4 N9 Ч
Изобретение относится к сварочнаЙ технике, а именно к устройствам для автоматического снижеьпя напряжения холостого хода.
Цель изобретения - повышение надежности работы ограничителя напряжения холостого хода сварочного трансформатора и расширение его технологических возможностей.
На фиг.1 изображена схема ограничителя напряжения холостого хода сварочного трансформатора; на фиг,2 временные диаграммы работы отдельных элементов ограничителя в режиме хо- лостого хода, начала сварки и ее прекращения; на фиг.З - временная зависимость выходного напряжения сварочного трансформатора с момента прекращения сварки, холостого режима и начала сварки.
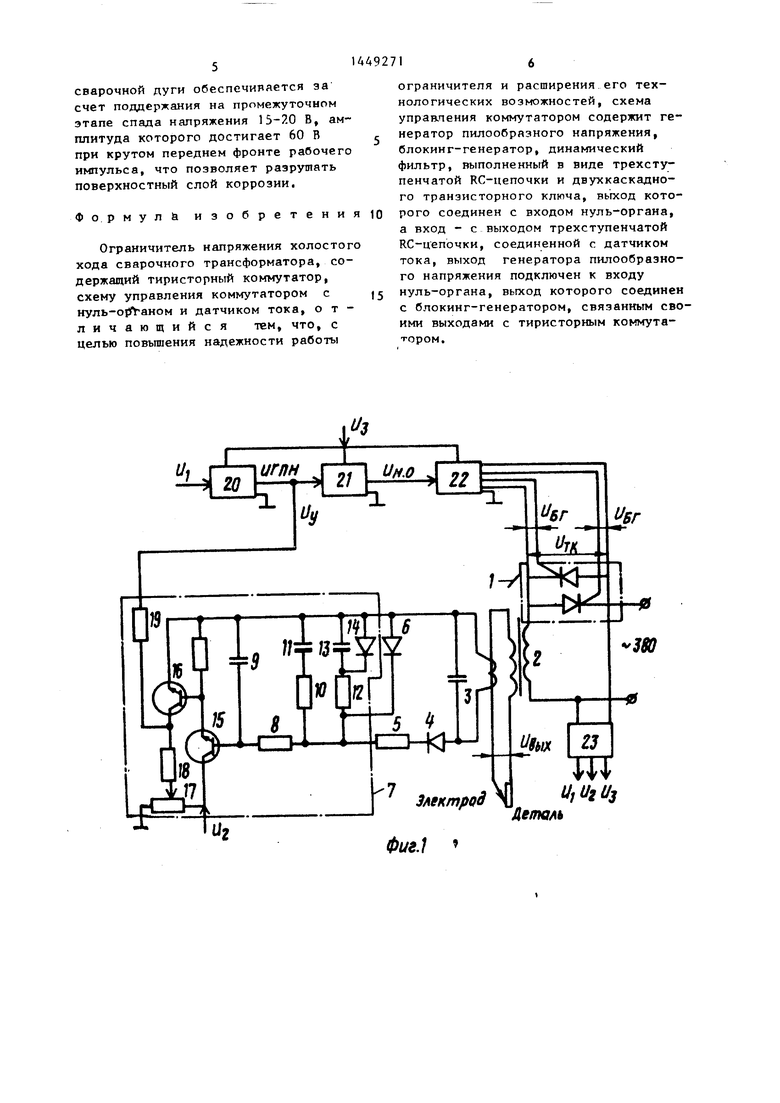
Ограничитель напряжения холостого хода сварочного трансформатора содержит тиристорный коммутатор 1, сварочный трансформатор 2, датчик 3 тока, выпрямитель 4, ограничительный резистор 5, стабилизатор 6, динамический фильтр 7 управления, выполненный в виде трехступенчатой RC- цепочки, резистор 8, емкость конденсатора 9, резистор in, емкость кондесатора 11, резистор 12, емкость конденсатора 13, ограничивающий стабилизатор 1А, транзисторы 15 и 16, балластно-подстроечную цепочку из резисторов 17 - 19, генератор 20 пилообразного напряжения, нуль-орган 21, блокинг-генератор 22, блок 23 питания, при этом тиристорный коммутатор 1 включен в первичную обмот- ку сварочного трансформатора 2, датчик 3 тока включен в сварочную цепь, к одному выходу которого подключены последовательно соединенные выпрямитель 4 и ограничительный ре- gTicTOp 5, а к другому - стабилизатор 6, подключенный в свою очередь параллельно третьей ступени динамического фильтра 7 управления,состоящей из последовательно соединен- ных резистора 12 и емкости 13, с- ограничивающим стабилизатором 14, вторая ступень динамического фильтр 7 управления, состоящая из последовательно соединенных резистора 10 и емкости 11, подключена параллельно третьей ступени, а также первой ступени, состоящей из соединенных между собой резистора 8 и емкости 9
которая соединена с нходом транзисторного ключа, выполненного на транзисторах 15 и 16, выход которого через балластно-подстроечную цепочку, состоящую из резисторов 17 - 19, соединен с входом нуль-органа 21 и выходом генератора 20 пилообразного напряжения, выход нуль-органа 21 соединен с входом блокинг-генератора 22, выход которого подключен к тиристорам тиристорного коммутатора и управляющим электродам этих ти- ристоров.
