Предлагаемое изобретение относится к автоматизированному высокопроизводительному способу армирования монолитных и сборных железобетонных конструкций, повышению их надежности, снижению трудоемкости сооружения [1, с. 69].
Известна горячекатаная стержневая арматура периодического профиля из легированной стали марок 25Г2С, 30ХГ2С и 35ГС. Эту арматуру, снабжают гребнями (рифами) для увеличения сцепления ее с бетоном [1, с. 69], [2, с. 102] причем гребни, имеют хаотическое расположение (например, в елочку), образуют прокатом в горячем состоянии в продольном направлении. Известна также жесткая арматура из прокатных элементов, и применяют ее в монолитных и заводского изготовления конструкциях. Примем известную арматуру за прототип.
Недостаток прототипа заключается в том, что для стыковки арматуры приходится использовать ручную сварку, то есть процесс не технологичен, и не обеспечена равнопрочность соединения. Процесс ручной сварки арматурных каркасов трудоемок, а на строительной площадке автоматизация сварки осложнена. В зимних условиях качество и надежность стыков, а, следовательно, всего сооружения падают.
Арматура имеет избыточную гибкость, что сдерживает ее применение как жесткой, для поддерживания подвесной опалубки.
Известна винтовая арматура сплошная и трубчатого профиля [3, RU №2467075], [7] причем ее гребни накатывают в горячем состоянии на прокатном стане поперечной накаткой по правой или левой винтовой спирали однозаходной или многозаходной. Выпуск винтовой арматуры начат. Надежность и технологичность соединений высокая. Производительность равнопрочной стыковки высокая, так как соединения винтовой арматуры выполняют простым свинчиванием гайками.
Винтовая арматура трубчатого профиля имеет увеличенную внешнюю поверхность, контактирующую с бетоном, что в 2…3 раза увеличивает ее сцепление с бетоном, а, следовательно, ее анкеровку.
Кроме того, при возникновении пожара и повышении температуры арматуры до 600 градусов по Цельсию модуль упругости стальной арматуры стремится к нулю и происходит обрушение конструкции. Обрушение конструкции с винтовой арматурой трубчатого профиля легко исключить прокачкой сквозь каналы в арматуре воды и, тем самым, исключить катастрофическое обрушение сооружения при пожаре [3, RU №2467075].
Известно также эффективное армирование [1, с. 69] автомобильных и авиационных покрышек высокопрочной стальной, тканой сеткой из проволок [1, с. 571]. Сетку ткут из проволок на текстильных станках [1, с. 239, с. 571, с. 1187, с. 1223]. Назовем ее кольчугой [1, с. 553].
Способ высокопроизводителен, автоматизирует и ускоряет ткацкий процесс! Кольчуги широко применяют, так как позволяют значительно повысить надежность и прочность покрышек для колес самолетов и машин. Процесс тканья кольчуг автоматизирован! Примем этот автоматизированный способ тканья армирующих кольчуг за аналог. Известен способ армирования фундаментов и стен сооружения [4, RU №2324789] сеткой из корда, что позволяет повысить надежность и прочность.
Способ [4] автоматизирует возведение монолитных стен сооружения с применением замкнутых рукавов из высокопрочного тканого, текстильного корда, образующего сетчатую армирующую ткань. Примем эти технические решения за прототипы.
Техническая и технологическая задачи изобретения - повышение надежности, прочности, технологичности возведения, автоматизация способа армирования железобетонных конструкций, снижение трудоемкости возведения сооружений армированием высокопрочными, хромистыми стальными проволоками образующими замкнутые в сечении кольчуги [1] в виде длинных рукавов.
Кольчуги обладают не только высокой прочностью, но, кроме того, структура их тканой поверхности, обеспечивает отличное, надежное сцепление кольчуг с бетоном и гарантирует надежную анкеровку стальных кольчуг в бетоне без проскальзывания.
Способ армирования железобетонных конструкций стальными кольчугами в зонах растяжения, среза и сжатия, отличается тем, что армирование выполняют высокопрочной стальной арматурой с рифами по винтовой спирали [3] и кольчугами, ткаными из легированных хромистых проволок стойких к коррозии марок: 40Х Селект, 15 ХСНД, 30ХЗМФ, 30Х2НМФ [5].
Защищают поверхность проволок кольчуг от коррозии, например, электрохимическим хромированием [1, с. 1323, с. 1335]. Затем в заводских условиях на ткацких станках из стального корда ткут ткань кольчуг [1, с. 553].
