(21)4234066/31-33
(22)22.04.87
(46) 07.11.88. Бюл. № 41
(71)ивановский металлургический институт
(72)Г.К.Жилин
(53)693.554.1 (088.8)
(56)Авторское свидетельство СССР № 1231169, кл. Е 04 Н 7/28, 1986.
Байков В.Н. Железобетонные конструкции. - М.: Стройиздат, 1978. с.74-77.
(54)СПОСОБ ИЗГОТОВЛЕНИЯ ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННОЙ ЛИНЕЙНОЙ КОНСТРУКЦИИ ЖИЛИНА Г.К,
(57)Изобретение относится к области строительства и может быть использовано для изготовления линейных конструкций железобетонных изделий. Целью изобретения является упрощение технсшогии изготовления конст рукции. Это достигается тем, что линейную конструкцию составляют из двух продольных частей, соединяемых в поперечном направлении. Каждая продольная часть формуется изогнутой в виде арки, затем к каладой арочной части присоединяют напрягаемую рабочую арматуру с образованием посредством ее арочной затяжки, при этом две арочные части составляют, опирая их друг на друга концами, располагая выпуклостями наружу,, затем арочные части распрямляют, действуя на них встречными нагрузками, прило- .женными к выпуклостям причем арматура, образующая затяжки арок, растягивается, а материал арочных частей, соответственно, сжимается,, распрямленные части взаимно фиксируют поперечными связями и выполняют их со стороны внутренних поверхностей зубчатыми взаимно зацепляющимися, а для распределения предварительных напряжений по высоте сечения при закреплении рабочей арматуры на арочных частях ее предварительно натягивают, сближая арочные концы. 2 з.п. ф-лы, 10 ил.
сл
NU
00
ел ч
со «ч
Изобретение относится к строительству, в частности к технологии изготовления строительных конструкций, и может быть использовано для изготовления линейных железобетонных конструкций.
Целью изо бретения является упрощение технологии изготовления.
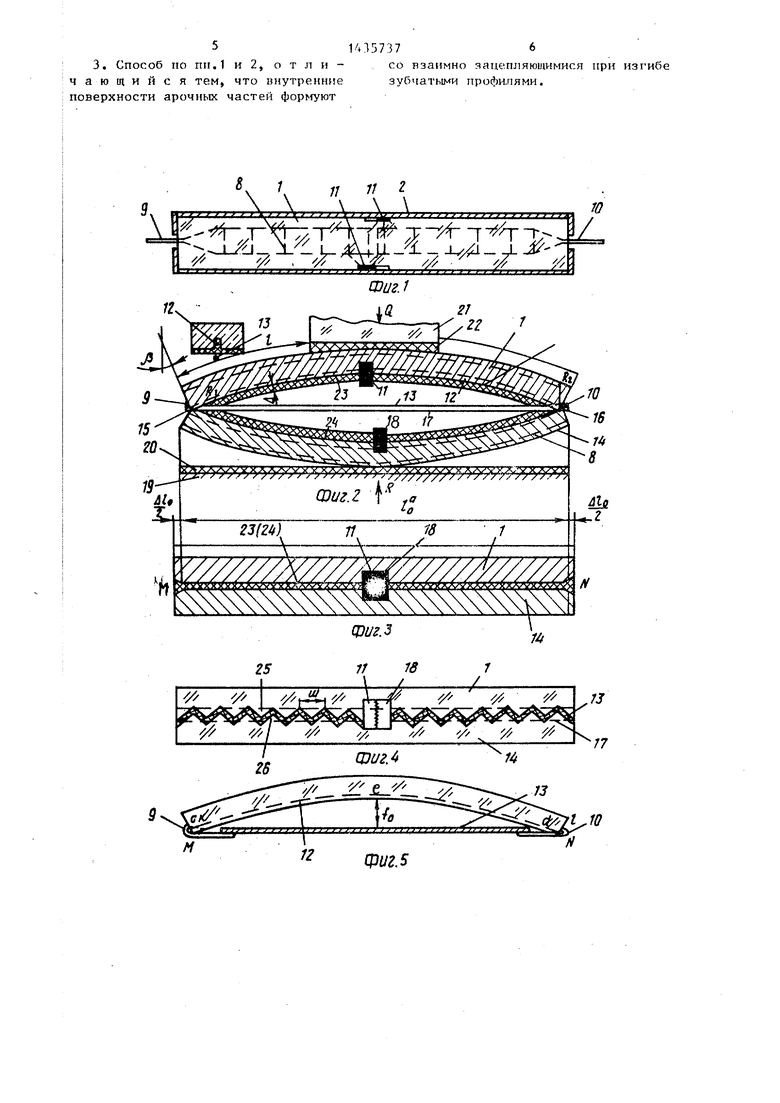
На фиг,1 представлена линейная арочная часть конструкции до напряжения ее силами, вид сверху; на фиг.2 - то же, в момент начала операции распрямления арочных частей, вид спереди; на фиг.З - смонтированная предварительно напряженная конструкция; на фиг.4 - смонтированная преднапряженная линейная конструкция при изготовлении ее с зубчатым зацеплением частей; на фиг.