активных металлов происходит в ваннах //, наполненных соответствующими растворами солей, а последующее электрохимическое формирование-в ванне J2c электро/yiTOM и холостыми электродами 13, установленными параллельно движущейся ленте. Токоотвод осуществляется через контактные валййй.
Раскрой отформированной ленты на отдельные пластины требуемого размера производится резкой ее ножом 14.
В отдельных случаях-при получении сравнительно толстых электродов (1,5±2,5 мм)-следующие за спеканием операции можно производить с отрезками ленты (длиной порядка 1 м), так как непрерывное движение толстой электродной ленты будет затруднено в связи с потерей ею эластичности.
Предмет изобретения
Способ изготовления безламельных электродов щелочных аккумуляторов из порошков активных материалов или из пропитанной солями активных металлов пористой металлической основы, наносимых на токосъемную ленту-рещетку, отличающийся тем, что, с целью механизации производства и получения электродов, стандартных по толщине и пористости, указанную ленту подают через бункер с активной массой в печ-ь для спекания и восстановления, и после охлаждения, пропитки в ваннах с активными солями, обработки в щелочах, отмывки и формовки производят резку ленты на отдельные пластины.