Изобретение относится к области литейного производства, в частности к способам изготовления отливок роторов.
Известен способ изготовления цельнолитых облопаченных роторов методом литья по выплавляемым моделям, включающий формовку керамической формы опорным наполнителем, заливку горячей формы сплавом (а.с. СССР N 145994, B 22 D 25/00).
Однако известный способ не обеспечивает получение высоких показателей механических свойств отливок роторов по следующим причинам:
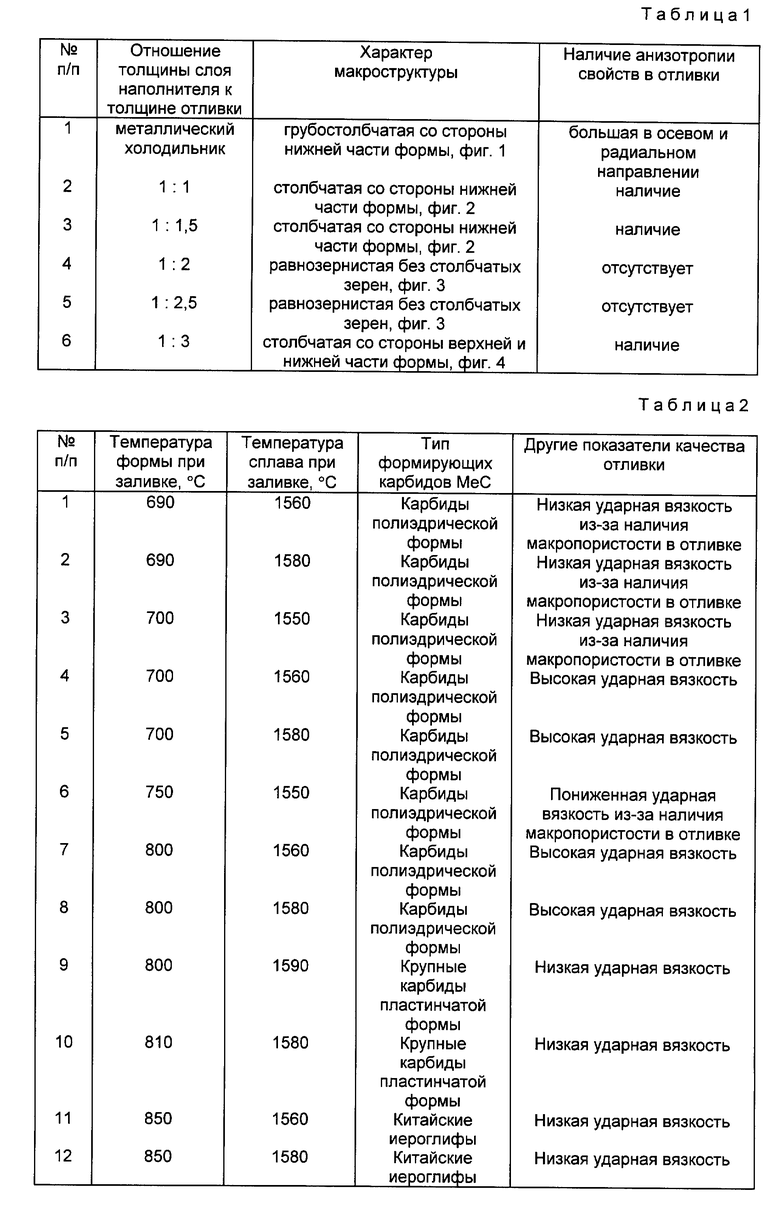
1. Не регламентирована высота слоя чугунной дроби в соотношении к толщине самой отливки, что приводит к формированию в роторе явно выраженной столбчатой макроструктуры и получению большой анизотропии свойств в радиальном и осевом направлении. Кроме того, использование в качестве наполнителя чугунной дроби приводит к образованию на ней окалины при прокалке формы и нарушению условий направленного теплоотвода при кристаллизации.