З - операция закрепления рабочей арматуры; на фиг.6 - диаграммы развития предварительных напряжений при распрям лении арочной части с ненапряженной затяжкой из арматуры; на фиг.7 - диаграммы развития напряжений при распрямлении арочных частей с пред- варительно напряженными затяжками из арматуры; на фиг. 8 - диаграммы внутренних напряжений по сечению смонтированной линейной конструкгщи; на фиг.9 - опалубка; на фиг.10 - изменение геометрии арочной части при создании напряжений в затяжке в процессе ее закрепления.
Для осуществления способа изготавливаемая конструкция, имеет часть 1, которая формуется в металлической опалубке 2, имеющей изогнутое дно 3, боковые стенки 4 и торцовые стенки 5 с прорезями 6. Дно 3 Bbf- полнено с буртиками 7. Конструкция имеет каркас 8 с выпусками арматуры 9 и 10, средняя часть арматуры соединяется с анкерными элементами 11, при этом по нижней поверхности конструкции выполнена канавка 12. Рабочая арматура 13 образует арочную затяжку. Кроме того, другая арочная часть 14 имеет вьтуски арматуры 15 и 16, соединенные с рабочей арматурой 17, и анкерные элементы 18- Основание 19 с згаругим слоем 20 жит для укладки частей 1 и 14, а рабочий орган 21 - для воздействия через распределительную прослойку
22на арочную часть 1. Арочные части покрыты пластичными покрытиями
23и 24. Кроме того, опалубка может
быть выполнена с дном, имеющим зубья 25 и 26.
Пример. Линейную конструкцию, например плиту или балку длиной 1, высотой h, шириной Ь, представляют составленной из двух продольных частей 1 и 14, которые, складываясь в вертикальной плоскости
по высоте, образуют изготавливаемую конструкцию..
Каждую из продольных частей формуют в виде арки. Для этого часть 1 конструкции формуют в коробчатой металлической опалубке 2, покрытой соответствующим составом для исключения сцепления с бетоном. Коробчатая опалубка 2 имеет изогнутое дно 3, боковые стенки 4 и торцовые стенки 5 с прорезями 6 для выпусков ар-- матуры. Дно 3 выполнено с выступающим вверх буртиком 7 для образования да нижней плоскости формуемого изделия продольной канавкио Дно 3 опалубки
2 имеет кривизну со стрелой f, кото- .рая определяется условиями натяжения напрягаемой арматуры.
