Известны полуавтоматические многопильные агрегаты для поперечной распиловки хлыстов с индивидуальной программой распиловки по заданным схемам, включающие продольный конвейер и многопильный станок с маятниковыми пилами, установленными на одном валу, с приводом от группового электродвигателя. Однако производительность таких агрегатов недостаточна.
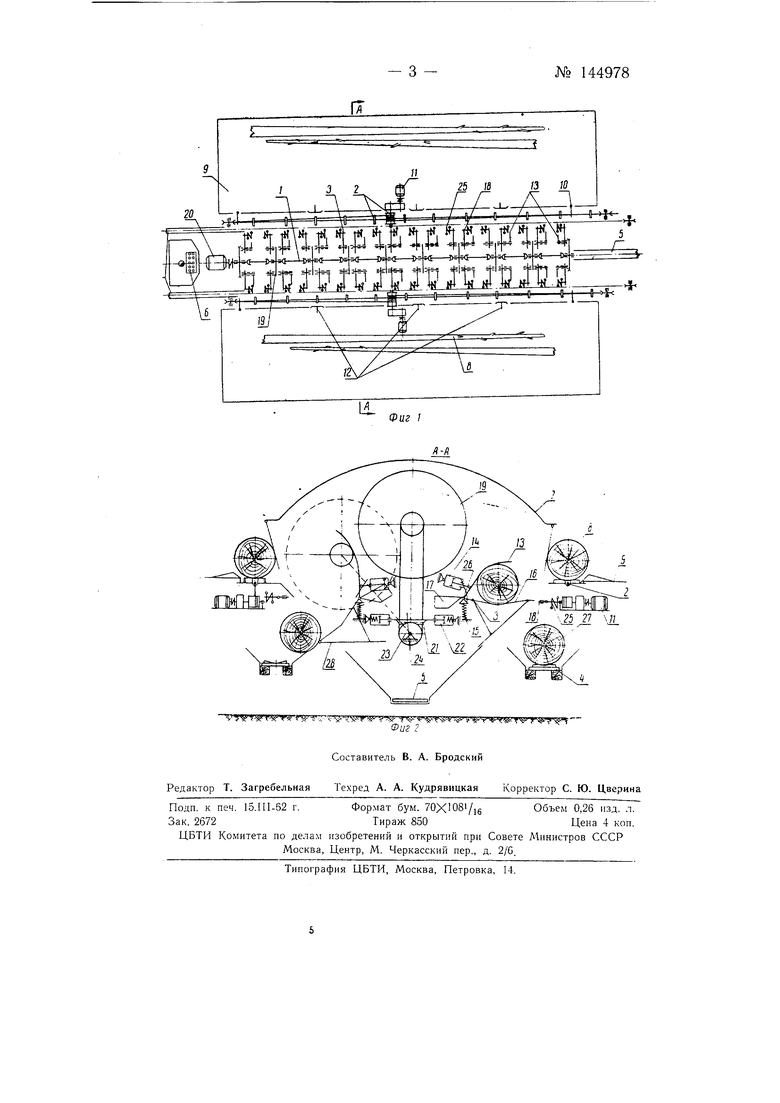
Описываемый агрегат для повышения производительности труда и обеспечения двухсторонней подачи хлыстов при работе на два сортировочных конвейера выполнен в виде возвратно-поступательно перемещающихся и синхронно включаемых конвейеров для хлыстов, перед которыми установлены взаимодействующие с торцами хлыстов флажковые выключатели, воздействующие па приводы конвейера; установленных перед этими конвейерами люлек, на которые сбрасываются хлысты и производится их распиловка, и расположенных под люльками конвейеров для сортиментов, скатывающихся с люлек. Для закрепления хлыста во время распиловки над люльками установлены пневматические прижимы, а основания люлек выполнены откидными. Для подачи маятниковой пилы к каждому из конвейеров для хлыстов на валу станины пилы установлено жестко связанное со станиной зубчатое колесо реечного пневмоприводаНа фиг. 1 изображена схема агрегата; на фиг. 2 - разрез по А-А на фиг. 1.