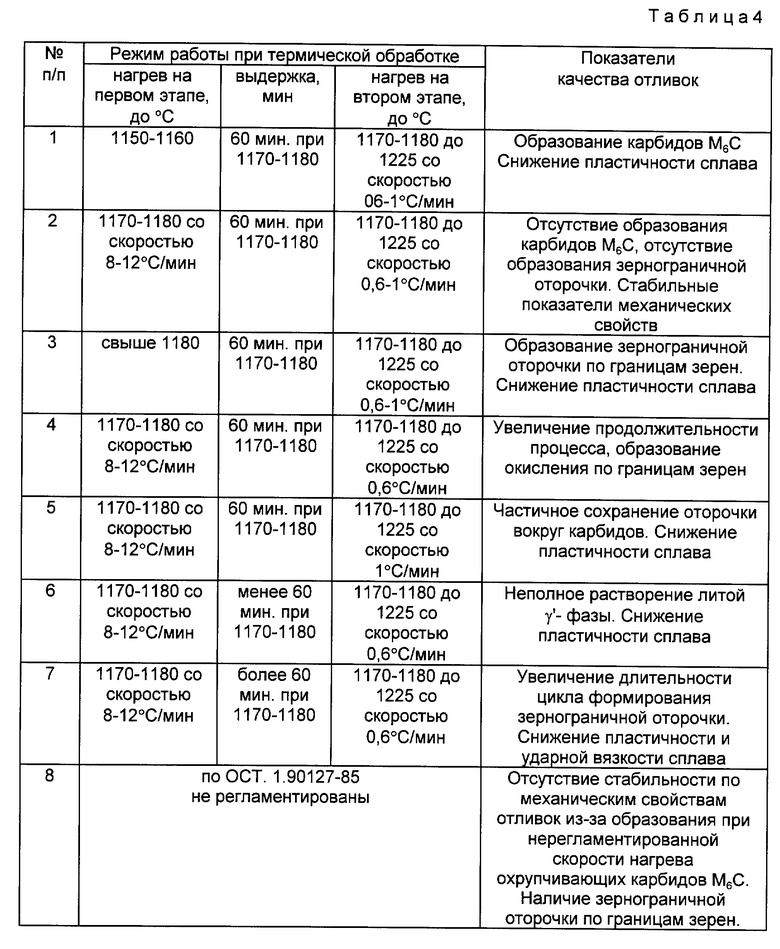
2. Не регламентированы оптимальные температурные условия кристаллизации, а именно температура формы и температура заливаемого сплава, которые определяют условия формирования карбидов MeC.
Известны способы литья роторов газовых турбин, в которых главными требованиями к материалу для литья роторов являются высокое сопротивление ползучести и термической усталости в лопатках, высокие пределы прочности и текучести, а также пластичность при средних температурах в диске (Ч.Симс, В. Хагель, "Жаропрочные сплавы", М., Металлургия, 1996, стр. 237-241).
Для достижения указанных показателей разработана специальная группа сплавов инконель 713C, MM-004, B-1900, IN-100, Mar-M246. Разработка этих сплавов производилась исходя из двух основополагающих решений. Например, сплава инконель 713 C с пониженным содержанием углерода для исключения формирования в роторах массивных карбидов MeC. Вместе с тем известно, что почти полное удаление углерода ухудшает упрочнение карбидами MeC по границам зерен и снижает сопротивление ползучести при высоких температурах.
Остальные сплавы разработаны с учетом их модифицирования добавками гафния для исключения формирования в отливках роторов карбидов MeC в виде китайских иероглифов.
Однако, достигнутые показатели указанных сплавов не обеспечивают необходимый уровень свойств, регламентированный отраслевыми 210-ОТУ и М010-ОТУ5 для детали "Ротор" (показатели сплавов приведены в табл. 10, Ч.Симс, В.Хагель "Жаропрочные сплавы", М., Металлургия, 1996).
Наиболее близким по технической сущности является способ изготовления сложнофасонных отливок из жаропрочных сплавов на никелевой основе, включающей формовку керамической формы опорным наполнителем, заливку сплава в нагретую форму, термическую обработку отливок (Курдюмов А.В. и др. Производство отливок из сплавов цветных металлов. Учебник для вузов, М., Металлургия, 1986, с. 258-260).
Однако известный способ не обеспечивает получение высоких показателей механических свойств отливок роторов по следующим причинам:
1. Не регламентирована высота слоя опорного наполнителя в соотношении к толщине самой отливки, что приводит к формированию явно выраженной столбчатой макроструктуры и получению большой анизотропии свойств в радиальном и осевом направлении детали.
2. Не регламентированы оптимальные температурные условия кристаллизации, а именно температура формы и температура заливаемого сплава, которые определяют условия формирования в отливках карбидов MeC полиэдрической формы и исключают образование этих карбидов в виде китайских иероглифов.