Формование арочной части 1 производят путем виброукладки бетонной
смеси, заполняющей опалубку 2 и охватывающей каркас 8 о Последний закреплен в опалубке 2 путем опирания на дно 3 и через фиксирующие выпуски арматуры 9 и 10, которые в дальнейшем служат для присоединения внешней .напрягаемой рабочей арматуры. Кроме того, в средней части арматура соединена с анкерными элементами 11, После твердения смеси и набора
необходимой прочности изделие вынимают из формы Оно представляет собой ненапряженную конструкцию, в которой по оси выполнена по нижней поверхности канавка 12 по линии
cdekl, служащей для последующего
захода напряженной арматуры. Выпуски арматуры 9 и 10 загибают тяк, чтобы они вошли в канавки 12 ck и dl. Далее к их концам приваривают рабочую
арматуру 13, которая образует относительно арки арочную затяжку, стя- : гивающую ее концы М и N, вьшолненные скругленными.
Далее часть 1 стыкуют с другой
арочной частью 14, которая изготовлена так же, как и часть 1, имеет выпуски арматуры 15 и 16, соединенные с рабочей арматурой 17, в виде затяжки и анкерные элементы 18„ Для
фиксации стыковки отгибы анкерных выступов 9и 15и К) и 16 сваривают между собой о
Состыкованные арочные части 1 и 14, образующие двояковыпуклое тело, укладывают на основание 19, вьшол- ненное с упругим слоем 20, для исключения высоких контактных напряжений в зоне опирания и сверху в централь- ной части подводят рабочий орган 21 домкрата, действующий через распределительную прослойку 22 на арочную часть 1.
Далее внутренние поверхности арочных частей покрывают заполняющими пластичными покрытиями 23 и 24 в виде цементной стяжки. После этого включают привод домкрата и последний через свой рабочий орган 21 осуществляет распрямление арочньпс частей в ровную линию. При этом железобетон, ранее ненапряженньш, сжимается под действием растягивающейся рабочей арматуры 13 и 17, которая действует как затяжки арок, препятст вуюгдих их изгибу, как простые криволинейные балкКо Наличие таких арочных затяжек обеспечивает под действием нагрузки QI формирование исклю чительно усилий сжатия без изгибающих напряжений.
По окончании распрямления арочных частей анкерные элементы 11 и 18 заходят друг за друга. Их сваривают в таком положении, фиксируя друг относительно друга распрямленные арочные части 1 и 14. В процессе распрямления арматура 13 и 17 растягивается и постепенно с уменьшением стрелы до нуля заходит в канавки 12, Покрытия 23 и 24 соединяются друг с другом, излишек вьщавливается в канавки 12 с -герметизацией арматуры от внешней среды. Часть раствора покрытия, выходящая из боковых щелей, снимается и шов заравнивается. После твердения состава части 1 и 14 склеиваются.
