;/7 7
Изобретение относится к электротехнике, а именно к кабельным соединительным устройствам, используемым при монтаже кабелей в алюминиевых оболоч- как.
Цель изобретения - дальнейшее повышение эксплуатационной надежности путем увеличения продольной прочности соединения.fO
На чертеже представлена муфта, выполненная по данному способу.
На расширенной части алюминиевой оболочки 1, через слой клея 2 установ лена металлическая втулка 3, имеющая 5 два кольцевых выступа 4, вдавленных в алюминиевую оболочку I. По торцу металлической втулки нанесен кольцевой слой клея 5 с наполнителем. Металлическая нтулка 3 соединена с за- 20 щитным кожухом 6 при помощи пайки 7. Металлическая втулка со стороны кабеля имеет концерую часть 8, сопрягаемую с наружной поверхностью воронкообразного перехода 9 алюминиевой обо- 25 лочки 1. Под расширенный участок оболочки введена цилиндрическая деталь 10, торцовая часть которой сопрягает- ся с внутренней поверхностью воронкообразного перехода 9 ахюминиевой обо- 30 лочки П. Кроме того, на наружных поверхностях металлических втулок выполнены выступы 1, которые входят в проточки переходных деталей, изготовленных в виде двзпс полутрубок 12. 35
- Способ соединения алюминиевых оболочек осуществляется в следующей последовательности.
На внешнюю поверхность концевого участка алюминиевой оболочки 1 нано- 40 сят слой клея, устанавливают с охватом указанного участка металлическую втулку 3, которую выполняют с по меньшей мере двумя кольцевыми выступами, расширяют алюминиевую оболочку путем 45 введения в последнюю калиброванного инструмента для получения оптимальной величины клеевого шва при одног временном вдавливании кольцевых выступов 4 в алюминиевую оболочку 1. 50 Расширение производят до упора калиброванного инструмента в воронкообразный переход 9, который при этом снаружи будет сопрягаться с концевой частью 8 металлической втулки 3. Под 55 расширенную оболочку вводят цилиндрическую деталь 10 до упора так, чтобы тор.цовая поверхность цилиндриче.ской детали 10 сопрягалась с внутренней
поверхностью воронкообразного перехода 9. При этом происходит обжатие воронкообразного перехода 9 между торцовой частью 8 металлической втулки 3 и торцовой поверхностью цилиндрической детали 10. На торец металлической втулки 3 с заходом на алюминиевую оболочку 1 наносят кольцевой слой клея 5 с наполнителем. Посл отверждения клея и монтажа сердечника надвигают на сросток защитньй кожух 6 и припаивают последний к металлическим втулкам 3.
Продольная прочность муфты увеличивается за счет обжатия воронкообразного перехода 9 алюминиевой оболочки 11 между торцовой частью 8 металлической втулки 3 и торцовой поверхностью цилиндрической детали 10. При растяжении алюминиевой оболочки 1 продольная нагрузка первоначально воспринимается торцовой часть 8 металлической втулки 3 и цилиндрической деталью 10, а затем уже клеевым швом 2, т.е. происходит разгрузка клеевого шва от напряжений.
Для разгрузки от растягивающих усилий паяного шва 7 на выступы 1 металлических втулок 3 до установки на сросток защитного кожуха 6 накла- дьшают две полутрубки 12, при этом выступы 11 входят в проточки полутрубок 12, обеспечивая фиксацию металлических втулок одна относительно другой. Растягивающие усилия, действующие на металлические втулки 3, во воспринимаются полутрубками 12, разгружая от напряжен1Й паяньй шов 7 и защитный кожух 6. Применение полутру бок увеличивает также радиальную про чость соединения.
Благодаря выполнению металлическо втулки с концевой, частью, сопрягаемой с. воронкообразньм переходом на алюминиевой оболочке, и введению цилиндрической детали под оболочку пр воздействии на муфту растягивающих усилий обеспечивается разгрузка от нарряжений клеевого шва при одновременном увеличении продольной прочности соединения. Кроме того, вьшолнел ние на наружной поверхности металлических втулок выступов (впадин) и установка на них переходных деталей разгружают от напряжений паяный шов и защитный козогх при воздействии на муфту растягивающих усилий и, кроме
31458919
увеличивает радиальную прочность ч а
даль ной дол зую час вер алю
муфты.
Спедовательн о у применение предложенного способа расширяет эксплуатационные возможности муфты путем увеличения е продольной прочности, что обеспечивает увеличение надежности работы муфты в экстремальных условиях.
