(54) ЛЕТУЧИЕ НОЖНИЦЫ
| название | год | авторы | номер документа |
|---|---|---|---|
| Листовые барабанные ножницы | 1978 |
|
SU776801A1 |
| Летучие ножницы | 1985 |
|
SU1287990A1 |
| Барабанные летучие ножницы | 1990 |
|
SU1803280A1 |
| Барабанные летучие ножницы | 1985 |
|
SU1379027A1 |
| Барабанные летучие ножницы | 1979 |
|
SU829356A1 |
| БАРАБАННЫЕ ЛЕТУЧИЕ НОЖНИЦЫ ДЛЯ ДУГООБРАЗНОГО В ПЛАНЕ РЕЗА ЛИСТОВОГО ПРОКАТА | 1990 |
|
RU2054344C1 |
| Барабанные летучие ножницы | 1983 |
|
SU1166918A1 |
| БАРАБАННЫЕ ЛЕТУЧИЕ НОЖНИЦЫ | 1970 |
|
SU264121A1 |
| Барабанные летучие ножницы | 1986 |
|
SU1395432A1 |
| Сортовые кривошипные ножницы | 1984 |
|
SU1146144A1 |


I
Изобретение относится к обработке металлов давлением, в частности к оборудованию для резки на ходу профильного проката любой конфигурации.
Известны летучие ножницы барабанного типа с ножами, имеющими калибры, дл%1 резки сортового проката. Ножи у этих ножниц выполнены таким образом, что при резе поверхность одного ножа скользит по поверхности другого ножа. Соприкасающиеся поверхности этих ножей, т. е. поверхности их задних граней, выполнены цилиндрическими. При этом образующие этих поверхностей параллельны осям вращения ножей Форма кривых задних пииерхностей ножей определяется траекториями движения режущих кромок. Эти кривые аппроксимированы отре ками прямых. Особенностью таких ножниц является применение больших перекрытия и большой разности радиусов ножей, в несколько раз (приблизительно в три-четыре раза) превышающих максимальный суммарный размер калибров по высоте. Это объясняется тем, что нормальный процесс реза можно обеспечить только при удовле творительном соприкосновении поверхностей задних граней ножей, так как зазор
между поверхностями в данном случае равен зазору между режущими кромками. Обеспечение таквго соприкосновения поверхнос тей в течение всего периода реза при перекрытии ножей, близком к суммарной высоте калибров, невозможно. Кроме того, для удовлетворительного соприкосновения поверхностей разность максимальных радиусов режущих кромок ножей должна быть существенно больше величины перекрытия ножей 11.
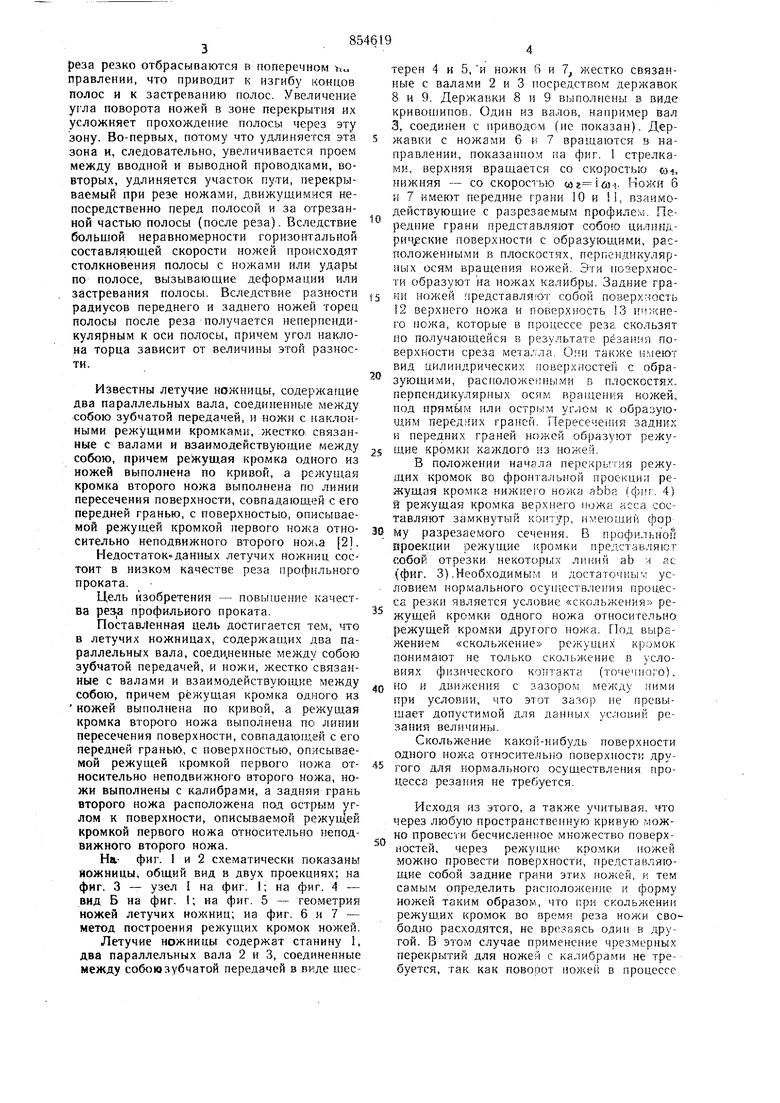
Чрезмерное перекрытие ножей и увели10ченная разность радиусов режущих кромок приводит к следующим недостаткам при работе ножниц. Рез происходит, когдо ножи на значительный угол еще не добили до положения максимального перекры,1$ тия, т. е. при большом угле между радиусами ножей и плоскостью осей вращения ножей (; 40-45°). В результате при резе одни конец полосы поднимается ножом на значительную величину,а второй - отклоняется иожом вниз. Так как в этом положении ноПжей вертикальные составляющие линейиых скоростей ножей составляют значительную долю от окружных скоростей, то при высокой скорости ножей концы полосы ncxyie реза резко отбрасываются в поперечном ъ„ правлении, что приводит к изгибу концов полос и к застреванию нолос. Увеличение угла поворота ножей в зоне перекрытия их усложняет прохождение полосы через эту зону. Во-первых, потому что удлиняется эта зона и, следовательно, увеличивается проем между вводной и выводной проводками, вовторых, удлиняется участок пути, перекрьзваемый при резе ножами, движущимися непосредственно перед полосой и за отрезанной частью полосы (после реза). Вследствие большой неравномерности горизонтальной составляющей скорости но.кей происходят столкновения полосы с ножами или удары по полосе, вызывающие деформации или застревания полосы. Вследствие разности радиусов переднего и заднего ножей торец полосы после реза получается неперпендикулярным к оси полосы, причем угол наклона торца зависит от величины этой разности. Известны летучие нож}пщы, содержащие два параллельных вала, соединенные между собою зубчатой передачей, и ножи с наклонными режущими кромками, жестко связанные с валами и взаимодействующие между собою, причем режущая кромка одного из ножей выполнена по кривой, а режущая кромка второго ножа выполнена по линии пересечения