3. Не регламентированы условия, исключающие образование в процессе термической обработки (гомогенизации) двойных карбидов M6C(Ni3W3C) и условия для формирования в отливках оптимальной дисперсности упрочняющей γ′-фазы, в результате которых невозможно регламентировать высокие показатели сопротивления ползучести, пределы прочности и текучести, а также высокие значения ударной вязкости.
Целью изобретения является формирование в деталях (роторах) равнозернистой макроструктуры и исключение анизотропии свойств, формирование карбидов MeC (TiC, TiN) полиэдрической формы, измельчение карбидов MeC, исключение образования охрупчивающих карбидов M6C (Ni3W3C), обеспечение оптимальной дисперсности упрочняющей γ′- фазы, повышение механических свойств отливок при низких, средних и высоких температурах, обеспечивающие высокую эксплуатационную надежность работы ротора турбины.
Известен способ отливок, при котором азот используется в качестве модификатора (а.с. СССР N 1057177, B 22 D 25/00).
Азот при выплавке жаропрочных сплавов типа ЖС образует карбонид ТiN, фаза ТiN твердая и хрупкая, ее выделения снижают пластичность и ударную вязкость сплавов фазы. TiN играют полезную роль сплавов, являясь основным его модификатором, измельчая зерна и оси дендритов, при этом повышается плотность сплавов и уменьшается склонность к межкристаллической пористости (Н.Ф. Лашко. Структура и фазовый состав литейных жаропрочных сплавов типа ЖС, М., ВИАМ, ОНТИ, 1964, стр. 13).
Однако содержание азота, при котором появляется модифицирующий эффект в сплавах ЖС, не определено. По ОСТ1. 90127-85 и ОСТ1. 90126-85 в сплаве ЖС6К содержание азота не нормируется.
Нагрев деталей из сплавов ЖС под закалку, выдержка при температуре гомогенизации и скорость последующего охлаждения являются наиболее ответственными операциями термической обработки. Относительная низкая теплопроводность сплавов ЖС требует тщательного регулирования нагрева и охлаждения (Н.Ф. Лашко, Структура и фазовый состав литейных жаропрочных сплавов типа ЖС, М., ВИАМ, ОНТИ, 1964, стр. 28).
Известен способ термической обработки сплава ЖС6К, по которому температура гомогенизации составляет 1210
Известен способ термической обработки сплава ЖС6К, по которому температура гомогенизации составляет 1210oC, а скорость охлаждения до температуры 900oC регламентирована в интервале 30-60oC/мин. (Отраслевая производственная инструкция НПО "ВИАМ", ПИ1.2.325-87 "Термическая обработка деталей из жаропрочных литейных сплавов на никелевой основе", 1987, МАП).