Отличие в том, что армирование выполняют из высокопрочных стальных проволок из легированной хромистой стали стойкой к коррозии марок 40Х Селект, 25Г2С, 30ХГ2С и 35ГС.
Поверхность стальных проволок может быть дополнительно защищена от коррозии, например, хромированием.
Затем в заводских условиях, на ткацких станках из высокопрочного корда ткут замкнутые кольчуги. А также ленты и замкнутые кольца (обручи) из тканого стального корда.
Замкнутые рукава кольчуг проектной длины являются внешней обоймой и арматурой. Применяют тканые стальные кольчуги из высокопрочных хромистых проволок для армирования: балок, арок, куполов, сводов, а также плит перекрытий, фундаментов заводского изготовления и монолитных железобетонных конструкций [4].
На фиг. 1 показан каркас, состоящий из продольных стержней и спирали, имеющей вертикальные и наклонные элементы, ориентированные по направлению действия главных растягивающих напряжений; на фиг. 2 - показан макет спирали; на фиг. 3 - кольчуга, тканная на ткацком станке из высокопрочных стальных проволок диаметром 1,5-2 мм; на фиг. 4 - каркас, вставленный внутрь кольчуги.
Ткань кольчуг ткут на станках цеха завода железобетонных конструкций из высокопрочных стальных проволок [1, с. 571] в соответствии с проектными размерами стандартных конструкций и направлением действия главных растягивающих напряжений. Непрерывные, проектной длины кольчуги используют как внешние обоймы, армирующие и упрочняющие бетон с использованием расширяющегося цемента [1, с. 999]. Поперечным сечениям кольчуг придают различные сечения: круглое, овальное, прямоугольное, квадратное.
Кольчуги могут быть как прямолинейными (балка), так и криволинейными (арка). Кольчуги из корда легко соединяются сшивным соединением, обеспечивающим быстроразъемность присоединения к нему патрубков для гибкого напорного бетонопровода [1, 1113, 1228].
Кольчуги являются прочной внешней сеточной арматурой и их автоматизировано ткут проектной длины. Гибкие, высокопрочные кольчуги, образуют замкнутые полости и являются внешней сеточной армирующей обоймой. Транспортируют компактные замкнутые рукава кольчуг свернутыми в рулоны.
Для кольчуг могут быть применены, как высокопрочная стальная хромированная проволока, так и высокопрочное углеродистое волокно [1, с. 1147], не поддающееся коррозии [1, с. 221].
С пульта управления [1, с. 978], включают бетононасосы и нагнетают пластичный, прочный, расширяющийся [1, с. 999], самонапрягающийся бетон внутрь гибких кольчуг.
Нагнетаемым самонапрягающимся бетоном вытесняют воздух из кольчуг через выпускные патрубки с другого его конца, а также через сетку кольчуг. Плотно заполняют кольчуги бетоном на всю их длину способом снизу-вверх и перекрывают патрубки автоматическими клапанами.
При схватывании бетон расширяется, кольчуги препятствуют расширению бетона, а бетон предварительно напрягается и обжимается кольчугой со всех сторон, объемно.
Последовательность изготовления арматурных каркасов и кольчуг:
1. Арматуру применяют с винтовой спиралью, накатанной поперечной винтовой накаткой в горячем состоянии с закругленными рифами по синусоиде (трубчатую или сплошную), и защищают от коррозии хромированием [3, 6].
2. Плоскую арматурную спираль получают силовым наматыванием арматуры на плоскую с закругленными краями консоль (витки наматывают плотно с примыканием друг к другу).
3. Затем плоскую арматурную спираль снимают с консоли и растягивают вдоль, образуя заданный, расчетный шаг витков.
4. Анкерные участки плоской арматурной спирали (≈3 витка) выполняют из стержня диаметром не менее половины от диаметра продольной рабочей арматуры в середине пролета.
5. Анкерные участки плоской арматурной спирали соединяют с центральным участком плоской спирали, например, талрепом или мягкой отожженной проволокой.
6. В подготовленную плоскую арматурную спираль, состоящую из пары анкерных участков с частым проектным шагом витков, соединенных с центральным участком, имеющим более крупный шаг витков, вдвигают с торца верхние и нижние продольные рабочие стержни.
7. Соединяют эти верхние и нижние продольные рабочие стержни с парой анкерных участков плоской спирали и с центральным участком плоской спирали, например, талрепом в единый продольный каркас.
8. Кольчуги изготовлены на ткацких [1, с. 1206] станках автоматизировано на поточной линии.
9. Сетки кольчуг ткут из высокопрочных, хромированных проволок в виде тканых рукавов проектной длины.