Формула изобретения
Способ соединения алкминиевой оболочки кабеля с защитным кожухом муфты,по авт. св. № 1390679, о т л и ч а
ю щ и и с я тем, что,, с целью дальнейшего повыпения эксплуатационной надежности путем увеличения продольной прочности соединения, используют цилиндрическую деталь с торцовой частью, сопрягаемой с внутренней поверхностью воронкообразного перехода алюминиевой оболочки, которую вводят
под расширенньй участок оболочки после расширения концевого участка алюминиевой оболочки до упора та, чтобы торцовая поверхность цилиндрической детали сопрягалась с внутренней
поверхностью воронкообразного перехода алюминиевой оболочки.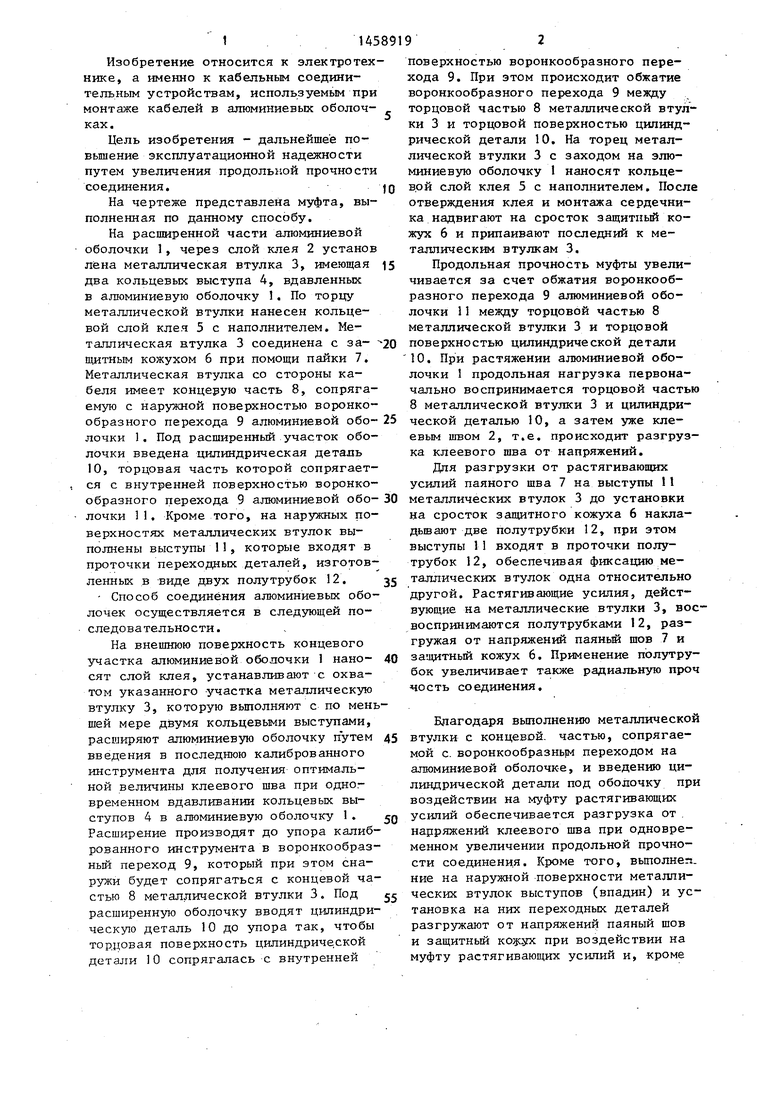
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ соединения алюминиевой оболочки кабеля с защитным кожухом муфты | 1986 |
|
SU1390679A1 |
| Способ соединения оболочек кабелей | 1983 |
|
SU1288803A1 |
| УНИВЕРСАЛЬНАЯ СОЕДИНИТЕЛЬНАЯ КАБЕЛЬНАЯ МУФТА НАПРЯЖЕНИЕМ 1 - 10 КВ | 1990 |
|
RU2007809C1 |
| Кабельная муфта | 1982 |
|
SU1048542A1 |
| КАБЕЛЬНЫЙ КОЖУХ, УПЛОТНЕННЫЙ ИНЖЕКЦИЕЙ КЛЕЯ С НИЗКОЙ ПОВЕРХНОСТНОЙ ЭНЕРГИЕЙ | 1997 |
|
RU2171000C2 |
| КОЖУХ В ВИДЕ КОЛПАКА ДЛЯ ВОЛОКОННО-ОПТИЧЕСКИХ КАБЕЛЕЙ | 1996 |
|
RU2165095C2 |
| СПОСОБ РЕМОНТА СВИНЦОВЫХ СОЕДИНИТЕЛЬНЫХ МУФТ НА КАБЕЛЯХ СВЯЗИ С АЛЮМИНИЕВОЙ ОБОЛОЧКОЙ И ПОЛИЭТИЛЕНОВЫМ ЗАЩИТНЫМ ШЛАНГОМ | 2002 |
|
RU2246158C2 |
| СОЕДИНИТЕЛЬНАЯ КАБЕЛЬНАЯ МУФТА | 1995 |
|
RU2097891C1 |
| Кабельный ввод | 1985 |
|
SU1334246A1 |
| Способ соединения алюминиевой оболочки кабеля с корпусом муфты | 1987 |
|
SU1525789A1 |
Изобретение относится к электротехнике и может быть использовано в кабельных соединительных устройствах. 1-; а . испрльзуемых при монтаже кабелей и алюминиевых оболочках. Цель - дальнейшее повышение эксплуатационной надежности путем увеличения продольной прочности соединения. Согласно способу концевую часть 8 втулки 3 со стороны кабеля выполняют сопрягаемой с наружной поверхностью воронкообразного перехода 9 алюминиевой оболочки 1 от ее исходной поверхности к расширенному участку. Под расширенный участок оболочки вводят цилиндр тческ5гю деталь 10, торцовая часть которой сопрягается с внутренней поверхностью воронкообразного перехода 9 алюминиевой оболочки 1. 1 ил.
| Способ соединения алюминиевой оболочки кабеля с защитным кожухом муфты | 1986 |
|
SU1390679A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