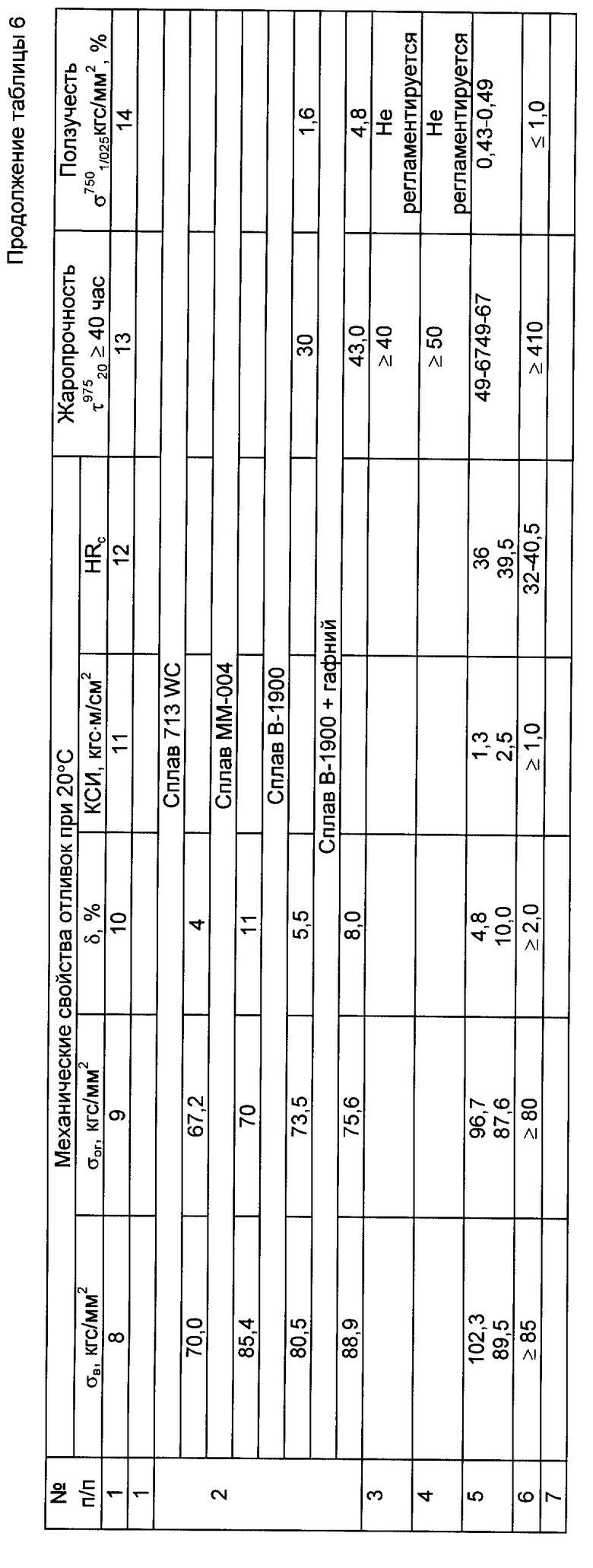
В отличие от известных способов термической обработки, в предлагаемом способе регламентирован ступенчатый нагрев под гомогенизацию с заданными скоростями, а также, оптимизирована скорость охлаждения после гомогенизации.
Режимы нагрева под гомогенизацию и охлаждения после гомогенизации назначены исходя из следующих условий:
а) нагрев с температуры посадки отливок в печь до температуры 1170-1180oC для исключения образования двойных карбидов M6C /Ni3, W3C/, т.к. наибольшее выделение двойных карбидов наблюдается в сплаве ЖС6К при температуре 1150-1160oC (Н.Ф.Лашко... стр. 20).
Нагрев деталей на первом этапе до более высоких температур до 1200oC приводит к образованию структуры нагрева с характерной оторочкой по границам зерен (Н. Ф. Лашко... стр. 23). Нагрев при этом производят со скоростью 8-12oC/мин.
При скорости нагрева менее 8oC/мин развивается окисление по границам зерен, разупрочняющее сплав (Н.Ф.Лашко... стр. 37).
Нагрев на первом этапе со скоростью более 12oC для деталей сложной геометрии типа "Ротор" приводит к возникновению трещин из-за сравнительно низкой теплопроводности сплава ЖС (Н.Ф.Лашко... стр. 28-29).
б) выдержка отливок при температуре 1170-1180oC назначена для полного растворения литой упрочняющей γ′- фазы в твердом растворе.
в) нагрев на втором этапе производят с оптимальной скоростью 0,6-1oC/мин.
Нагрев со скоростью менее 0,6oC/мин увеличивает цикл процесса и приводит к окислению по границам зерен. Нагрев со скоростью более 1oC/мин приводит к неполному растворению образовавшейся оторочки вокруг карбидов, т.к. процесс ее растворения носит диффузионный характер.
Скорость охлаждения отливок после гомогенизации в пределах 15-20oC/мин для получения оптимальной дисперсности уплотняющей γ′- фазы и высоких показателей ударной вязкости (Н.Ф.Лашко... стр. 12).
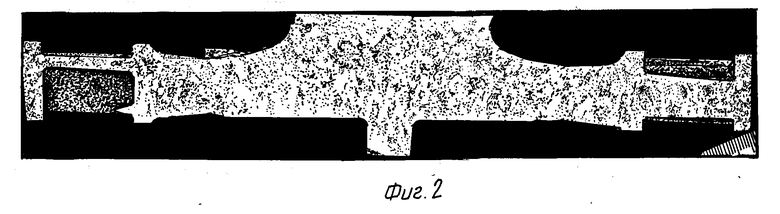
По условиям эксплуатационной надежности в момент пуска и резко скачкообразного набора оборотов до 24500-25000 об/мин ротор турбины должен обладать высокими показателями комплекса механических свойств:
σв- предел прочности на растяжение ≥ 85 кгс/мм2;
σ02- предел текучести ≥ 80 кгс/мм2;
δ - относительное удлинение ≥ 2,0%;
КСИ - ударная вязкость ≥ 1,0 кгс•м/см2;
τ
σ
HRc - твердость - 32-40,5 ед.