Ограничитель работает следующим образом.
При включении в сеть переменного тока двухполупериодное выпрямленное напряжение синхронизации из блока 23 питания поступает на вход генератора 20 пилообразного напряжения г де преобразуется в пилообразное напряжение ИГПН отрицательной полярности (фиг.2). Напряжение Из обеспечивает питанием функциональные элементы схемы управления генератора 20 пилообразного напряжения, нуль-органа 21, блокинг-генератора 22. Напряжение V. i по цепи 17 - 19 создает напряжение управления Uy, величина которого определяет момент опрокидывания нуль-органа 21. В исходном состоянии, в режиме холостого хода, П имеет постоянное значение, которое устанавливается движком подстроечного переменного резистора 17, Это положение при наладке устанавливается таким образом что нуль-орган 21 опрокидывается в каждый полупериод сетевого напряжения в точке с координатой 10-15 угловой развертки, что соответствует длительности импульса с выхода нуль-органа 21 от 0,00055 до 0,0008 с. Блокинг-генератор 22 преобразует импульсы с выхода нуль- органа 21 в пачки высокочастотных импульсой ПБГ с амплитудой 8-10 В, достаточной для управления тиристор ным коммутатором 1. Напряжение на на тиристорах имеет форму (фиг. режим холостого хода).
На выходной обмотке сварочного трансформатора 2 создается дежурное напряжение в виде импульсов малой длительности с амплитудой U цх 15 - 25 В. Эффективное напряжение на выходных зажимах сварочного транформатора 2 не превышает 4 В. Потре3
ляемый ток холостого хода незначителен и составляет около 0,1 А, мощность холостого хода не превьпиает 50 R. При касании электродом свариваемой поверхности происходит искрение за счет малой энергии дежурных . импульсов свлрочноготрансформатора 2,
В датчике 3 тока наводится ЭДС, величина которой не превышает 1 В, Постоянные времени-RC-иепочки подобраны таким образом, что первым заряжается конденсатор 9, по мере его заряда происходят приоткрывание транзисторов 15 и 16 и уменьшение напряжения управления Uy по экспоненциальному закону, по тому же закону изменяется скважность импульсов с выхода нуль-органа 21 и пачек высокочастотных импульсов блокинг-ге- нератора 22, Напряжение на тиристорах коммутатора 1 (фиг.2, начало сварки) уменьп1ается, а проводимость тиристоров увеличивается, возрастают также выходное напряжение сварочного трансформатора 2 и ток. Процесс нарастает лавинообразно, так как за счет увеличения тока в датчике 3 тока наводится бблычая ЗДС, которая
ра 9 незначительна в сравнении с постоянными конденсаторов II и 13 на этапе выключения, влияние его несущественно.
Емкость конденсатора 1I в 10 раз меньше емкости конденсатора 13, но он заряжен до напряжения, в 2-3 раза большего, чем напряжение заряда
10 конденсатора .13. Время разряда кон- денсатора 11 до напряжения заряда конденсатора 14 составляет 0,5 с, это время выбирается из расчета обеспечения стабильности сварочного
16 процесса, так как возможны кратковременные пропадания дуги при сварке изделий. Таким образом, при прерывании дуги на время от 0,5 до 1 с напряжение холостого хода сва20 рочного трансформатора 2 плавно снижается до определенного значения, которое задается напряжением управления схемы Uy в зависимости от потенциала на базе транзистора 15. 25 Время полного разряда конденсатора 13 составляет 5-10 с, тем поддерживается плавный спад определенного значения, составляющего 20- 25% от номинального значения напрявызывает полное открытие транзисто- зо ения U j, холостого хода на этом
ров 15 и 16 и заряд конденсаторов 9 и 11 до напряжения стабилизации стабилизатора 6. Конденсатор 13 заряжается до напряжения, ограниченного напряжением стабилизации стабилизатора 14, величина которого меньше, чем у стабилизатора 6, в 2-3 раза.
На этапе включения основную роль играет конденсатор 9, определяющий
35
этапе до дежурного значения в холостом режиме.
