В описании к авт. св. № 119059 описаны летучие барабанные ножницы с различной окружной скоростью (различными радиусами) ножей, предназначенные для резки плоского листа наклонными ножами.
При применении ножниц по авт. св. № 119059 для резки углового проката необходимо для устранения возможности заклинивания ножей произвести предварительную заточку прямоугольных ножей под острыми углами соответственно относительному их перемещению.
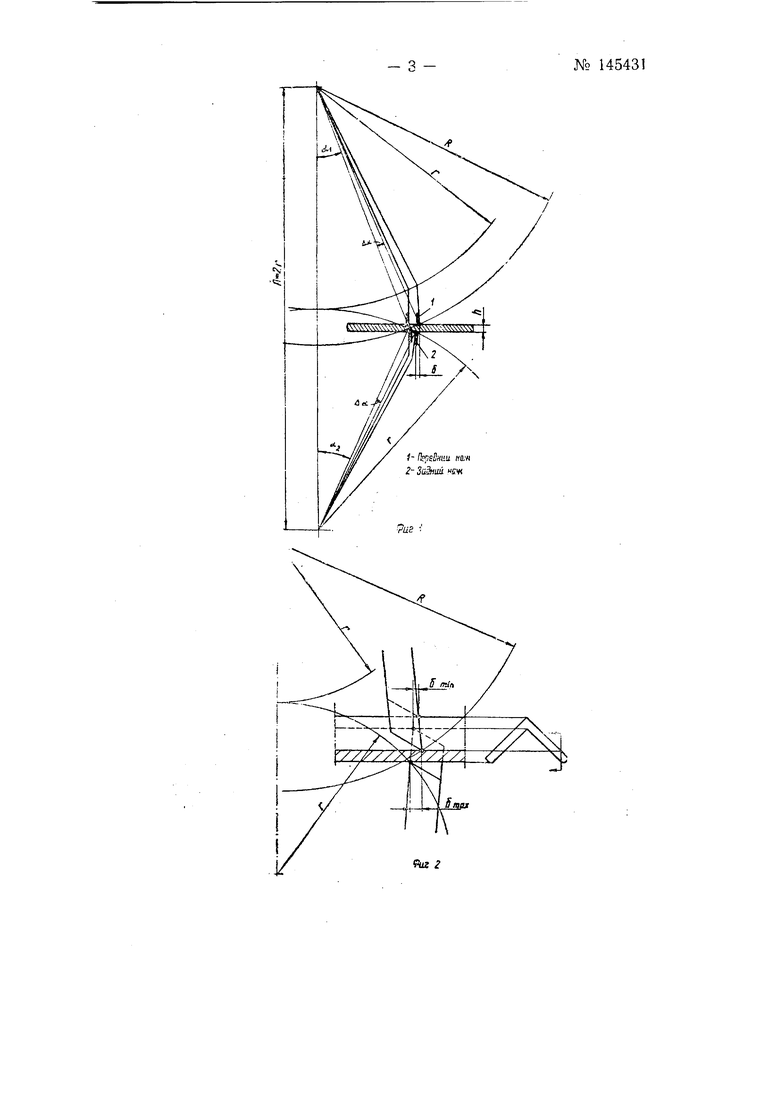
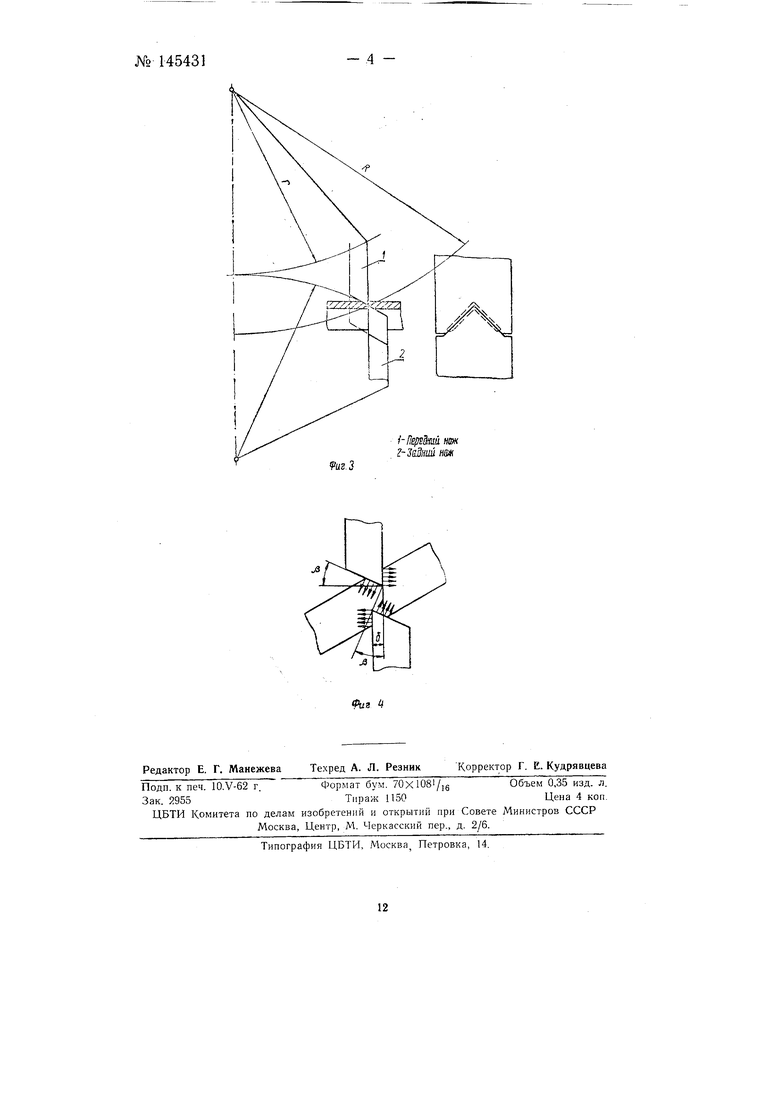
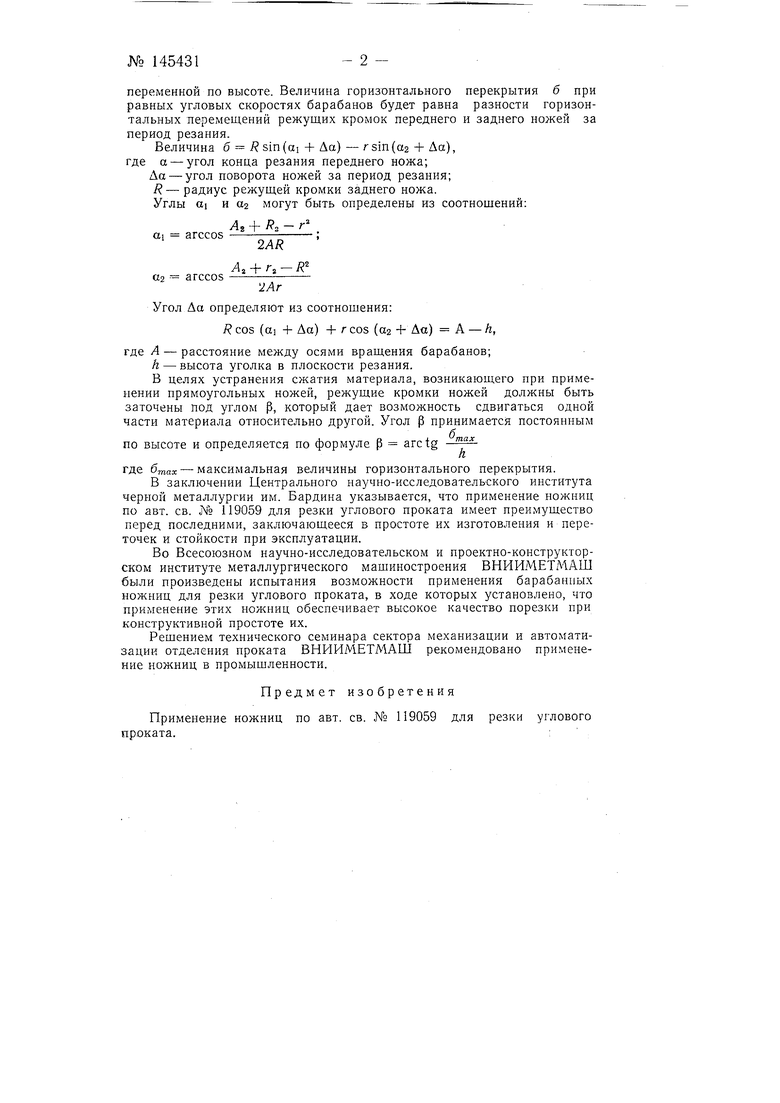
На фиг. 1 и 2 изображена принципиальная схема ножниц с плоскими ножами; на фиг. 3 и 4 - схема расположения сил при резке уголка плоскими ножами при заточке режущих кромок под угол р.