10. В тканый рукав каждой кольчуги, с торца вдвигают пару арматурных каркасов, снабженных по концам анкерными элементами, гнутыми по плоской винтовой спирали. Кольчуги высокопрочны и являются армирующей обоймой.
11. Пару арматурных каркасов внутри каждой кольчуги раздвигают друг от друга талрепами, напрягают кольчуги и придают им прямоугольную форму в сечении.
12. Арматурные каркасы, заключенные внутрь каждой кольчуги, подготовлены к бетонированию.
13. Каждый арматурный каркас, вдвинутый внутрь кольчуги, заключают внутрь стальной, съемной опалубки.
14. Для бетонирования применяют мелкозернистый, расширяющийся бетон [1, с. 999], бетон транспортируют и нагнетают в кольчуги бетононасосом.
15. Уплотнение бетона выполняют центробежным способом (как при центробежном литье) [1, с. 1332], отжимается избыточная вода, улучшается водоцементное отношение и повышается прочность.
16. Пропаривание выполняется в пропарочных камерах с высоким давлением пара (≈20 атм), за счет чего ускоряется набор бетоном проектной прочности.
Сопоставление с аналогом показывает существенные отличия:
- Надежность и прочность конструкций повышена, так как они армированы высокопрочными кольчугами, работающими внешними обоймами, обжимающими расширяющийся бетон конструкций.
- Хромирование проволок кольчуг предохраняет их от коррозии, а самонапрягающийся бетон исключает растрескивание, обжимая расширяющийся бетон со всех сторон, а после схватывания бетона получаем единую предварительно-напряженную конструкцию, работающую как единое целое. Все соединения быстроразъемные.
- Экономический эффект получен в результате уменьшении вероятности разрушения железнодорожных и автомобильных мостов, путепроводов, а также многоэтажных домов, высоких труб и других сооружений.
- Технологический процесс возведения конструкций автоматизирован, что позволило значительно увеличить скорость их возведения, а долговечность сооружений повысить.
- Максимально снижена трудоемкость возведения сооружений. Экономический эффект получен также от повышения надежности, прочности, технологичности возведения и увеличения срока надежной эксплуатации и службы возведенных конструкций из самонапрягающегося бетона.
Номера элементов каркаса:
1. Верхний продольный стержень (в сжатой зоне).
2. Нижний продольный стержень (в растянутой зоне).
3. Спираль короткая (анкерная), состоящая из 3 витков.
4. Спираль с разреженным шагом витков (соединена с элементом 3 с помощью талрепа).
5. Армирующая кольчуга, тканная на ткацком станке из высокопрочных стальных проволок, расположенных по направлению действия главных растягивающих напряжений.
Литература
1. Большой энциклопедический словарь (БЭС). Главный редактор А.М. Прохоров. Изд. 2-е. - М.: Научное издательство «Большая Российская Энциклопедия», 1998. - 1456 с.
2. Бондаренко В.М., Бакиров P.O., Назаренко В.Г., Римшин В.И. Железобетонные и каменные конструкции Учебник для строит. спец. вузов. - 4-е изд., доп. - М.: Высшая школа, 2007. - 887 с.
3. RU №2467075. Нежданов К.К., Нежданов А.К., Артюшин Д.В. Способ проката горячекатаной арматуры периодического профиля. С2 МПК С21D 8/08 (2006.01), В21Н 1/18 (2006.01), Е04С 5/03 (2006.01). Опубликовано: 20.11.2012 Бюл. №32.
4. RU №2324789. Нежданов К.К., Хвастунов В.Л., Нежданов А.К. Автоматизированный способ возведения монолитных фундаментов и стен зданий. Е02D 35/00, 37/00. Зарегистрировано 20 мая 2008, Бюл. №14. Прототип.
5. СП 16.13330.2011 Стальные конструкции. Актуализированная редакция СНиП П-23-81*.-М.: Минрегион России, 2011.
6. RU №2573304. Нежданов К.К., Расторгуев С.И., Нежданов А.К. Способ изготовления стержневой и трубчатой арматуры из высокопрочной коррозионностойкой стали. Е02D 27/50, Е04В 1/38. Опубликовано: 20.01.2016.