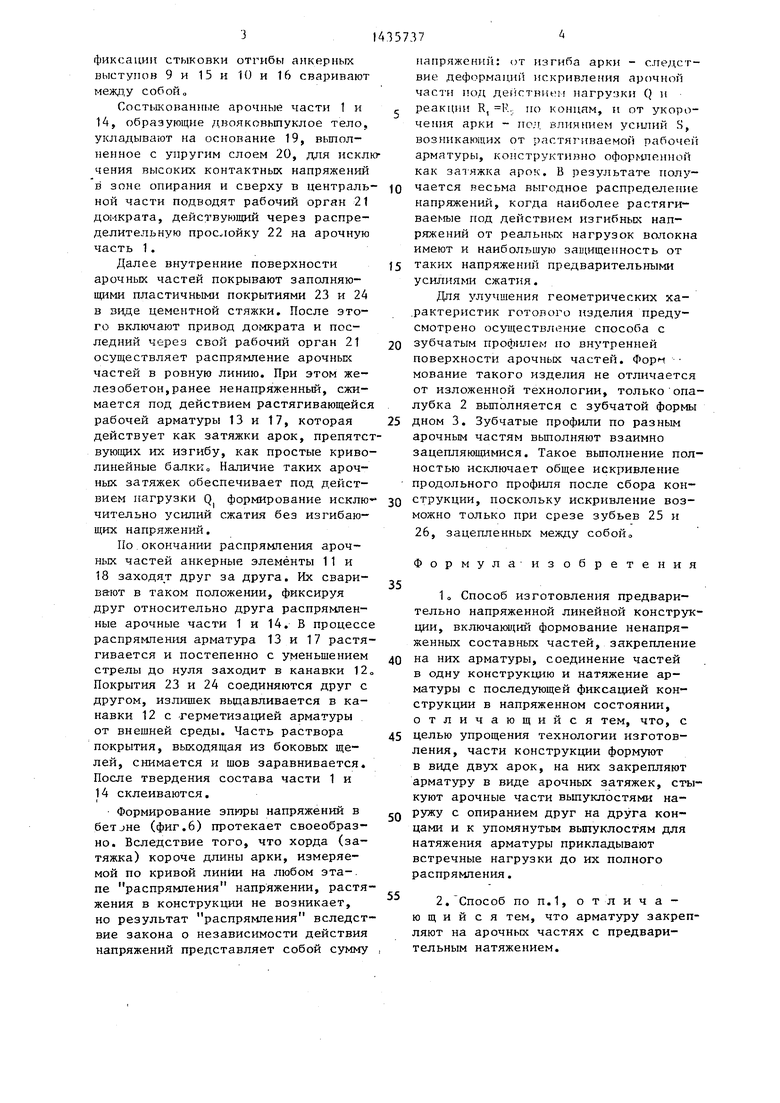
Формирование эпюры напряжений в 6eTjHe (фиг.6) протекает своеобразно. Вследствие того, что хорда (затяжка) короче длины арки, измеряемой по кривой линии на любом эта-. пе распрямления напряжении, растяжения в конструкции не возникает, но результат распрямления вследствие закона о независимости действия напряжений представляет собой сумму
напряжсЕшй: от изгиба арки - следствие деформаций искривления арочной части под действием нагрузки Q и реакции R, Р.,; по концам, и от укорочения арки - пол, влиянием усуший S, возникающих от растят иваемой pa6o4eii арматуры, конструктивно оформленной как затяжка арок. В результате получается весьма выгодное распределение напряжений, когда наиболее растягиваемые под действием изгибных напряжений от реальных нагрузок вапокна имеют и наибольшую защищенность от таких напряжений предварительными усилиями сжатия.
Для улучшения геометрических ха- .рактеристик готового изделия предусмотрено осуществление способа с зубчатым профилем по внутренней поверхности арочных частей. Форм мование такого изделия не отличается от изложенной технологии, только опалубка 2 выполняется с зубчатой формы дном 3. Зубчатые профили по разным арочным частям вьтолняют взаимно зацепляющимися. Такое выполнение полностью исключает общее искривление продольного профиля после сбора конструкции, поскольку искривление возможно только при срезе зубьев 25 и 26, зацепленных между собой
Формула из обретения
1 о Способ изготовления предварительно напряженной линейной конструкции, включающий формование ненапряженных составных частей, закрепление на них арматуры, соединение частей в одну конструкцию и натяжение арматуры с последующей фиксацией конструкции в напряженном состоянии, отличающийся тем, что, с целью упрощения технологии изготовления, части конструкции формуют в виде двух арок, на них закрепляют арматуру в виде арочных затяжек, стыкуют арочные части выпуклостями наружу с опиранием друг на друга концами и к упомянутым выпуклостям для натяжения арматуры прикладывают встречные нагрузки до их полного распрямления.
2. Способ по П.1, отличающийся тем, что арматуру закрепляют на арочньк частях с предварительным натяжением.
