Изобретение относится к области пайки, в частности к устройству для пайки световым лучом, и может быть использовано. для пайки различных изделий электротехнической промышленности, в частности для пайки контактов электрических машин.
Целью изобретения является повышение энергетического КПД устройства при групповой пайке.
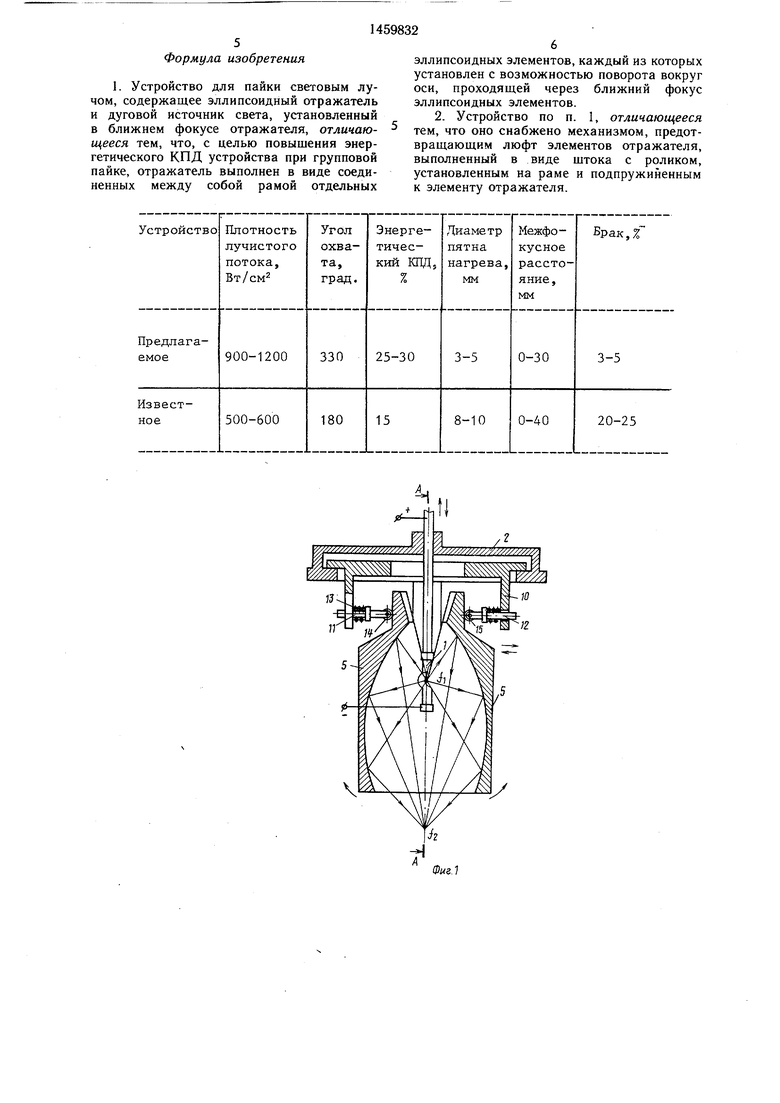
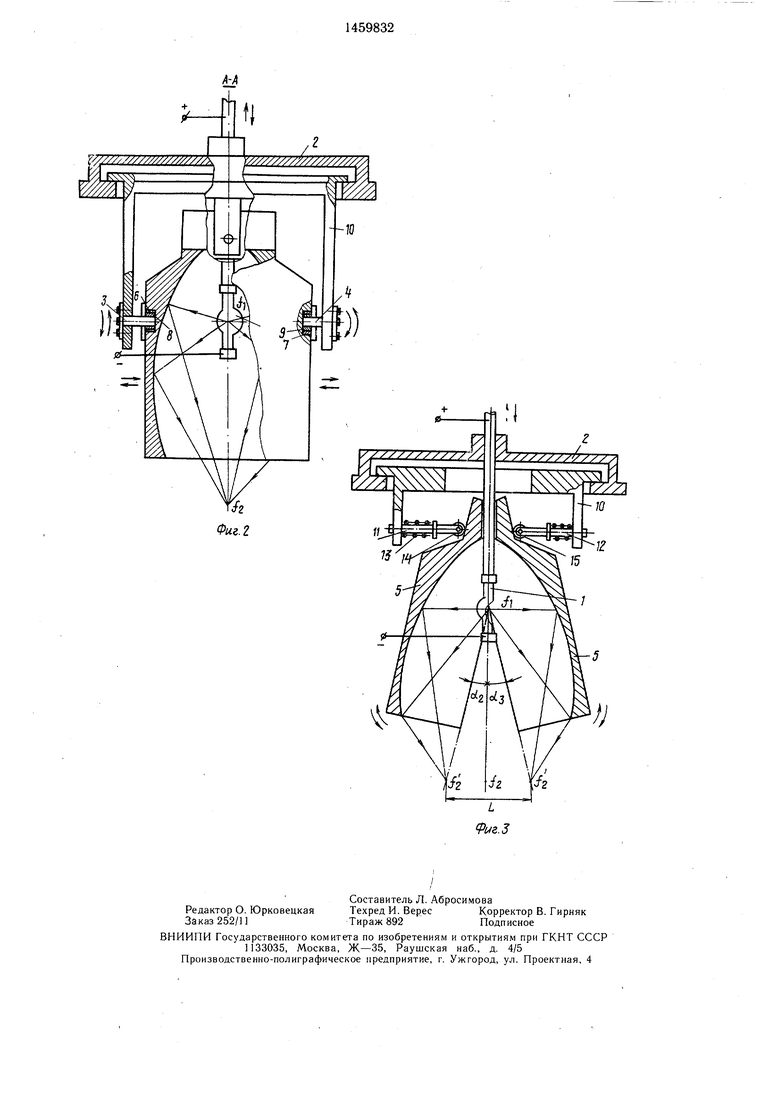
На фиг. 1 представлено устройство, общий вид; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - устройство с разведенными эллипсоидными элементами отражателя.
Устройство содержит дуговой источник 1 светового излучения, установленный в 15 корпусе 2 устройства с возможностью пере- мешения вдоль оси дугового разряда. Коаксиально дуговому источнику 1 на полуосях 3 и 4 установлен отражатель, состоя10
5
10
ший из двух зеркальных эллипсоидных элементов 5. Зеркальные поверхности эллипсоидных элементов 5 симметричны относительно главной оси оптической системы (отражателя).
На эллипсоидных элементах 5 установлены втулки 6-Э. Втулки 6 и 8 установлены на полуоси 3, а втулки 7 и 9 - на полуоси 4. При этом втулки имеют возможность враш,ения вокруг полуосей 3 и 4 независимо друг от друга, а полуоси расположены на линии, проходяш.ей через обший ближний фокус fi, элементов 5 и перпендикулярной оси источника света. При этом элементы 5 имеют возможность независимого поворота вокруг полуосей 3 и 4. Полуоси 3 и 4 установлены на раме 10 таким образом, что обеспечивается возможность поворота элементов 5 на заданный угол.
4; ел
со
00
со ьо
С целью выбора люфтов в механизмах поворота элементов отражателя и повышения точности юстировки и настройки оптической системы для пайки на раме 10 перпендикулярно полуосям 3 и 4 со смещением по главной оси оптической системы относительно ближнего фокуса fi установлены подпружиненные штоки 11 и 12, которые под действием пружин 13 через ролики 14 и 15, установленные на валах.
