САд
СО 4
Изобретение относится к области неразрушающего контроля и может-быть использовано для прогнозирования разрушений паяных соединений, рабо- тающих под нагрузкой, по сигналам акуст1гческой эмиссии (АЭ) ,
Цель изобретения - повышение достоверности за счет того, что паяное соединение нагружают сдвигом при нагрузках, не вызывающих повреяденкй соединения, а в качестве информативного параметра используют энергию сигналов ЛЭ.
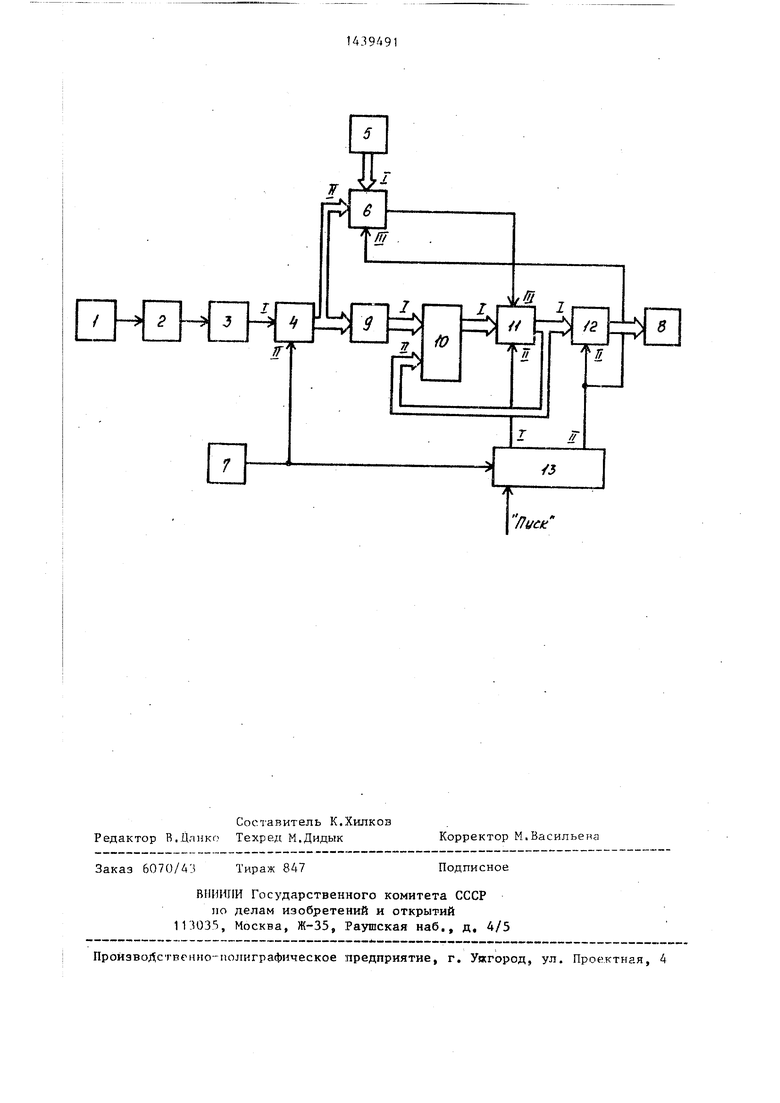
На чертеже представлена структур- I ная схема устройства для контроля i качества паяных соединений, I Устройство содержит соединенные последовательно электроакустический преобразователь 1, предварительный усилител 2, усилитель 3, аналого- цифровой преобразователь 4, со.единен ные последовательно блок 5 задания п рога обнаружения сигналов и схему-б сравнения, генератор 7 тактовых им- пульсов, выход которого соединен с вторым входом аналого-цифрового пре-- образователя 4, и блок 8 регистрации
Устройство снабжено также соеди- i некными последовательно квадратором 9, сумматором 10, регистром 11 и бло j ком 12 функционального преобраэова- i ния, таймером 13, вход которого сое- i динен с выходом генератора 7 тактовы I импульсов, первый выход - с вторым входом регистра 11, второй выход с тре .тьим входом схемы 6 сравнения и I вторым входом блока 12 функционально j го преобразования, выход которого со I единен с входом блока 8 регистрации, I вькод аналого-цифрового преобразова- теля 4 - с вторым входом схемы 6 сравнений и входом квадратора 9, третий вход регистра.11 - с выходом схемы 6 сравнения, а его выход - с :вторым входом су -матора 10, Способ контроля качества паяных соединений осуществляется следушш им образом.