514:157376
; 3. Способ по nii.l и 2, о т л и со взаимно зацепляюнимися при нзг ибе ч а ю щ и н с я тем, что вяутренние зубчатыми профилями. : поверхности арочных частей 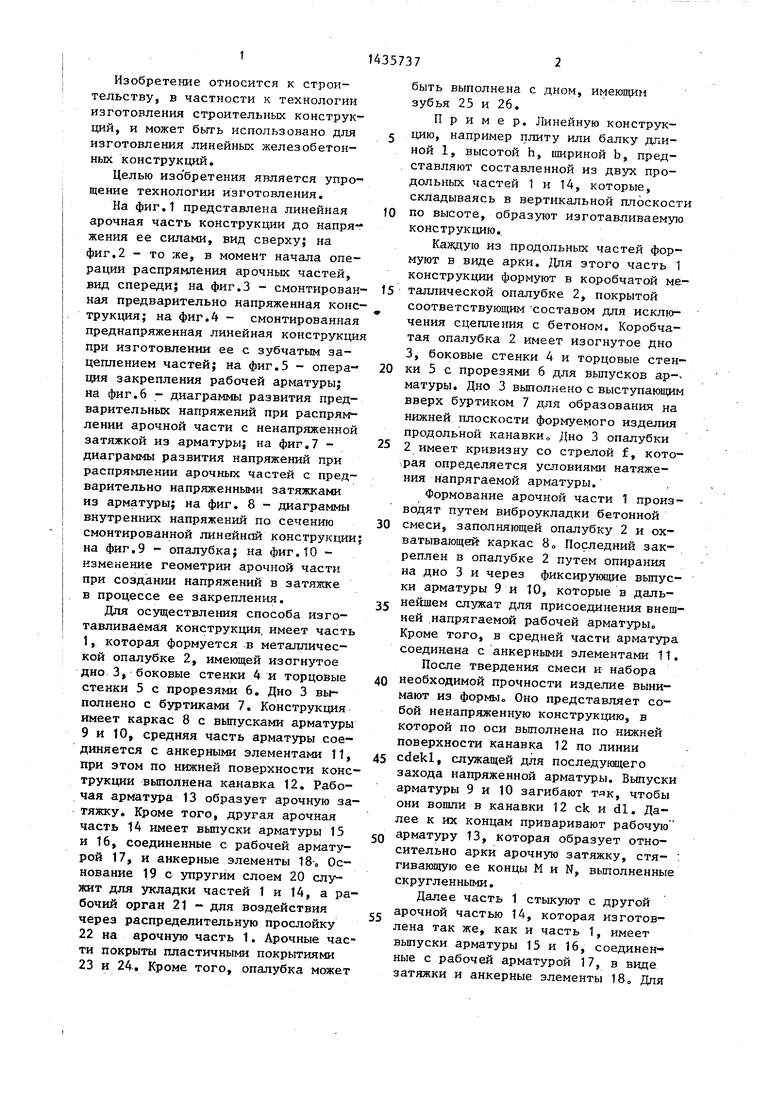
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФОРМИРОВАНИЯ СТАЛЕТРУБОБЕТОННОЙ АРКИ | 2013 |
|
RU2553688C1 |
| Полевое сборно-разборное модульное фортификационное сооружение | 2020 |
|
RU2751172C1 |
| Строительный элемент | 1980 |
|
SU876915A2 |
| СПОСОБ АРМИРОВАНИЯ МОНОЛИТНЫХ И СБОРНЫХ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ | 2018 |
|
RU2716182C1 |
| СТЕНД ДЛЯ ИЗГОТОВЛЕНИЯ ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННЫХ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 1973 |
|
SU363797A1 |
| АРОЧНЫЙ МОСТ | 2014 |
|
RU2567253C1 |
| Строительный элемент | 1978 |
|
SU670702A1 |
| Способ переброски большепролетных трубопроводов доставки пароводяной смеси над каньоном, расположенным в сейсмоактивной зоне | 2023 |
|
RU2815705C1 |
| Дымовая труба | 1979 |
|
SU894162A1 |
| СПОСОБ МОНТАЖА АРОК | 1994 |
|
RU2099480C1 |
«ч ;; г
х/.
f f ff f f f л г -fi jr J f J r
л . ./
фуг. 5
/
r +
12
«e-
a) S),
в
eS
СЖ g
Ш
Фиг,3
Н CfK
)
ТЖ
фиг.8