На фиг. 1 показана макроструктура ротора, отлитого с металлическим холодильником;
на фиг. 2 - макроструктура ротора опытного образца;
на фиг. 3 - макроструктура ротора по предлагаемому способу;
на фиг. 4 - макроструктура ротора опытного образца.
Предлагаемый способ изготовления роторов турбины реализуют следующим образом.
Готовую керамическую форму, изготовленную известным способом по выплавляемым моделям, формуют в опоку с использованием опорного наполнителя (с нижней по заливке части) с высокой теплопроводностью, например, металлической нержавеющей дроби. Толщина слоя опорного наполнителя относится к толщине отливки как 1:2-2,5.
Результаты состояния макроструктуры и качества отливок представлены в табл. 1 и на фиг. 1, 2, 3, 4.
В качестве наполнителя верхней части формы используют зернистый шамот различных фракций. Заформованную керамическую форму прокаливают при температуре 950-1050oC, устанавливают в вакуумную плавильную установку. При достижении формой температуры 700-800oC, производят заливку жаропрочного сплава с температурой 1560-1580oC.
Влияние температуры формы и температуры сплава на формирование в отливках типа карбидов MeC приведено в табл. 2.
Для заливки используют жаропрочный сплав ЖС6К при содержании компонентов, мас.%:
Азот - 0,001 - 0,005
Углерод - 0,16 - 0,19
Алюминий - 5,0 - 5,8
Титан - 2,5 - 2,9
Кобальт - 4,0 - 5,5
Вольфрам - 4,5 - 5,5
Хром - 9,5 - 12,0
Молибден - 3,5 - 4,8
Кремний - ≤ 0,4
Марганец - ≤ 0,4
Сера - ≤ 0,015
Фосфор - ≤ 0,015
Железо - ≤ 2,0
Церий - ≤ 0,015
Бор - ≤ 0,02
Висмут - ≤ 0,0005
Свинец - ≤ 0,001
Никель - Основа
Результаты влияния содержания азота в сплаве на показатели механических свойств приведены в таблице 3.
После заливки и охлаждения, отливку ротора подвергают термической обработке (гомогенизации). Отливку нагревают до температуры 1170-1180oC со скоростью 8-12oC/мин, выдерживают в течение 60 мин, затем нагревают до температуры 1225oC со скоростью 0,6-1oC/мин.
Выбранный температурный режим нагрева исключает формирование в отливках охрупчивающих двойных карбидов M6C. Полностью исключает формирование по границам зерен зернограничной оторочки, наличие которой резко снижает пластические свойства и, особенно, ударную вязкость сплава.
Влияние режима нагрева отливок на качество механических свойств отливок приведено в таблице 4.
Термическую обработку отливок проводят по известной нормативной документации. Охлаждение после термической обработки ведут на воздухе со скоростью 15-25oC/мин.
Данная скорость охлаждения обеспечивает формирование в отливках оптимальной дисперсности упрочняющей γ′- фазы и оптимальное соотношение показателей пределов прочности на растяжение, предел текучести и ударную вязкость.
Влияние скорости охлаждения после термической обработки на дисперсность γ′- фазы и механические свойства приведены в таблице 5.