7. Нежданов К.К. Новый вид винтовой горячекатаной арматуры для железобетонных конструкций: Нежданов К.К., Артюшин Д.В. // Региональная архитектура и строительство. - 2014. - №3. - С. 71-74.
| название | год | авторы | номер документа |
|---|---|---|---|
| Жёсткое зубчатое соединение двухветвевых колонн с фундаментами | 2018 |
|
RU2687830C1 |
| СПОСОБ ЖЁСТКОГО СОЕДИНЕНИЯ САМОНАПРЯГАЮЩЕЙСЯ СТАЛЕТРУБОБЕТОННОЙ КОЛОННЫ, НЕ ИМЕЮЩЕЙ БАЗЫ, С ЖЕЛЕЗОБЕТОННЫМ ФУНДАМЕНТОМ | 2014 |
|
RU2581063C2 |
| АВТОМАТИЗИРОВАННЫЙ СПОСОБ ВОЗВЕДЕНИЯ МОНОЛИТНЫХ ФУНДАМЕНТОВ И СТЕН ЗДАНИЙ И СООРУЖЕНИЙ ИЗ ПЛАСТИЧНЫХ БЛОКОВ | 2012 |
|
RU2532117C2 |
| АВТОМАТИЗИРОВАННЫЙ СПОСОБ ВОЗВЕДЕНИЯ КАРКАСА СООРУЖЕНИЯ | 2011 |
|
RU2495987C2 |
| СПОСОБ СООРУЖЕНИЯ МОНОЛИТНОГО ЖЕЛЕЗОБЕТОННОГО ФУНДАМЕНТА С ТОЧНЫМ РАСПОЛОЖЕНИЕМ АНКЕРНЫХ АРМАТУРНЫХ СТЕРЖНЕЙ ПЕРИОДИЧЕСКОГО ПРОФИЛЯ С ЛЮБЫМ РЕЛЬЕФОМ ПОВЕРХНОСТИ | 2014 |
|
RU2583381C2 |
| КАРКАС МНОГОЭТАЖНОГО ЗДАНИЯ | 2002 |
|
RU2233952C1 |
| АРМАТУРНЫЙ КАРКАС И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2013 |
|
RU2530074C1 |
| СПОСОБ ПРОКАТА ГОРЯЧЕКАТАНОЙ АРМАТУРЫ ПЕРИОДИЧЕСКОГО ПРОФИЛЯ | 2009 |
|
RU2467075C2 |
| СПОСОБ ПОВЫШЕНИЯ ТЕХНИЧЕСКОГО РЕСУРСА И СТОЙКОСТИ СТЕРЖНЕВОЙ И ТРУБЧАТОЙ АРМАТУРЫ | 2014 |
|
RU2573304C9 |
| ШПАЛА ДЛЯ СКОРОСТНЫХ РЕЛЬСОВЫХ ПУТЕЙ | 2018 |
|
RU2719745C2 |
Изобретение относится к автоматизированному и механизированному строительству, особенно при возведении конструкций повышенной надежности. Способ армирования железобетонных конструкций стальной высокопрочной, коррозиестойкой арматурой в зонах: растяжения, сжатия, среза и кручения - заключается в том, что армирование выполняют винтовой легированной арматурой с рифами по винтовой спирали из легированной хромистой стали стойких к коррозии марок: 40Х Селект, 15 ХСНД, 30ХЗМФ, 30Х2НМФ. Защищают поверхность арматуры от коррозии хромированием. Пару арматурных каркасов снабжают в зоне опор по концам анкерными элементами, гнутыми по плоской винтовой спирали из стержня диаметром не менее половины диаметра рабочей арматуры в середине пролета балки с чередованием вертикальных и наклонных элементов. Хомуты также выполняют по плоской непрерывной спирали. В заводских условиях на ткацком станке из высокопрочных стальных проволок ткут кольчуги - замкнутые рукава проектной длины. С торца вводят в каждую из кольчуг пару арматурных каркасов, талрепами раздвигают эту пару каркасов в разные стороны и напрягают кольчуги до проектной величины, а в опорных зонах снабжают каркас парой анкерных конусных стальных труб-фиксаторов. Помещают пару арматурных каркасов, охваченных тканой кольчугой, во внешнюю