поверхности, совпадающей с его передней гранью, с поверхностью, описываемой режущей кромкой первого ножа относнтельно неподвижного второго 21. Недостаток-данных летучих ножниц состоит в низком качестве реза профильного проката. Цель изобретения - повышение качества рем профильного проката. Постав71енная цель достигается тем, что в летучих ножницах, содержащих два параллельных вала, соеди,неиные между собою зубчатой передачей, и ножи, жестко связанные с валами и взаимодействующие между собою, причем режущая кромка одного из ножей выполнена по кривой, а режущая кромка второго ножа выполнена по линии пересечения поверхности, совпадаюш,ей с его передней гранью, с поверхностью, описываемой режущей кромкой первого ножа относительно неподвижного второго ножа, ножи выполнены с калибрами, а задняя грань второго ножа расположена под острым углом к поверхности, описываемой режугЦей кромкой первого ножа относительно неподвижного второго ножа. На- фиг. 1 и 2 схематически показаны яожницы, общий вид в двух проекциях; на фиг. 3 -- узел I на фиг. 1; на фиг. 4 - вид Б на фиг. ; на фиг. 5 - геометрия ножей летучих ножниц; на фиг. 6 и 7 - метод построения режущих кромок ножей. Летучие ножницы содержат станину I, два параллельных вала 2 и 3, соединенные между собою зубчатой передачей в виде шестерен 4 и 5, и ножи 6 и Ig жестко связанные с валами 2 и 3 посредством державок 8 и 9. Державки 8 и 9 выполнены в виде кривошипов. Один из валов, например вал 3, соединен с приводом {не показан). Державки с ножами 6 и 7 вращаются в направлении, показаниом i-ia фиг. 1 стрелками, верхняя вращается со скоростью «.«, нижняя - со скоростью ).|. Ножи б и 7 имеют передние грани 10 и 11. взаимодействующие с разрезаемым профилем. Передние грани представляют собою циливдрич ские поверхности с образующими, расположенными в плоскостях, перпендикулярных осям вращения ножей. Эти позерхности образуют на ножах калибры. Задние грани ножей представляют собой поверхность 12 верхнего ножа и поверхность 3 1;кнего ножа, которые в процессе реза скользят по получающейся в результате резания поверхности среза металла. Они также имеют вид цилиндрических поверхностей с образующ.ими, расположенными в плоскостях., перпендикулярных осям гфатения кожей, под прямым или острь м углем к образующим передних гранен. Пересечения задних и пере.аних граней ножей образуют реЖущие кромки каждого нз ножей. В положении начала перекрытия режущих кромок во фронтальной проекции режущая кромка нижнего ножа abba (фиг. 4) И режущая кромка верхнего ножа асса составляют замкнутый контур, имеющий фор му разрезаемого сечения. В профильной йроекции режущие кромки представляют собой отрезки некоторых линий аЬ и яс (фиг. 3) .Необходимым н достаточным условием нормального осущсствле1 ня процесса резки является условие «ск ольжения режущей кромки одного ножа относительно режущей кромки другого ножа. Под выражением «скольжение режущих KJJOMOK понимают не только скольжение в условиях физического контакта (точечного), но и движения с зазором между ними при условии, что этот зазор не превышает допустимой для данных услоиий резания величины. Скольжение какой-нибудь поверхности одного относительно поверхиост.и другого для нормального осуществления процесса резамр я не требуется. Исходя из этого, а также учитывая, что через любую пространственную кривую можно провести бесчис.1енное множество поверхностей, через рел(ущи{ кромки ножей можно провести поверхности, представляющие собой задние грани этих ножей, к тем самым определить расположение и форму ножей таким образом, что при скольжении режущ.