Применяемые в настоящее время способы контроля качества сварки резонаторов электромеханических фильтров по внешнему осмотру мест сварки и путем испытания на отрыв проволоки-связки от резонатора не являются объективными и не дают полного представления о качестве сварки. Различие в качестве сварки приводит к отклонению частотных характеристик фильтров от расчетных.
Предложенный способ контроля качества сварки по виду частотных характеристик и по расстоянию .5ежду пиками их является объективным, позволяет оценить основные выходные характеристики фильтров- частотные характеристики и дает возможность определить коэффициент связи, а по нему определить технологический фактор-качество сварки проволоки-связки и резонатора..
Сущность предлагаемого способа состоит в том, что качество сварки в отдельных парах определяют, сопоставляя положение резонансных пиков и расстояние между ними на частотной характеристике, снятой с резонаторов после сварки, с положением пиков и расстоянием между ними на теоретической или эталонной частотной характеристике.
При применении предложенного способа для контроля колебательных систем, состоящих из нескольких пар резонаторов, чтобы исключить на исследуемую пару системы влияние остальных ее резонаторов, последние расстраивают или демпфируют.
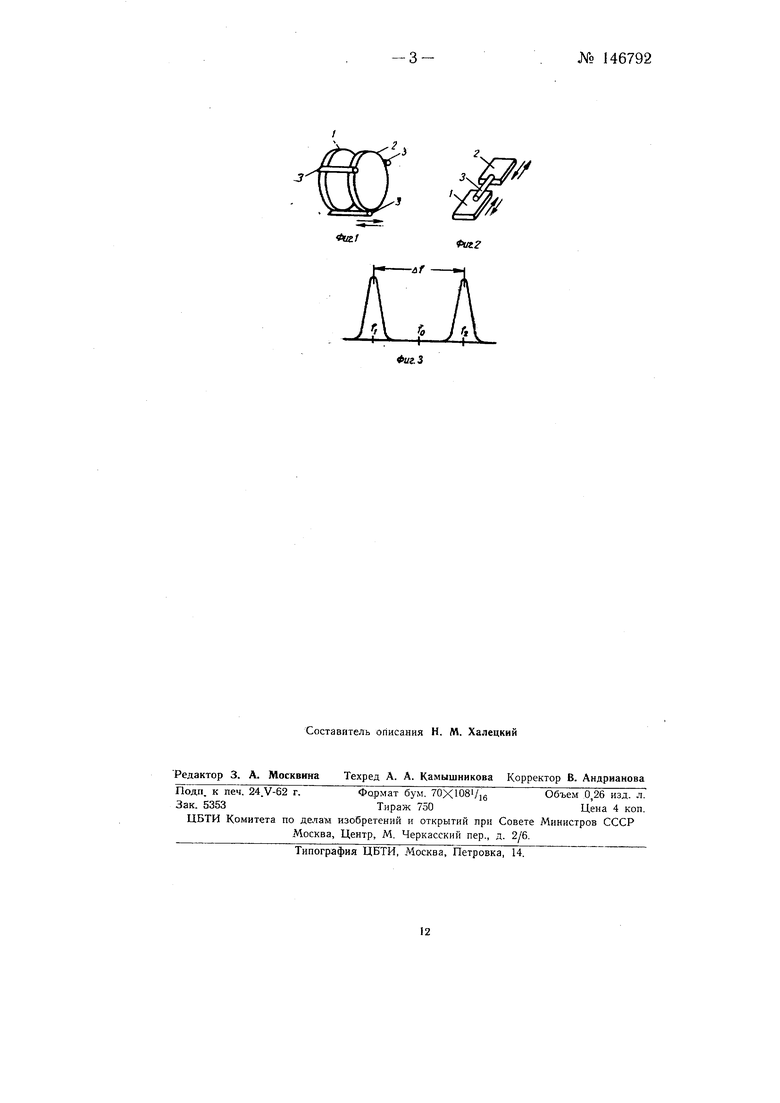
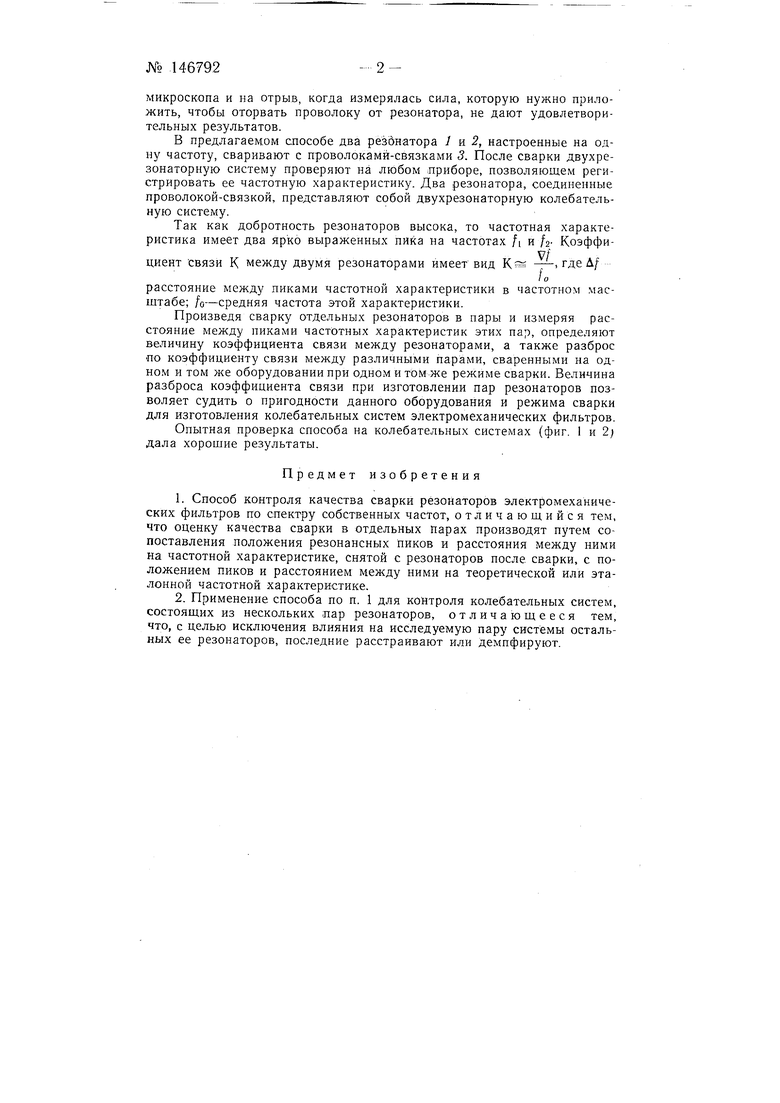
На фиг. 1 и 2 изображены дисковая и пластинчатая двухрезонаторные колебательные системы, где стрелками показано направление колебаний; на фиг. 3 - частотная характеристика с двумя пиками.
Для того чтобы правильно выбрать режим сварки, форму электрода, контактное давление и другие данные, необходимо иметь возможность правильно оценивать качество сварки. Применявщиеся до настоящего времени способы оценки сварки: визуальный при помощи