Сравнительные показатели механических свойств отливок роторов приведены в таблице 6.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК С НАПРАВЛЕННОЙ СТРУКТУРОЙ | 1992 |
|
RU2043855C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АЛЮМИНИЕВЫХ ОТЛИВОК | 2000 |
|
RU2175280C1 |
| СМЕСЬ ДЛЯ ЛИТЕЙНЫХ ФОРМ И СТЕРЖНЕЙ | 2000 |
|
RU2188733C2 |
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК ИЗ ЖАРОПРОЧНЫХ СПЛАВОВ С МОНОКРИСТАЛЛИЧЕСКОЙ СТРУКТУРОЙ | 2002 |
|
RU2225278C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТЕЙНОЙ ФОРМЫ | 2000 |
|
RU2191657C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОЛСТОСТЕННЫХ ТРУБНЫХ ОТЛИВОК ИЗ ЖАРОПРОЧНЫХ СПЛАВОВ | 1998 |
|
RU2153955C2 |
| СПОСОБ ИСПРАВЛЕНИЯ ДЕФЕКТОВ НА ОТЛИВКАХ ЛОПАТОК ГАЗОТУРБИННЫХ ДВИГАТЕЛЕЙ ИЗ ЖАРОПРОЧНЫХ СПЛАВОВ НА НИКЕЛЕВОЙ ОСНОВЕ | 2005 |
|
RU2303506C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКОЙ ОБОЛОЧКОВОЙ ФОРМЫ | 2020 |
|
RU2725921C1 |
| МОДЕЛЬНАЯ КОМПОЗИЦИЯ ДЛЯ ВЫПЛАВЛЯЕМЫХ МОДЕЛЕЙ | 1997 |
|
RU2123902C1 |
| СПОСОБ ПОЛУЧЕНИЯ СТАЛЬНЫХ ОТЛИВОК | 2000 |
|
RU2192331C2 |





Изобретение относится к литейному производству, в частности к способам изготовления отливок роторов. Готовую керамическую форму, изготовленную по выплавляемым моделям, формуют в опоку с опорным наполнителем, обладающим высокой теплопроводностью, например с металлической нержавеющей дробью. Толщина слоя опорного наполнителя относится к толщине отливки как 1:2 - 2,5. В качестве наполнителя верхней части формы используют зернистый шамот различных фракций. Заформованную керамическую форму прокаливают при 950 - 1050oC, устанавливают в вакуумную плавильную установку. При достижении формой температуры 700 - 800oC производят заливку жаропрочного сплава на никелевой основе с температурой 1560 - 1580oC. После заливки и охлаждения отливку ротора подвергают термической обработке (гомогенизации). Отливку нагревают до 1170 - 1180oC со скоростью 8 - 12oC/мин, выдерживают в течение 60 мин, затем нагревают до 1225oC со скоростью 0,6 - 1oC/мин. Охлаждение ведут на воздухе со скоростью 15 - 25oC/мин. Способ обеспечивает формирование в отливках оптимальной дисперсности упрочняющей γ′- фазы и оптимальное соотношение показателей передела прочности на растяжение, предела текучести и ударной вязкости. 1 з.п. ф-лы, 6 табл., 4 ил.
\\\1 1. Способ изготовления сложнофасонных отливок из жаропрочных сплавов на никелевой основе, включающий формовку керамической формы опорным наполнителем, заливку сплава в горячую форму, термическую обработку отливок, отличающийся тем, что в качестве опорного наполнителя используют вещество с высокой теплопроводностью, отношение толщины слоя которого к толщине отливки составляет 1 : (2 - 2,5), сплав модифицируют азотом, заливку его производят при температуре 1560 - 1580<198>C в форму с температурой 700 - 800<198>C, а при термической обработке отливки нагревают до 1170 - 1180<198>C со скоростью 8 - 12<198>C/мин, выдерживают в течение 60 мин, затем нагревают до 1225<198>C со скоростью 0,6 - 1<198>C/мин и охлаждают на воздухе со скоростью 15 - 25<198>C/мин. \\\2 2. Способ по п.1, отличающийся тем, что жаропрочный сплав на никелевой основе имеет следующий состав, мас.%: \\\3 Азот \\\7 0,01 - 0,005 \\\3 Углерод \\\7 0,16 - 0,19 \\\3 Алюминий \\\7 5,0 - 5,8 \\\3 Титан \ \ \7 2,5 - 2,9 \\\3 Кобальт \\\7 4,0 - 5,5 \\\3 Вольфрам \\\7 4,5 - 5,5 \\\3 Хром \\\7 9,5 - 12,0 \\\3 Молибден \\\7 3,5 - 4,8 \\\3 Кремний \\\7 <$E<<=> 0,4 \\\3 Марганец \\\7 <$E<<=> 0,4 \\\3 Сера \\\7 <$E<<=> 0,015 \\\3 Фосфор \ \ \ 7 <$E<<= > 0,015 \\\3 Железо \\\7 <$E<<=> 2,0 \\\3 Церий \\\7 <$E<<=> 0,015 \\\3 Бор \\\7 <$E<<=> 0,02 \\\3 Висмут \\\7 <$E<<=> 0,0005 \\\ 3 Свинец \\\7 <$E<<=> 0,001 \\\3 Никель \\\7 Остальное
| Курдюмов А.В | |||
| Производство отливок из сплавов цветных металлов: Учебник для ВУЗов | |||
| - М.: Металлургия, 1986, с | |||
| Ведущий наконечник для обсадной трубы, употребляемой при изготовлении бетонных свай в грунте | 1916 |
|
SU258A1 |