Контролируемое соединение, напри- мер алмазно-твердосплавный резец, статически нагружают сдвигом ь области нагрузок до 3% статистически опре да;1енного максимального значения прочности паяных соединений, анало- гичных контролируемому. В диапазоне нагрузок от 0,05 но 3% регистрируют энергию сигналов АЭ. Качество паяного соединения определяют ;.; , тариро
,„
g
5 0 5
5 0
0
вочной зависимости показателя качества от энергии сигналов АЭ. Тарировоч- ная кривая описывается выражением
Рр а Е; ,
где Рр - прогнозируемое значение нагрузки, при которой ожидается разрушение; ЕН - суммарная энергия АЭ; а и b - коэфсЗшциенты, зависящие от чувствительности устройства контроля качества паяных соединений и материала припоя.
Устройство для контроля качества паяных соединений работает следующим образом.
Сигналы АЭ, возбуждаемые в преобразователе 1, усиливаются в предварительном усилителе 2, усиливаются и преобразуются в видеосигнал в усилителе 3 и далее поступают на вход аналого-цифрового преобразователя 4, на второй вход которого с выхода генератора 7 тактовых импульсов поступают импульсы запуска аналого-цифрового преобразователя 4. При этом аналого- цифровой преобразователь 4 вырабатывает двоичный код входного напряжения, который поступает на вход квадратора 9 и второй вход схемы 6 сравнения. Квадратор 9 представляет собой постоянное запоминаюг.ее устройство, в кото1 ом по адресу, равному коду входного напряжения, записан код квадрата входного напряжения.На первый вход схемы 6 срав1 ения поступает двоичный код порога обнаружения сигнала, значение которого устанавливается предварительно оператором на блоке 5 задания порога обнаружения сигналов. Обработка сигналов АЭ начинается по команде Пуск, подаваемой оператором. При этом запускается . счетчик таймера 13 и таймер 13 выдает на второй вход регистра 11 импульс, обнуляющий регистр 11. По завершении импульса обнуления таймер 13 формирует интервал измерения параметров АЭ
ИЭМ
в течение которого на третий
вход схемы б сравнения поступает сигнал выборки, который является запрещающим для блока 12 функционального преобразования.
При наличии сигнала выборки схемы 6 сравнения сравнивает код, поступающий с аналого-цифрового преобразователя 4, с пороговым значением. Если код сигнала превьплает пороговое значение, на выходе схемы 6 сравнения возникает импульс, который поступает на третий вход регистра 11 и обеспечивает запись в него кода с выхода
сумматора 10, Выходной код сумматора
10 представляет собой сумму текущего кода с выхода квадратора 9 и предыдущего значения кода на выходе регистра 11. Таким образом, за время tj в регистре 11 происходит накопление суммы квадратов отсчетов огибающей сигналов АЭ, превысивших установленное пороговое значение, т.е. в конце интервала tщм в регистре 11 находится код значения энергии сигналов АЭ. Наличие, схемы 6 сравнения исключает вклад в энергию импульсов помехи, амплитуда которых ниже порога. По истечении таймер 13 снимает сиг- нал выборки со схемы 6 сравнения, при этом разрешается работа блока 12 функционального преобразования и устройство переходит в режим ипдика- Цин.
В режиме индикации код энергии сигналов АЭ, измеренной за время Изм преобразуется блоком 12 функц о- нального преобразования в код прогно
зируемого параметра паяного шва. Блок 12 функционального преобразования представляет собой постоянное запоминающее устройство, в котором по адресу, равному коду накопленной энергии сигналов АЭ, записан код со,ответствую1дего значения прогнозируемого параметра паяного шва. Двоично- десятичный код с выхода функционального преобразователя 12 поступает на вход блока 8 регистрации, на инди катерах которого индицируется в за- висимости от выбранного режима прогнозируемая прочность.
Таким образом, предложенные спосо и устройство позволяют повысить достоверность контроля за счет нагруже- ния соединения сдвигом и регистрацие энергии сигналов АЭ в области нагрузок ОТ 0,05 до 3% максимального значения прочности паяных соединений, аналогичных контролируемому, использования блоков, позволяющих реализовать тарировочную зависимость прочности соедине ия от энергии сигналов АЭ.