их кромок во время реза ножи свободно расходятся, не врезаясь один в другой. В этом случае применение чрезмерных перекрытий для ножей с калибрами не требуется, так как поворот ножей в процессе реза не влияет на скольжение режущих кримок, а следовательно, и на зазор между режущими кромками. Геометрия ножей полностью определяется двумя факторами: конфигурацией и расположением режущих кромок ножей, я также формой и расположением поверхностей задних граней ножей. Режущие кромки ножей представляют собой некоторые простран ственные кривые, причем одна из этих кривых имеет заданную форму в соответствии с конфигурацией калибра, а форма второй кривой определяется условием обеспечения непрерывного контакта режущих кромок в процессе реза и также конфигурацией калибра. Непрерывный контакт режущих кромок или «скольжение одной режущей кромки по другой достигается за счет расположения режущей кромки одного из ножей на поверхности, описываемой при вращении ножей режущей кромкой второго ножа во вращающейся системе координат, неподвижно связанной с первым ножом, т. е. на поверхности, описываемой в относительном движении вокруг первого ножа режущей кромкой второго ножа. Сама режущая кромка первого ножа при этом образуется пересечением упомянутой поверхности с поверхностью калибра. Это правило справедливо и в том случае, eJЛИ наименования ножей «первый и «второ.й поменять местами. На фиг. 5 поверхность 14 описана режущей кромкой нижнего ножа 7 в относительном движении ее относительно ножа 6 при одновременном вращении обоих ножей вокруг своих осей OiOi и .в направлениях, указанных стрелками. Образование поверхности 14 можно представить следующим образом. Всей системе, т. е. ножницам в целом, придается вращение вокруг оси OfOi со скоростью, равной скорости , но направленной противоположно. В этом случае нож б становится неподвижным, а нож 7 вращается относительно некоторой промежуточной оси со скоростью «i+tai. Режущая кромка abba при этом описывает поверхность 14. Режущая кромка верхнего ножа асса представляет собой линию пересечения поверхности 14 с поверхностью 10 калибра, т. е. с передней его гранью. Построение режущих кромок ножей производится следующим образом:- форма и рас: положение режущей кромки одного из ножей задается в соответствии с требующейся формой калибра этого ножа, а режущая кромка второго ножа находится с помощью вычислений или геометрических построений. На фиг. 6 показаны только режущие кромки ножей в положении начала перекрытия их на фиг. Т изображены те же режущие кромки, но в другой (фронтальной) проекции. Пред-положим, что режущая кромка abba нижнего ножа задана с помощью текущих координат в системе координат xyz. связанной с осью О i вращения ножа и плоскостью осей вращения OiOi и расположенной так, как показано на фиг. б и 7. Каждая точка режущей кромки abba нижнего ножа в своем движении относительно всрхнего ножа описывает некоторую кривую. Геометрическое место этих кривых представляет собой поверхность 14 (фиг. 5). Так как режущая кромка асса представляет собой пересечение поверхности 14 с поверхностью 10 калибра, то каждая точка режущей кромки асса верхнего ножа представляет собой пересечение соответствующих этой точке кривой и образующей поверхности 10. Например, некоторой произвольной точке m режущей кромки abba на фиг. б и 7 с координатами х, у и z соответствует на режущей кромке асса точка п, представляющая собой точку пересечения кривой mnl с образующей пр. Координаты точки п в системе координат XYZ, подобной систе.ме xyz, но связанной с осью вращения О-) верхнего ножа, можно определить также, не прибегая к построению кривой. Так как точн:и тип расположены в одной плоскости, параллельной плоскости (XO-iY), то Z 2:. Величина координаты Y известна, так как она определяется формой калибра, которая задана. Величина координаты X определяется из того условия, что после поворота обоих ножей на некоторый угол (см. фиг. 6) , точки тип должны совместиться. На фиг. 6 показано положение отрезков, представляющих координаты ху и ХУ после поворота нижнего ножа на угол (р (верхний нож при этом повернется на угол i. Спроектировав эти отрезки на оси х (X) и y(Y), получим уравнения xsini qH-y cosi (jH-Xsin(jH-Ycos p А Хс031ф-у51п1(р-(Хс08ф-У51пф 0 где А - расстояние между осями вращеНИН ножей. В этих уравнениях имеются две неизвестные величины, угол