Формы напряжения Нч,, UTK, --U einc изображены на-фиг.2 (конец сваркиJ, Таким образом, динамический фильтр 7 обеспечивает плавность переходных процессов при коммутации сварочного трансформатора 2.
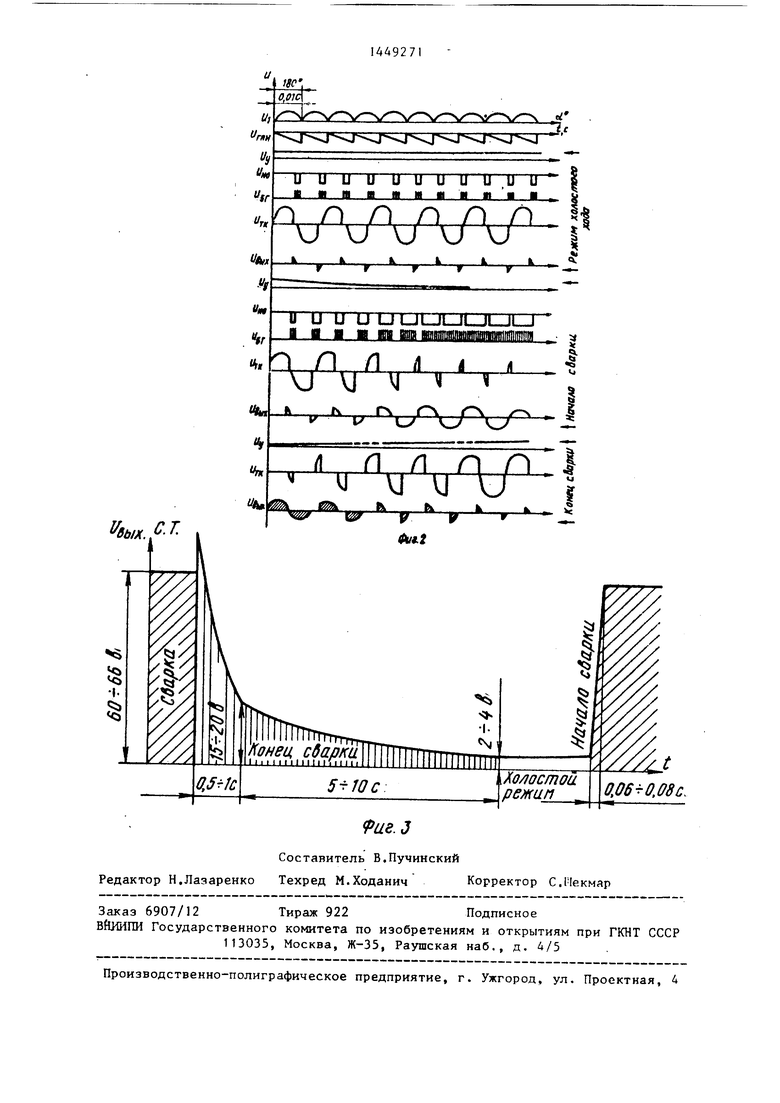
На фиг.З изображена зависимость
время полного открытия тиристоров 40 /напряжения сварочного трансформатора коммутатора 1 с момента касания элек- с момента прерывания сварочной дуги тродом свариваемой детали. Конденсатор 9 задает время плавной коммутации тиристоров в течение 3-4 перио45 .
После прекращения сварки происходит кратковременный подъем напряжения до номинального значения холостого хода за счет снятия нагрузки,
gQ плавный спад в течение 0,5-1 с до напряжения 15-20 В и дальнейшее снижение напряжения по пологой эксдов сетевого напряжения. Заряд конденсаторов 11 и 13 не влияет на работу ограничителя в режиме включения (начало сварки). В режиме св.арки конденсаторы 9, 11 и 13 заряжены,, транзисторный ключ открыт, напряжение управления U минимально, тиристоры полностью включены, сварочный трансформатор 2 работает обычным образом. После прерывания сварочной дуги сигнал с датчика 3 тока прерывается и конденсаторы 9,11 и 13 разряжаются соответственно своим временным постоянным. Так как постоянная времени разряда конденсатодо ее возникновения при полном разряде конденсаторов фильтра до момента касания электрода.
поненте в течение 5-10 с до дежурного значения 2-4 В. При повторном.ка- gg сании электродом свариваемой детали происходит плавный подъем рабочего напряжения в течение 0,06-0,08 с. В дальнейшем цикл повторяется. Следует отметить, что надежный поджиг
. ,
492714
ра 9 незначительна в сравнении с постоянными конденсаторов II и 13 на этапе выключения, влияние его несущественно.