Агрегат для поперечной распиловки хлыстов состоит из многопильного станка /, возвратно-поступательно перемещающихся и синхронно включаемых продольных конвейеров 2, люлек 3, установленных перед конвейерами, сортировочных конвейеров 4, установленных под люльками, скребкового транспортера 5, пульта 6 управления и защитного кожуха 7.
№ 144978- 2 Хлысты 8, подлежащие распиловке, подаются со сцепов узкоколейной железной дороги, на которых они были доставлены, на разгрузочные эстакады 9. Одновременно могут быть поданы к агрегату два хлыста 8, но распиливаются они по одному в очередности, устанавливаемой оператором. С эстакады 9 хлыст 8 поступает на продольный конвейер 2, который перемещает его комлем вперед до тех пор, пока повернутый комлем хлыста флажковый выключатель 10 не останавливает привод // конвейера 2. Затем сбрасыватель 12 подает хлыст 8 на приемные люльки 3, на которых он фиксируется прижимами 13 с пневмоприводом М. Пружина 15 смягчает удар хлыста 8 о люльку 3 при падении его на нее. Откидное основание 16 люльки удерживается при отсутствии нагрузки в горизонтальном положении при помощи противовеса 17, а в нагруженном состоянии - стопором 18.
Оценив хлыст 8, оператор дает заказ на распиловку его по одной из программ. Пилы 19 данной программы, поочередно приводимые электродвигателем 20, надвигаются на хлыст. Подача пилы 19 осуи ествляется путем воздействия рейки 21 пневмопривода 22 на зубчатое колесо 23, жестко связанное со станиной 24 пилы 19. Рез каждой; из пил 19 располагается между люльками 3. Как только рез закон1чен, электромагниты 25 отводят стопоры 18, люльки 3 освобождаются, и их откидные основания 16 поворачиваются относительно шарниров: 26, в результате чего сортименты 27 скатываются на конвейер 4, а основания 16 после сброса возвращаются в первоначальное положение. Разрыв между сортиментами на сортировочном конвейере обеспечивается тем, что период между включениями двух соседних пил данной программы определяется временем пиления предыдущей пилой и поочередной сброской сортиментов.
Скребковый транспортер 5, защитный кожух 7 и фартуки 28 служат для сбора и уноса опилок и отходов. После окончания разделки хлыста 8 на одной стороне начинается распиловка с другой CTopoHJ i.
Описываемый агрегат позволяет производить распиловку без jipoдольного перемещения хлыста, улучщить использование пил и; избежать их зажима при пилении.
Предмет изобретения
1.Полуавтоматический многопильный агрегат для поперечной распиловки хлыстов с индивидуальной программой распиловки по заданным схемам, включающий продольный конвейер и многопильный станок с маятниковыми пилами, установленными на одном валу, с приводом от группового электродвигателя, отличающийся тем, что, с целью повыщения производительности труда и обеспечения двух торонней подачи хлыстов при работе на два сортировочных конвейера, он выполнен в виде возвратно-поступательно перемещающихся и синхронно включаемых конвейеров для хлыстов, перед которыми установлены взаимодействующие с торцами хлыстов флажковые выключатели, воздействующие на приводы каждого конвейера, установленных перед этими конвейерами люлек, на которые сбрасываются хлысты и производится их распиловка, и расположенных под люльками конвейеров для сортиментов, скатывающихся с люлек.
2.Агрегат по п. 1, отличающийся тем, что, с целью закрепления хлыста во время распиловки, над люльками установлены пневматические прижимы, а основания люлек выполнены откидными.
3.Агрегат по пп. 1 и 2, отличающийся тем, что, с целью подачи маятниковой пилы к каждому из конвейеров для хлыстов, на валу станины пилы установлена жестко связанная со станиной щестерня реечного пневмопривода.

| название | год | авторы | номер документа |
|---|---|---|---|
| Бревносбрасыватель для сортировки бревен по длине | 1960 |
|
SU141100A1 |
| Бревносбрасыватель | 1961 |
|
SU142202A1 |
| УСТАНОВКА РАСКРЯЖЕВОЧНАЯ МНОГОПИЛЬНАЯ | 2004 |
|
RU2255855C1 |
| Круглопильный станок для продольной распиловки шпального сырья | 1960 |
|
SU139419A1 |