съемную стальную опалубку, а затем центробежным способом бетонируют балку расширяющимся мелкозернистым бетоном. Пропаривают балку, а при наборе бетоном проектной прочности он расширяется, обойма из кольчуги препятствует расширению бетона, обжимает его со всех сторон, бетон самонапрягается, а трещиностойкость его резко возрастает. Демонтируют съемную опалубку и отправляют готовую конструкцию на строительную площадку. Техническим результатом является снижение трудоемкости возведения конструкций, автоматизация способа их возведения и повышение их прочности и надежности и армирование текстильной тканью из корда. 4 ил.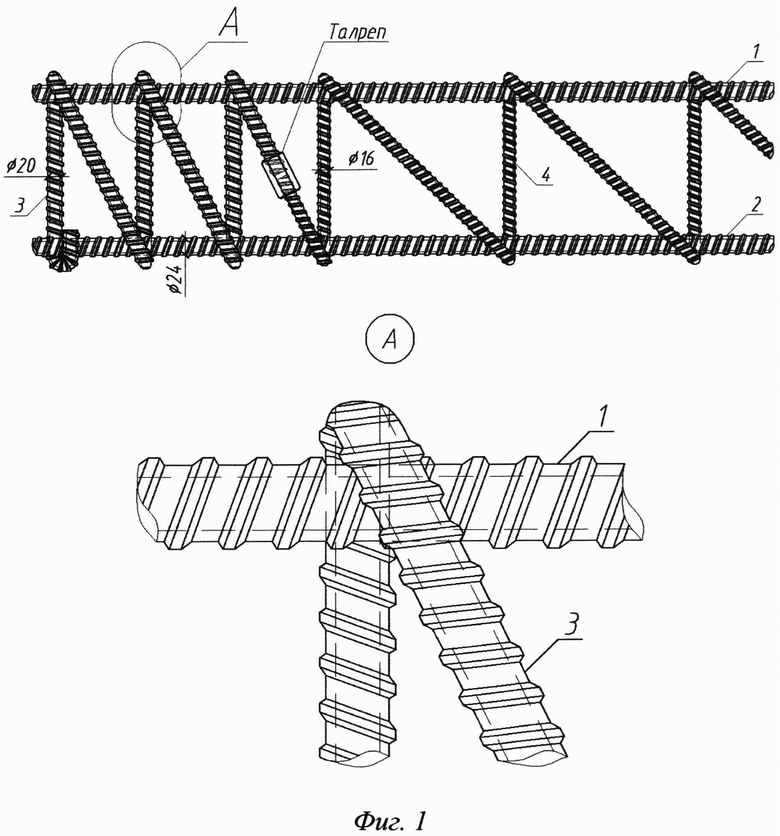
Способ армирования железобетонных конструкций стальной высокопрочной, коррозиестойкой арматурой в зонах: растяжения, сжатия, среза и кручения, отличающийся тем, что армирование выполняют винтовой легированной арматурой с рифами по винтовой спирали из легированной хромистой стали стойких к коррозии марок: 40Х Селект, 15 ХСНД, 30ХЗМФ, 30Х2НМФ, защищают поверхность арматуры от коррозии хромированием, пару арматурных каркасов снабжают в зоне опор по концам анкерными элементами, гнутыми по плоской винтовой спирали из стержня диаметром не менее половины диаметра рабочей арматуры в середине пролета балки с чередованием вертикальных и наклонных элементов, хомуты также выполняют по плоской непрерывной спирали, в заводских условиях на ткацком станке из высокопрочных стальных проволок ткут кольчуги (замкнутые рукава проектной длины); с торца вводят в каждую из кольчуг пару арматурных каркасов, талрепами раздвигают эту пару каркасов в разные стороны и напрягают кольчуги до проектной величины, а в опорных зонах снабжают каркас парой анкерных конусных стальных труб-фиксаторов, помещают пару арматурных каркасов, охваченных тканой кольчугой, во внешнюю съемную стальную опалубку, а затем центробежным способом бетонируют балку расширяющимся мелкозернистым бетоном, пропаривают балку, а при наборе бетоном проектной прочности он расширяется, обойма из кольчуги препятствует расширению бетона, обжимает его со всех сторон, бетон самонапрягается, а трещиностойкость его резко возрастает, демонтируют съемную опалубку и отправляют готовую конструкцию на строительную площадку.
| АВТОМАТИЗИРОВАННЫЙ СПОСОБ ВОЗВЕДЕНИЯ МОНОЛИТНЫХ ФУНДАМЕНТОВ И СТЕН ЗДАНИЙ | 2005 |
|
RU2324789C2 |
| RU 2009145244 A, 20.06.2011 | |||
| СПОСОБ ПРОКАТА ГОРЯЧЕКАТАНОЙ АРМАТУРЫ ПЕРИОДИЧЕСКОГО ПРОФИЛЯ | 2009 |
|
RU2467075C2 |
| СПОСОБ ПОВЫШЕНИЯ ТЕХНИЧЕСКОГО РЕСУРСА И СТОЙКОСТИ СТЕРЖНЕВОЙ И ТРУБЧАТОЙ АРМАТУРЫ | 2014 |
|
RU2573304C9 |
| CN 206768626 U, 19.12.2017. | |||

