В ряде случаев, в частности при изготовлении колебательных систем электромеханических фильтров с использованием точечной электрической сварки, требуется стабильность качества соединений в разных точках. Как известно, эта стабильность при импульсной электрической сварке определяется дозировкой энергии саарочного импульса. Из-за непостоянства от сварки к сварке контактного давления, переходного сопротивления и энергии дозированного сварочного импульса качество сварных соединений получается неодинаковым. Целью изобретения является устранение влияния разбросов по величинам контактного давления, переходного сопротивления и энергии сварочного импульса на качество соединений.
В соответствии с изобретением поставленная задача обеспечения большей идентичности сварных соединений решается путем использования при точечной электрической сварке электрода, наконечник которого в своей средней части снабжен ступенчатой выемкой, глубина которой рассчитана на заполнение ее объема свариваемым материалом при погружении в последний указанного наконечника.
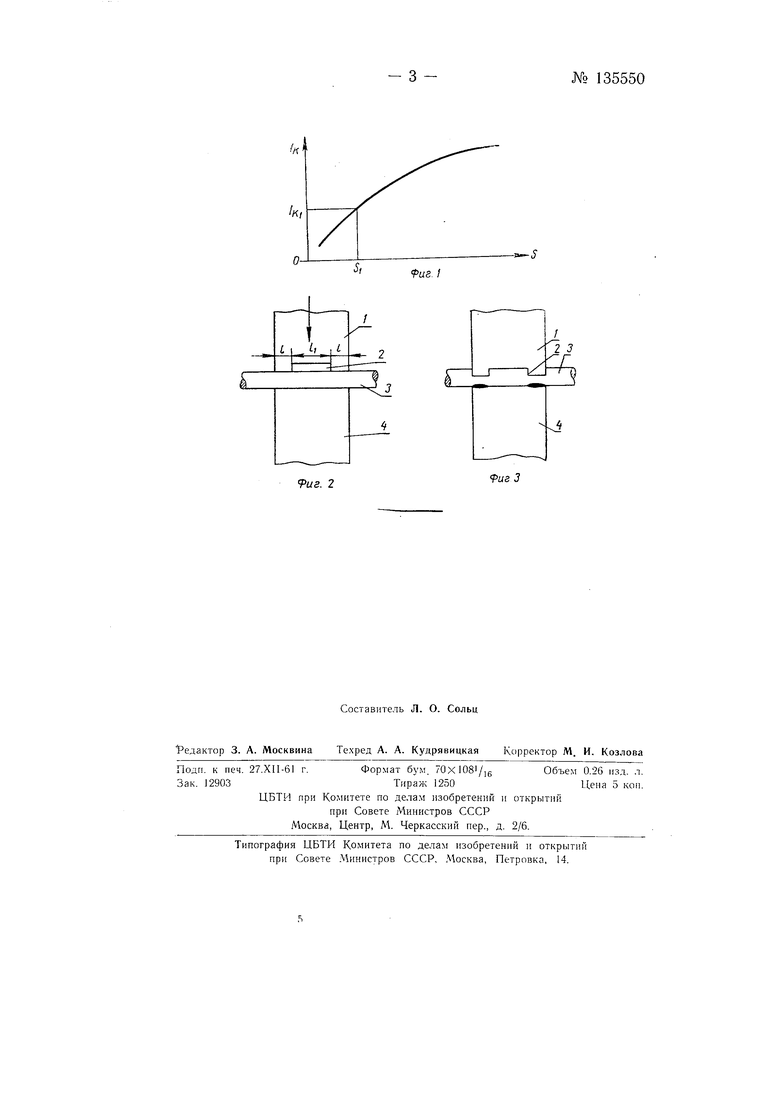
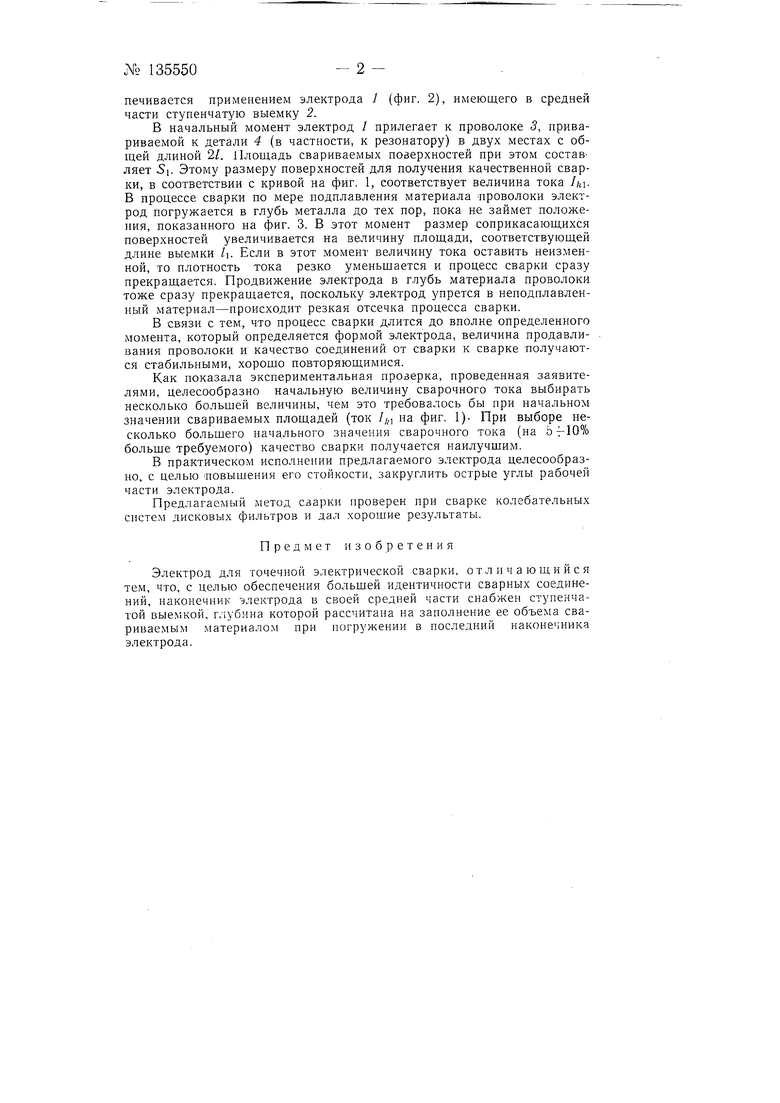
Фиг. 1 изображает кривую зависимости величины тока f/, необходимого для обеспечения качественной сварки, от размеров свариваемых поверхностей при постоянных значениях плотности тока, давления и длительности процесса; фиг. 2 и 3-положение предлагаемого электрода в начале и в конце процесса сварки.
Эффективность применения электрода указанного выше профиля поясняется следующими соображениями. Как видно из фиг. 1, при неизменной величине тока в процессе сварки в момент резкого (скачком) увеличения площади S контактного давления, плотность тока падает и процесс сварки прекращается. Получение этого режима сварки обес№ 135550- 2 печивается применением электрода / (фиг. 2), имеющего в средней части ступенчатую выемку 2.
