Изобретение относится к технологии пайки, конкретно к способу пайки стержневых элементов световым лучом, и может быть использовано при пайке проводников стержневых обмоток статоров электрических машин сфокуси рованнь1М излучением дугового источника света.
Целью изобретения является повы шения качества паяных соединений и производительности процесса.
На фиг. 1 схематически показано паяемое соединение,видсбокуJна фиг.2-поп речиое сечение паяемых стержней.
Стержни 1 и 2 уложены в пазу при- способления 3 параллельно друг другу с зазором для размещения ленты припоя 4 и снабжены изоляцией 5 за пределами зоны пайки. Между стержнями образуется зазор 6, для размещения припоя. На .2 буквой С условно .обозначено сечение светового луча в плоскости торцов стержней 2 и 1„ равное максимальному сечению собранных под пайку деталей (стержней).
Буквами В, D и fj обозначены ширина ленты припоя 4, наибольший размер (ширина) сечения стержней и положение рабочего фокуса эллипсоидного отражателя дугового- источ- ника света, который совмещен с нижней границей паяного шва.
Ширина ленты припоя 4 В должна выбираться с учетом необходимой длины паяного шва и величины галтелей, образующихся при растекании припоя. Верхний край ленты припоя 4 находится заподлицо (в одной плоскости) с торцами стержней I и 2, а нижний ее край проходить через ра- бочий фокус f-2 оптической системы
источника света. I
Способ осуществляют следующим образом.
Подготовленные отрезки ленты при- поя длиной около 25 мм вкладывают в зазор между концами попарно спаиваемых групп въшодов 1 и 2 обмотки статора в количестве 12 шт. по окружности диаметром 150 мм. При этом торцы вьшодов обмотки должны совпадать с верхним краем ленты припоя так, чтобы плоскости торцов выводов были перпендикулярны плоскости ленты припоя.
После укладки припоя осуществхшют прижим,ориентацию и дистанционировани пар стержней обмотки и ленты между собо
с помощью распорного кольца и гребенча того приспособления/ не показаны) .
Затем совмещают ось светового луча с плоскостью ленты припоя 4 и осью симметрии зазора 6 между стержнями I и 2, После этого осуществляют фокусирование светового луча так, чтобы дальний рабочий фокус f эллипсоидной оптической системы находился на оси зазора. При этом ось луча должна совпадать с плоскостью ленты припоя каждой стержней. Затем смещают фокус оптической системы в направлении оси так, чтобы рабочий фокус f.2 совпадал с нижней границей паяного шва, при этом диаметр сечения сфокусированного луча в плоскости торцов стержней должен быть равен максимальному сечению .собранных под пайку стержней.
Пайка выводов обмотки статора генератора осуществляется в автоматическом режиме по программе посредством механизма с шаговым двигателем и делительным диском с фотодатчика- ми и блоком управления так, что статор с паяемыми вьшодами по команде поворачивается на один шаг после каждого рабочего импульса светового луча дуговой лампы. Последняя включается автоматически из дежурного режима (в период паузы) в рабочий по сигналу с фотодатчиков шагового механизма. Рабочий импульс света обеспечивает одновременньш прогрев выводов обмотки до температуры пайки -v 870 С на глубину примерно 5 мм и расплавление ленты припоя посередине между соседними парами спаиваемых выводов за счет совместного воздействия излучения и теплопроводности материала ленты припоя.
При пайке вьшодов обмотки статора генератора используется установка МА-00-473 с оптической системой на основе эллипсоидного металлического отражателя с дуговой лампой типа ДКСШРБ-5000 мощностью 5 кВт. Источником питания служит сварочный выпрямитель типа ВСВУ-630. Данный способ пайки может быть осуществлен посредством по крайней мере одного импулса .светадлительностью- 0,5-2, с.
Предлагаемый способ обеспечивает повьш ение производительности процесса пайки обмоток статоров генераторов, а также значительное сокращение общего времени пайки.