ф и искомая координата X, поэтому они решаются однозначно. Второй фактор, определяющий геомет рию ножей, расположение и форма задних граией иожей. Задние грани обоих ножей представляют собой цилиндрические поверхности. Каждая образующая этих поверхностей, иачииаясь у соответствующей точки режущей кромки, направлена так, что она располагается в плоскости окружности, описываемой этой тачкой при вращении ножей. При этом указанные образующие отклонены от поверхности, описываемой той или иной режущей кромкой в относительном двиении (от касательной к этой поверхноси, проведенной через соответствующую точу режущей кромки) на некоторый угол, наример на угол d (фиг. 5). Величина этого гла выбрана таким обра5ом, чтобы в люом положении ножа 6 в пределах зоны ерекрытия ножей тело ножа 6 не пересекалось поверхностью 14. В этом случае обеспечивается свободный поворот ножей в зоне перекрытия без врезания одного ножа в другой. В положении начала перекрытия ножи или, точнее, их задние грани расположены по отношению к вертикали под некоторыми углами g и н (см- фиг. 3), которые выбраны исходя из приведенных Ьыше условий. Профили цилиндрических Ьоверхностей задних гр.чией 12 и 13 ножей в сечениях, перпендикулярных обра ующим этих поверхностей, зависят от конфигураций режущи.х кромок и величин . углов g и /н-Так как эти профили в большинстве случаев получаются в виде некоторых кривых, весьма сложных для Е}ыполнения, то целесообразно для упроашния обработки ножей аппроксимировать их более простыми элементами, а именно Дугами окружностей и отрезками прямых. При этом в результате отклонений аппрокСимированных профилей от расчетных между режущими крбмкамн ножей появляется зазор, который должен быть в пределах допустнмого: После аппроксимации поверхности задних граней ножей выполнены в виде комбинации участков цилиндрических поверхностей с напрашшющими в виде окружности и участков плоскостей.
Ножницы работают следующим образом. Ножи 6 и 7 (фиг. I и 2) вместе с державками 8 и 9. валами. 2 и 3 и шестернями 4 и 5 вращаются вокруг осей U и 0 В положении начала перекрытия режущих кромок ножи за.хватывают профиль, при этом режущие кромки ножей охватывают разрезаемый металл со всех сторон. Начиная с зтого положения при дальней шем вращении ножей режущие кромки перекрывают одна другу и начинается рез. В процессе реза по мере перекрытия ножей режуаше кромки скользят (с учетом зазора между ними) одна по другой, а ножи поворачиваются один относительно другого н не мешают одигЕ другому, так как выйуклая цилиндрическая поверхность заднеЯ грани одного ножа входит в просвет калибра другого ножа. Рез заканчивается после того, как точки режущих кромок, имеющие минимальные радиусы (точки 1 и с на фиг. 3 и 4), перекрывают одна другую.
Качественная резка осуществима прв любой величине перекрытия ноЖей, обес 1ечивающей минимальное положительное перекрытие во всех точках контура сечеНИИ. Отсюда следует, что летучие ножницы с подобными ножами не имеют ограничений в скорости, и применение их на прокатных станах позволит увеличить скорости прокатки и улучщить качество продукции.
Формула изобретения
Летучие ножницы, содержащие два параллельных вала, связанные между собою зубчатой передачей, и ножи, жестко связанные с валами и взаимодействующие между собою, причем режущая кромка одного из ножей выполнена по кривой, а режущая кромка второго ножа выполнена по линии
пересечения поверхности, совпадающей с его передней гранью, с поверхностью, описываемой режущей кромкой первого ножа относительно неподвижного второго ножа, отличающиеся тем, что, с целью повыщения качества реза профильного проката, ножи
выполнены с калибрами, а задняя грань второго ножа расположена под острым углом к поверхности, описываемой режущей кромкой первого ножа относительно неподвижного второго ножа.
Источники информации,
принятые во внимание при экспертизе }. Авторское свидетельство СССР № 212014, кл. В 23 D 25/12, 1966.
0 прототип). Фиаб 6i(6
Oi г
