Известны способы изготовления цельнолитых облопаченных роторов путем литья по выплавляемым моделям с применением коиусноЛ прибыли, являюш,ейск одновременно отстойн1шом, заполнения межлопаточных зазоров керамическим наполнителем, подачи воздуха при атмосферном давлении в литник через кварцевую трубку, прокалки и заливки опоки жидким металлом в прокалочной печи.
Предлагаемый способ отличается от известных тем. что для повышения качества отливки путем создания оптимальной скорости кристаллизации металла применяют в качестве наполнителя для нижней половины отливки - чугунную дробь, а для верхней - асбестовый порошок.
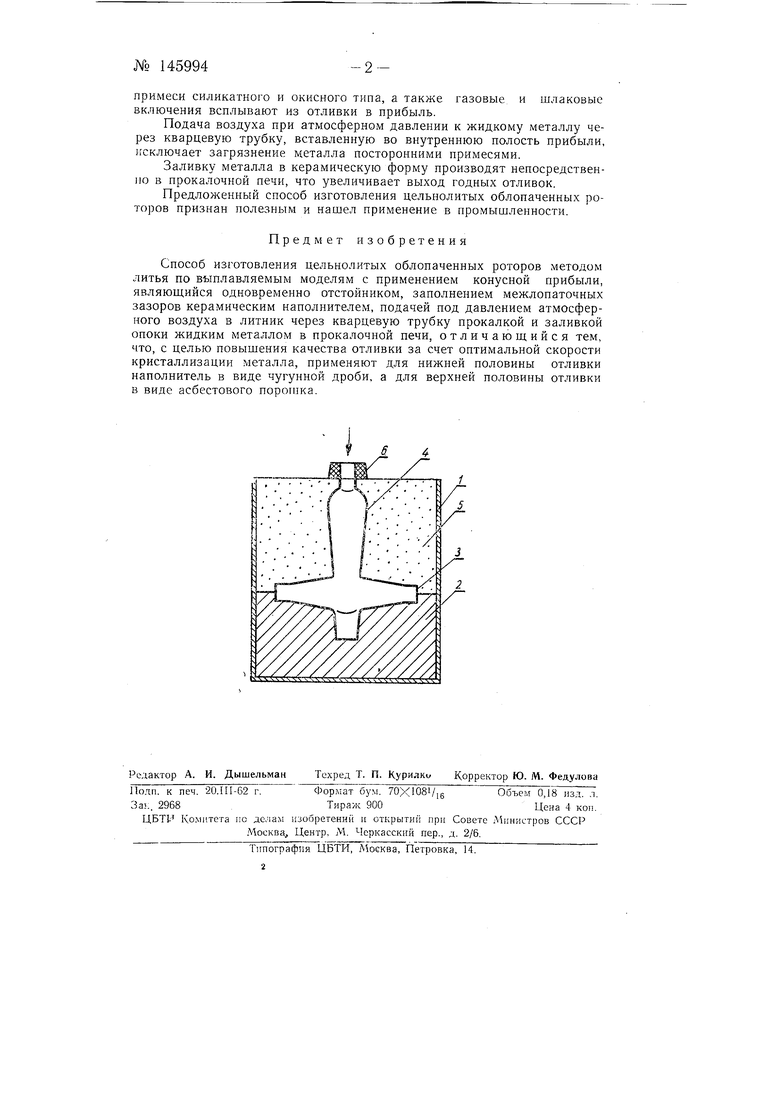
На чертеже показана заформованная опока керамической формы диска для отливки ротора предлагаемым способом.
В опоку / насыпают наполпитель - чугунную дробь 2, устанавливают керамическую форму диска 5 совместно с литпиком-отстойнпком 4. Верхнюю часть опоки заполняют асбестовым порошком 5 и устанавливают прибыль 6.
Применение наполнителей с различной теплопроводностью для верхней и нижней половин отливки обеспечивает направленное затвердевание металла от центра к прибыльной части и, следовательно, оптимальную Скорость кристаллизации металла и высокую плотность отливки. Нижнюю половину керамической формы (до лопаток ротора) формуют чугунной дробью размером 1-5 мм. верхнюю - асбестовым порошком совместно с шамотной крошкой.
Выполнение прибыли-отстойника вертикально-конусной сфероидальной формы обеспечивает заи1иту внутренней полости формы от засорения и минимальную скорость охлаждения металла. Как показала практика выполнения отливок роторов предлагаемым способом, залитый металл находится в жидком состоянии около 20 мин. За это время
примеси силикатного и окисного типа, а также газовые и шлаковые включения всплывают из отливки в прибыль.
Подача воздуха при атмосферном давлении к жидкому металлу через кварцевую трубку, вставленную во внутреннюю полость прибыли, исключает загрязнение металла посторонними примесями.
Заливку металла в керамическую форму производят непосредственно в прокалочной печи, что увеличивает выход годных отливок.
Предложенный способ изготовления цельнолитых облопаченных роторов признан полезным и нашел применение в промышленности.
Предмет изобретения
Способ изготовления цельнолитых облопаченных роторов методом литья по выплавляемым моделям с применением конусной прибыли, являющийся одновременно отстойником, заполнением межлопаточных зазоров керамическим наполнителем, подачей под давлением атмосферного воздуха в литник через кварцевую трубку прокалкой и заливкой опоки жидким металлом в прокалочной печи, отличающийся тем, что, с целью повышения качества отливки за счет оптимальной скорости кристаллизации металла, применяют для нижней половины отливки наполнитель в виде чугунной дроби, а для верхней половины отливки в виде асбестового поропжа.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНОФАСОННЫХ ОТЛИВОК ИЗ ЖАРОПРОЧНЫХ СПЛАВОВ НА НИКЕЛЕВОЙ ОСНОВЕ | 1997 |
|
RU2118229C1 |
| УСТРОЙСТВО ДЛЯ ПРЕДОТВРАЩЕНИЯ ПРОНИКНОВЕНИЯ В ПОЧВУ РАСПЛАВА АКТИВНОЙ ЗОНЫ ЯДЕРНОГО РЕАКТОРА | 1997 |
|
RU2119200C1 |