Применяемые ножницы обладают большей окружной скоростью всех точек режущей кромки переднего ножа по сравнению с окружной скоростью всех точек режущей кромки заднего ножа. При одинаковых скоростях это достигается размещением точки режущей кромки переднего ножа на больших радиусах вращения, чем точки режущей кромки заднего ножа.
Это обеспечивает перекрытие ножей.
В конце резания, когда вертикальный зазор между ножами равен нулю, режущие кромки ножей будут параллельны и боковой зазор равен нулю.
В начале же резания вертикальный зазор будет равен высоте разрезаемого металла. При этом режущие кромки переднего и заднего ножей заходят друг за друга на величину горизонтального перекрытия
№ 145431- 2 переменной по высоте. Величина горизонтального перекрытия б при равных угловых скоростях барабанов будет равна разности горизонтальных перемещений режущих кромок переднего и заднего ножей за период резания.
Величина б R sin(ai + Да) - rsin{a2 + Да), где а - угол конца резания переднего ножа;
Да - угол поворота ножей за период резания;
R-радиус режущей кромки заднего ножа.
Углы GI и а2 могут быть определены из соотношений:
A + R,-r
ai arccos
А +
02 arccos
2Ar Угол Да определяют из соотнощения:
R cos (aj + Да) + г cos (az + Да) А - h,
где А - расстояние между осями вращения барабанов;
h - высота уголка в плоскости резания.
В целях устранения сжатия материала, возникающего при применении прямоугольных ножей, режущие кромки ножей должны быть заточены под углом р, который дает возможность сдвигаться одной части материала относительно другой. Угол р принимается постоянным
по высоте и определяется по формуле р arctg - iгде бтах - максимальная величины горизонтального перекрытия.
В заключении Центрального научно-исследовательского института черной металлургии им. Бардина указывается, что применение ножниц по авт. св. № 119059 для резки углового проката имеет преимущество перед последними, заключающееся в простоте их изготовления и переточек и стойкости при эксплуатации.
Во Всесоюзном научно-исследовательском и проектно-конструкторском институте металлургического машиностроения ВНИИМЕТМАШ были произведены испытания возможности применения барабанных ножниц для резки углового проката, в ходе которых установлено, что применение этих ножниц обеспечивает высокое качество порезки при конструктивной простоте их.
Рещением технического семинара сектора механизации и автоматизации отделения проката ВНИИМЕТМАШ рекомендовано применение ножниц в промыщленности.
Предмет изобретения
Применение ножниц по авт. св. № 119059 для резки углового проката.:
ftiz г
te-3
ншх нт
| название | год | авторы | номер документа |
|---|---|---|---|
| Барабанные летучие ножницы | 1958 |
|
SU119059A1 |
| Летучие ножницы | 1979 |
|
SU854619A1 |
| Летучие ножницы для резки проката | 1952 |
|
SU113510A1 |
| Барабанные летучие ножницы | 1979 |
|
SU829356A1 |
| Листовые барабанные ножницы | 1978 |
|
SU776801A1 |
| БАРАБАННЫЕ ЛЕТУЧИЕ НОЖНИЦЫ | 1966 |
|
SU183018A1 |
| ЛЕТУЧИЕ НОЖНИЦЫ ДЛЯ РЕЗКИ ПРОКАТА | 1971 |
|
SU305967A1 |
| БАРАБАННЫЕ ЛЕТУЧИЕ НОЖНИЦЫ | 1970 |
|
SU264121A1 |
| Летучие ножницы | 1985 |
|
SU1287990A1 |
| БАРАБАННЫЕ ЛЕТУЧИЕ НОЖНИЦЫ | 1966 |
|
SU186251A1 |