№146792- 2микроскопа и на отрыв, когда измерялась сила, которую нужно приложить, чтобы оторвать проволоку от резонатора, не дают удовлетворительных результатов.
В предлагаемом способе два рез&натора я 2, настроенные на одну частоту, сваривают с проволоками-связками 3. После сварки двухрезонаторную систему проверяют на любом приборе, позволяющем регистрировать ее частотную характеристику. Два резонатора, соединенные проволокой-связкой, представляют собой двухрезонаторную колебательную систему.
Так как добротность резонаторов высока, то частотная характеристика имеет два ярко выраженных пика на частотах /i и /2- Коэффициент связи К между двумя резонаторами имеет вид -, где Д/
расстояние между пиками частотной характеристики в частотном масштабе; /о-средняя частота этой характеристики.
Произведя сварку отдельных резонаторов в пары и измеряя расстояние между пиками частотных характеристик этих пар, определяют величину коэффициента связи между резонаторами, а также разброс по коэффициенту связи между различными парами, сваренными на одном и том же оборудовании при одном и том же режиме сварки. Величина разброса коэффициента связи при изготовлении пар резонаторов позволяет судить о пригодности данного оборудования и режима сварки для изготовления колебательных систем электромеханических фильтров.
Опытная проверка способа на колебательных системах (фиг. 1 и 2; дала хорошие результаты.
Предмет изобретения
1.Способ контроля качества сварки резонаторов электромеханических фильтров по спектру собственных частот, отличающийся тем, что оценку качества сварки в отдельных парах производят путем сопоставления положения резонансных пиков и расстояния между ними на частотной характеристике, снятой с резонаторов после сварки, с положением пиков и расстоянием между ними на теоретической или эталонной частотной характеристике.