между рабочими фокусами fi пятно принимает овальную форму, а распределение плотности лучистого потока в пятне нагрева-седлообразный характер. Максимальная плотность лучистого потока при этом снижается по мере увеличения величины L (данный характер изменения параметров светового луч-а в пятне нагрева сохраняется при увеличении L от 1/8 диаметра пятна нагрева до 1 диаметра пятна назакрепленных с возможностью вращения в Ю грева). штоках 11 и 12, давят на внешнюю поверх-В момент достижения меж фокусным, расность эллипсоидных элементов 5.стоянием величины, равной диаметру (ёпн)
пятна нагрева, при сведенных в одну точку рабочих фокусах fl, образуются два пятна
кости, перпендикулярной оси источника 1 jt; нагрева. Следует отметить, что величина света) относительно основания корпуса 2, максимальной плотности лучистого потока в сформировавшихся пятнах нагрева стабилизируется в рабочих фокусах и составляет 900-1200 Вт/см1
Дальнейшее увеличение межфокусных света обеспечиваются все необходимые уело- 20 расстояний приводит к снижению макси- вия для нормальной работы последнего.мальной плотности лучистого потока и увеличению диаметра пятна нагрева. При этом плотность лучистого потока между пятнами нагрева равна практически О (хотя харакРама 10 имеет возможность перемещения с двумя степенями свободы (в плосчто обеспечивает возможность качественной юстировки.
Устройство работает следующим образом.
Перед включением дугового источника 1
Так, например, при использовании дуговых ксеноновых ламп сверхвысокого давления в электроды лампы подается охлаждаюмежду рабочими фокусами fi пятно принимает овальную форму, а распределение плотности лучистого потока в пятне нагрева-седлообразный характер. Максимальная плотность лучистого потока при этом снижается по мере увеличения величины L (данный характер изменения параметров светового луч-а в пятне нагрева сохраняется при увеличении L от 1/8 диаметра пятна нагрева до 1 диаметра пятна на грева). В момент достижения меж фокусным, рас
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ПАЙКИ СВЕТОВЫМ ЛУЧОМ | 1995 |
|
RU2092288C1 |
| УСТРОЙСТВО ДЛЯ ПАЙКИ СВЕТОВЫМ ЛУЧОМ | 1994 |
|
RU2047434C1 |
| Способ пайки стержневых элементов световым лучом | 1984 |
|
SU1237338A1 |
| УСТРОЙСТВО ДЛЯ ПАЙКИ И СВАРКИ СВЕТОВЫМ ЛУЧОМ | 1995 |
|
RU2092289C1 |
| Устройство для светолучевой пайки и сварки | 1988 |
|
SU1685646A1 |
| ПРИБОР ДЛЯ ОБРАБОТКИ МАТЕРИАЛОВ СВЕТОВЫМ ЛУЧОМ | 1992 |
|
RU2082569C1 |
| УСТРОЙСТВО ДЛЯ СВЕТОЛУЧЕВОЙ ПАЙКИ И СВАРКИ МЕТАЛЛОВ И НЕМЕТАЛЛОВ | 1996 |
|
RU2127176C1 |
| УСТРОЙСТВО ДЛЯ ЛАЗЕРНОЙ СВАРКИ МАТЕРИАЛОВ (ВАРИАНТЫ) | 1994 |
|
RU2067040C1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ СВЕТОВЫМ ЛУЧОМ | 1999 |
|
RU2176582C2 |
| Способ соединения стекла с металлом | 1985 |
|
SU1370104A1 |
Изобретение относится к пайке, в частности к устройству для пайки световым лучом, и.м.б. использовано для пайки контактов электрических машин. Цель изобретения - повышение энергетического КПД при групповой пайке. Устройство содержит эллипсоидный отражатель, выполненный из отдельных элементов. Каждый элемент отражателя снабжен двумя втулками. Втулки противоположных элементов отражателя установлены попарно и коаксиально на обш,их полуосях. Полуоси установлены соос- но на линии, проходяш,ей через общий ближний фокус эллипсоидных элементов. На раме крепления полуосей перпендикулярно полуосям в контакте с элементами отражателя смонтированы подпружиненные штоки, которые контактируют с эллипсоидными элементами через ролики. Ролики расположены на штоках вертикально с возможностью враш,ения. Устройство позволяет повысить плотность лучистого потока в получаемых пятнах нагрева до 900-1200 Вт/см, а размер пятна сократить до 3-5 мм по диаметру. КПД повышается до 25-30%, а выход годного - до 95--97%. Гз.п. ф-лы, 1 табл., 3 ил. S (/)
щая жидкость с заданным расходом, а 5 тер распределения плотности лучистого колба лампы обдувается воздухом.потока в пятнах нагрева на горизонтальной плоскости при этом изменяется).