С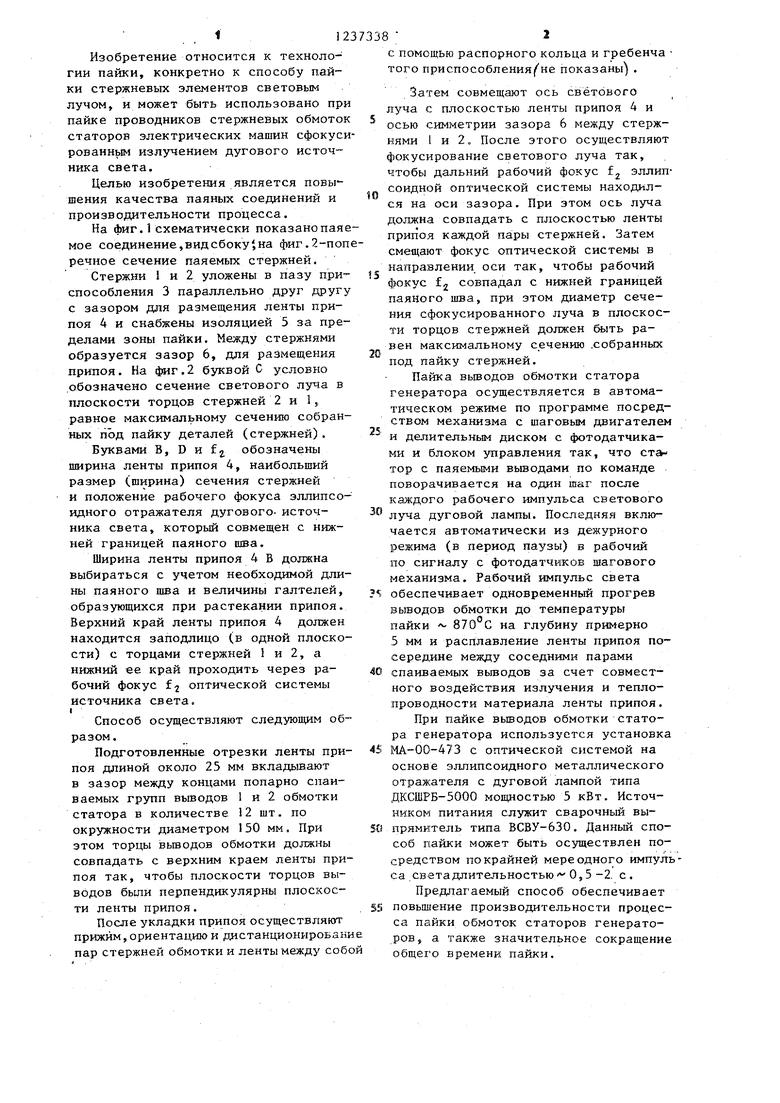
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для пайки световым лучом | 1987 |
|
SU1459832A1 |
| Конструкция соединения для герметизации пайкой полости корпуса | 1991 |
|
SU1815047A1 |
| УСТРОЙСТВО ДЛЯ ПАЙКИ СВЕТОВЫМ ЛУЧОМ | 1995 |
|
RU2092288C1 |
| Способ пайки световым лучом радиоэлементов на печатные платы с контролем температуры пайки | 1991 |
|
SU1816583A1 |
| Устройство для пайки электросопротивлением с односторонним токоподводом | 1984 |
|
SU1235679A1 |
| Способ бесфлюсовой пайки деталей из полых профилей | 1985 |
|
SU1286377A1 |
| Устройство для выполнения стеклометаллических спаев | 1989 |
|
SU1762333A1 |
| СПОСОБ ПАЙКИ СВЕТОВЫМ ЛУЧОМ | 1995 |
|
RU2082570C1 |
| СПОСОБ ПАЙКИ ОПТИЧЕСКИХ ВОЛОКОН | 2022 |
|
RU2796972C1 |
| Устройство для светолучевой пайки и сварки | 1988 |
|
SU1685646A1 |

Составитель Г.Теслин Редактор К.Волощук Техред Г,Гербер Корректор В.Бутяга
3230/13
Тираж 1001Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д.4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная,4
| Гржимальский Л.Л | |||
| , ИльевскийИ.И Технология и | |||
| оборудование пайки | |||
| М.: Машиностроение, 1979, с.202 | |||
| Способ групповой пайки выводов с заготовками конденсаторов | 1980 |
|
SU870027A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