Емкость конденсатора 1I в 10 раз меньше емкости конденсатора 13, но он заряжен до напряжения, в 2-3 раза большего, чем напряжение заряда
10 конденсатора .13. Время разряда кон- денсатора 11 до напряжения заряда конденсатора 14 составляет 0,5 с, это время выбирается из расчета обеспечения стабильности сварочного
16 процесса, так как возможны кратковременные пропадания дуги при сварке изделий. Таким образом, при прерывании дуги на время от 0,5 до 1 с напряжение холостого хода сва20 рочного трансформатора 2 плавно снижается до определенного значения, которое задается напряжением управления схемы Uy в зависимости от потенциала на базе транзистора 15. 25 Время полного разряда конденсатора 13 составляет 5-10 с, тем поддерживается плавный спад определенного значения, составляющего 20- 25% от номинального значения напря35
/напряжения сварочного трансформатора с момента прерывания сварочной дуги
до ее возникновения при полном разряде конденсаторов фильтра до момента касания электрода.
плавный спад в течение 0,5-1 с до напряжения 15-20 В и дальнейшее снижение напряжения по пологой экспоненте в течение 5-10 с до дежурного значения 2-4 В. При повторном.ка- сании электродом свариваемой детали происходит плавный подъем рабочего напряжения в течение 0,06-0,08 с. В дальнейшем цикл повторяется. Следует отметить, что надежный поджиг
сварочной дуги обеспечивается за счет поддержания на промежуточном этапе спада напряжения 15-7.0 В, амплитуда которого достигает 60 В при крутом переднем фронте рабочего импульса, что позволяет разрушать поверхностный слой коррозии.
Ф о р мул& изобретени
Ограничитель напряжения холостог хода сварочного трансформатора, содержащий тиристорный коммутатор, схему управления коммутатором с нуль-oift aHOM и датчиком тока, отличающийся тем, что, с целью повьппения надежности работы
ограничителя и расширения его технологических возможностей, схема управления коммутатором содержит генератор пилообразного напряжения, блокинг-генератор, динамический фильтр, выполненный в виде трехступенчатой RC-цепочки и двухкаскадно- го транзисторного ключа, выход которого соединен с входом нуль-органа, а вход - с выходом трехступенчатой RC-цепочки, соединенной с датчиком тока, выход генератора пилообразного напряжения подключен к входу нуль-органа, выход которого соединен с блокинг-генератором, связанным своими выходами с тиристорным коммутатором.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для ограничения напряжения холостого хода сварочного трансформатора | 1983 |
|
SU1088897A1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ И РЕЗКИ МЕТАЛЛА | 2003 |
|
RU2256540C1 |
| Сварочный выпрямитель | 1984 |
|
SU1171245A1 |
| УСТРОЙСТВО ПИТАНИЯ ПЛАЗМОТРОНА | 2007 |
|
RU2325253C1 |
| Пусковое устройство ограничителя холостого хода сварочного трансформатора | 1988 |
|
SU1620239A1 |
| Устройство для ограничения напряжения холостого хода сварочного трансформатора | 1987 |
|
SU1459845A1 |
| Ограничитель напряжения холостого хода сварочных трансформаторов | 1988 |
|
SU1539016A1 |
| Устройство ограничения напряжения холостого хода | 1989 |
|
SU1731513A1 |
| ОДНОФАЗНЫЙ СВАРОЧНЫЙ СТАБИЛИЗАТОР ТОКА | 2005 |
|
RU2299794C1 |
| Устройство для электродуговой сварки и наплавки | 1990 |
|
SU1774529A1 |
Изобретение относится к сварочной технике, а именно к устройствам для автоматического снижения напряжения холостого хода. Цель изобретения - повьппение надежности работы ограничителя напряжения холостого хода сварочного трансформатора и расширение е го технолог ических возможностей, В схему управления тиристорным коммутатором введены динамический фильтр, состоящий из трехступенчатой КС-цепочки и двухкаскадного транзисторного ключа, а также нуль- орган, блокинг-генератор и генератор пилообразного напряжения. Трехступенчатая RC-цепочка соединена с датчиком тока и транзисторным ключом, подключенным к входу нуль-органа. Этим обеспечивается плавное нарастание напряжения в начале сварки и плавный спад напряжения после прерывания сварочной дуги. Тем саьим cyniecTBeHHO улучшается динамика переходных процессов и повьппается надежность работы всего устройства, обеспечивается сварка деталей с кор- родированной поверхностью. 3 ил. 5 (Л
22
fJsr
вг
UjUzUj
Деталь
Фиг.1
| Ограничитель напряжения холостого хода сварочного трансформатора | 1977 |
|
SU743807A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