2.Применение способа по п. 1 для контроля колебательных систем, состоящих из нескольких пар резонаторов, отличающееся тем, что, с целью исключения влияния на исследуемую пару системы остальных ее резонаторов, последние расстраивают или демпфируют.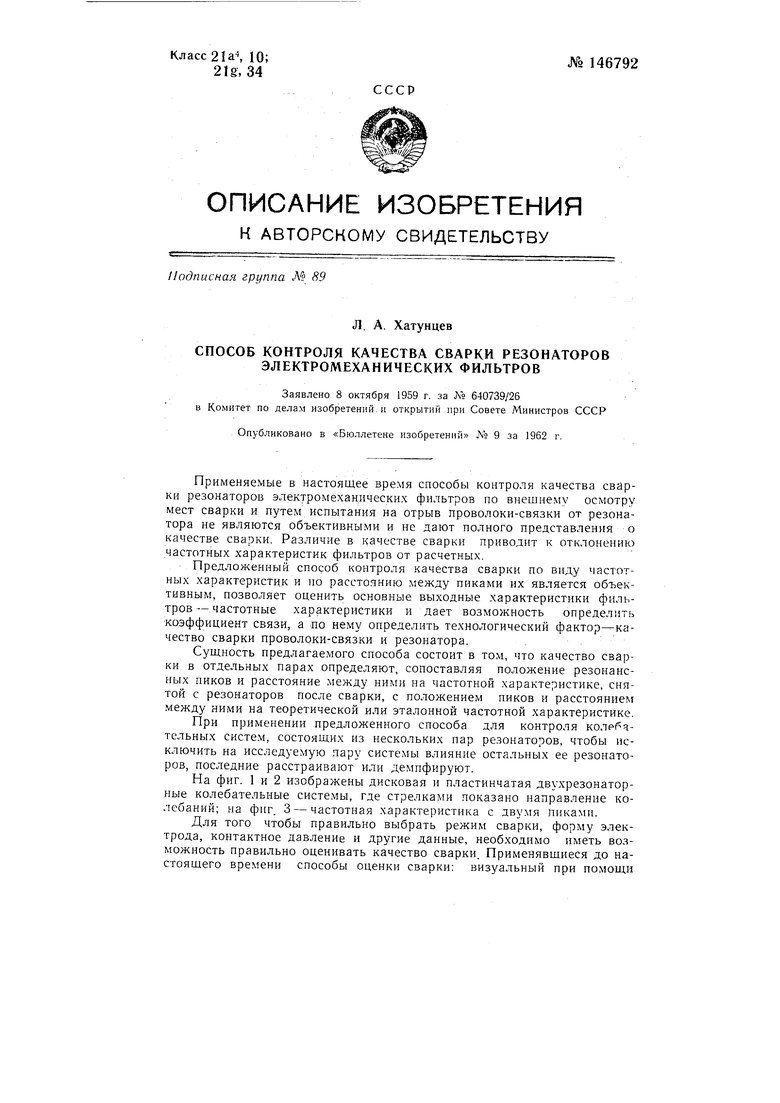
| название | год | авторы | номер документа |
|---|---|---|---|
| Электрод для точечной электрической сварки | 1960 |
|
SU135550A1 |
| Устройство для регистрации частотных характеристик узлов электромеханического фильтра | 1959 |
|
SU135523A1 |
| Полосовой электромеханический фильтр | 1961 |
|
SU148163A1 |
| Устройство для проверки резонансных характеристик механических резонаторов | 1959 |
|
SU129678A1 |
| Колебательная система электромеханического фильтра | 1974 |
|
SU553730A1 |
| Электромеханический фильтр | 1974 |
|
SU506114A1 |
| ЭЛЕКТРОМЕХАНИЧЕСКИЙ ПОЛОСОВОЙ ФИЛЬТР | 1965 |
|
SU174287A1 |
| Колебательная система электромеханического фильтра | 1991 |
|
SU1827711A1 |
| ПЬЕЗОЭЛЕКТРИЧЕСКИЙ ПРЕОБРАЗОВАТЕЛЬ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1997 |
|
RU2121241C1 |
| ЭЛЕКТРОМЕХАНИЧЕСКИЙ ФИЛЬТР | 1969 |
|
SU233801A1 |