После включения источника 1 света, используя тест-образцы или специальные приборы, настраивают устройство для пайки данного типоразмера узлов и деталей.
После настройки устройства переходят к пайке изделий. Для этого п оверхности паяДля этого с помощью механизмов поворота ЗО емых деталей совмещают с рабочими фоку
раздвигают эллипсоидные элементы 5 на необходимый угол а (фиг. 3).
В момент разведения элементов втулки б и 8 независимо друг от друга вращаются вокруг полуоси 3, а втулки 7 и 9 -
сами fa элементов 5. Затем выводят источник света на рабочий режим и осуществляют нагрев до температуры пайки, при которой формируется паяное соединение и необходимые галтели припоя. Окончание
вокруг полуоси 4, обеспечивая разворот 35 процесса пайки фиксируется по образова- эллипсоидных элементов в разные стороны.нию галтелей, после чего источник либо
При этом г/.авные оси fi и i z эллипсоидных
выключается, либо переводится в дежурный режим работы. Затем детали снимаются, устанавливаются новые и процесс повторяется.
Устройство позволяет оперативно управлять процессом нагрева паяемых деталей и сократить при этом энергетические потери, повысить плотность лучистого потока в получаемых пятнах нагрева до 900- д5 1200 Bт/cм, а размер пятен нагрева сократить до 3-5 мм по диаметру.
Для повышения энергетического КПД устройства эллипсоидные части отражателя по границе раздела имеют угол охвата более 300°. а максимальный поворот элеэлементов 5 отражателя по мере увеличе- 50 ментов отражателя относительно главной ния угла отклонения а и расстояния между оптической оси устройства не превы- рабочими фокусами f2 сегментов максималь-шает 30°.
ная плотность лучистого потока в пятне
нагрева падает, но при небольших углахПриведенные технические характериса характер распределения остается гаус-тики устройства позволяют повысить КПД
совским. (Величина L при этом не превы- 55 установок до 25-30%, а выход годного щает по величине одной восьмой частидовести до 95-97%.
диаметра пятна нагрева). При дальней-Технико-экономические характеристики
шем увеличении угла а и расстояния L устройства приводятся в таблице.
элементов 5 также разворачиваются вокруг фокуса fi на угол а относительно оси источника света. Рабочие фокусы 2 сегментов расходятся на расстояние, определяе- мое углами отклонения сегментов от оси источника 1 света по формуле
L fif2sina2+fif2sina3,
где f,Tj i - меж фокусное расстояние эллипсоидных сегментов;
oCi uo,j- углы разворота сегментов относительно оси источника 1 света, В процессе разведения эллипсоидных
После настройки устройства переходят к пайке изделий. Для этого п оверхности пая емых деталей совмещают с рабочими фоку
емых деталей совмещают с рабочими фоку
сами fa элементов 5. Затем выводят источник света на рабочий режим и осуществляют нагрев до температуры пайки, при которой формируется паяное соединение и необходимые галтели припоя. Окончание
процесса пайки фиксируется по образова- нию галтелей, после чего источник либо
Формула изобретения
эллипсоидных элементов, каждый из которых установлен с возможностью поворота вокруг осн, проходящей через ближний фокус эллипсоидных элементов.
ФйгЛ
| Schweiss technick, 1975, №4, с | |||
| Приспособление для удаления таянием снега с железнодорожных путей | 1920 |
|
SU176A1 |