5 0 5
0
5
5
0
Формула изобре гения
1.Способ контроля качества паяных соединений, з ключающийся в том,что контролируемое соединение статшгески нагружают, во время нагружения регистрируют сигналы акустической эмиссии, по параметрам которых определяют качество соединения, отличающийся тем, что, с целью повышения достоверности контроля, соединение нагружают сдвигом з диапазоне
до 3% от статистически определенного максимального значения прочности паяных соединений, регистрацию энергии сигналов акустической эьшссии . начинают при нагрузке 0,05 от статистически определенного максимального значения прочности, а качество паяного соединения определяют по тариро- вочной зависимости показателя качества от энергии сигналов акустической эмиссии.
%.
2.Устройство для контроля качества паяных соединений, содержащее последовательно соединенные электроакустический преобразователь, предварительный усилитель, усилитель и аналого-цифровой преобразователь, соединенные последовательно блок задания порога обнаружения сигналов и схему сравнения, генератор тактовых
импульсов, выход которого соединен с вторым входом аналого-цифрового преобразователя, и блок регистрации, отличающее ся тем, что оно снабжено соединенными последовательно квадратором, сумматором, регистром и блоком функционального преоб-. разования, таймером, вход которого соединен с выходом генератора тактовых импульсов, первый выход - с вторым входом регистра, а второй выход - с третьим входом схемы сравнения и вторым входом блока функционального преобразования, выход которого сое- динен с входом блока регистрации, выход аналого-цифрового преобразователя соединен с вторым входом схемы сравнения и входом квадратора, третий вход регистра соединен с выходом схемы сравнения, а его выход - с вторым входом сумматора.
я
iJycif
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство регистрации сигналов акустической эмиссии | 1987 |
|
SU1516960A1 |
| Способ акустико-эмиссионного контроля металлических объектов и устройство для его осуществления | 2020 |
|
RU2736175C1 |
| Устройство для определения момента максимума сигналов акустической эмиссии | 1987 |
|
SU1469447A1 |
| Устройство для регистрации и измерения сигналов акустической эмиссии | 1984 |
|
SU1180786A1 |
| Устройство для регистрации энергии сигналов акустической эмиссии | 1986 |
|
SU1363059A1 |
| Установка для акустико-эмиссионного контроля | 1986 |
|
SU1452316A1 |
| СПОСОБ АКУСТИКО-ЭМИССИОННОГО КОНТРОЛЯ КАЧЕСТВА СВАРНОГО ШВА В ПРОЦЕССЕ СВАРКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2442155C2 |
| Способ акустоэмиссионного контроля стенки трубопровода и устройство для его осуществления | 1990 |
|
SU1777072A1 |
| СПОСОБ АКУСТИКО-ЭМИССИОННОГО КОНТРОЛЯ СОСУДОВ, РАБОТАЮЩИХ ПОД ДАВЛЕНИЕМ, И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2431139C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ КООРДИНАТ ИСТОЧНИКОВ СИГНАЛОВ АКУСТИЧЕСКОЙ ЭМИССИИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2356043C2 |
Изобретение относится к неразрушающему контролю и может быть использовано для прогнозирования разрушения паяных соединений, работающих под нагрузкой, по сигналам акустической эмиссии (АЭ). Целью изобретения является повьшение достоверности за счет того, что паяное соединение нагружают сдвигом при нагрузках, не вызьтакяцих повреждений соединения, а в качестве информативного параметра используют энергию сигналов АЭ. Сигналы АЭ реги- стрируют в области нагрузок от 0,05 до 3% максимального значения прочности паяных соединений, аналогичных контролируемому. Используют блоки, ffi позволяющие реализовать тарировочную зависимость прочности соединения от энергии сигналов АЭ. 2 с.п. ф-лы, 1 ил. (Л
Составитель К.Хилков Редактор В.Длнко Техред М.Дидык
Заказ 6070/A J
Тираж 847
ВПИИПИ Государственного комитета СССР
по делам изобретений и открытий 11 U)35, Москва, Ж-35, Раушская наб,, д, 4/5
Корректор М.Васильеиа
Подписное
| Акустическая эмиссия материалов и конструкций | |||
| Сборник тезисов докладов | |||
| Ч | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Всесоюзная конференция | |||
| Ростов-на-Дону, 1984, с.149-150 | |||
| Устройство для контроля качества паяных изделий | 1981 |
|
SU1043557A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для регистрации сигналов акустической эмиссии | 1984 |
|
SU1233040A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