В начальный момент электрод / прилегает к проволоке 3, привариваемой к детали 4 (в частности, к резонатору) в двух местах с общей длиной 21. Площадь свариваемых поверхностей при этом составляет 5i. Этому размеру поверхностей для получения качественной сварки, в соответствии с кривой на фиг. 1, соответствует величина тока IhiВ процессе сварки по мере подплавления материала проволоки электрод погружается в глубь металла до тех пор, пока не займет положения, показанного на фиг. 3. В этот момент размер соприкасающихся поверхностей увеличивается на величину площади, соответствующей длине выемки 1. Если в этот момент величину тока оставить неизменной, то плотность тока резко уменьщается и процесс сварки сразу прекращается. Продвижение электрода в глубь материала проволоки тоже сразу прекращается, поскольку электрод упрется в неподнлавленный материал-происходит резкая отсечка процесса сварки.
В связи с тем, что процесс сварки длится до вполне определенного момента, который определяется формой электрода, величина продавливания проволоки и качество соединений от сварки к сварке получаются стабильными, хорощо повторяющимися.
Как показала экспериментальная проверка, проведенная заявителями, целесообразно начальную величину сварочного тока выбирать несколько больщей величины, чем это требовалось бы при начальном значении свариваемых площадей (ток //,, на фиг. 1)- При выборе несколько большего начального значения сварочного тока (на больше требуемого) качество сварки получается наилучшим.
В практическом исполнении предлагаемого электрода целесообразно, с целью повышения его стойкости, закруглить острые углы рабочей части электрода.
Предлагаемый метод сйврки проверен при сварке колебательных систем дисковых фильтров и дал хорошие результаты.
Предмет изобретения
Электрод для точечной электрической сварки, отличающийся тем, что, с целью обеспечения большей идентичности сварных соединений, наконечник электрода в своей средней части снабжен ступенчатой выемкой, глубина которой рассчитана на заполнение ее объема свариваемым материалом при погружении в последний наконечника электрода.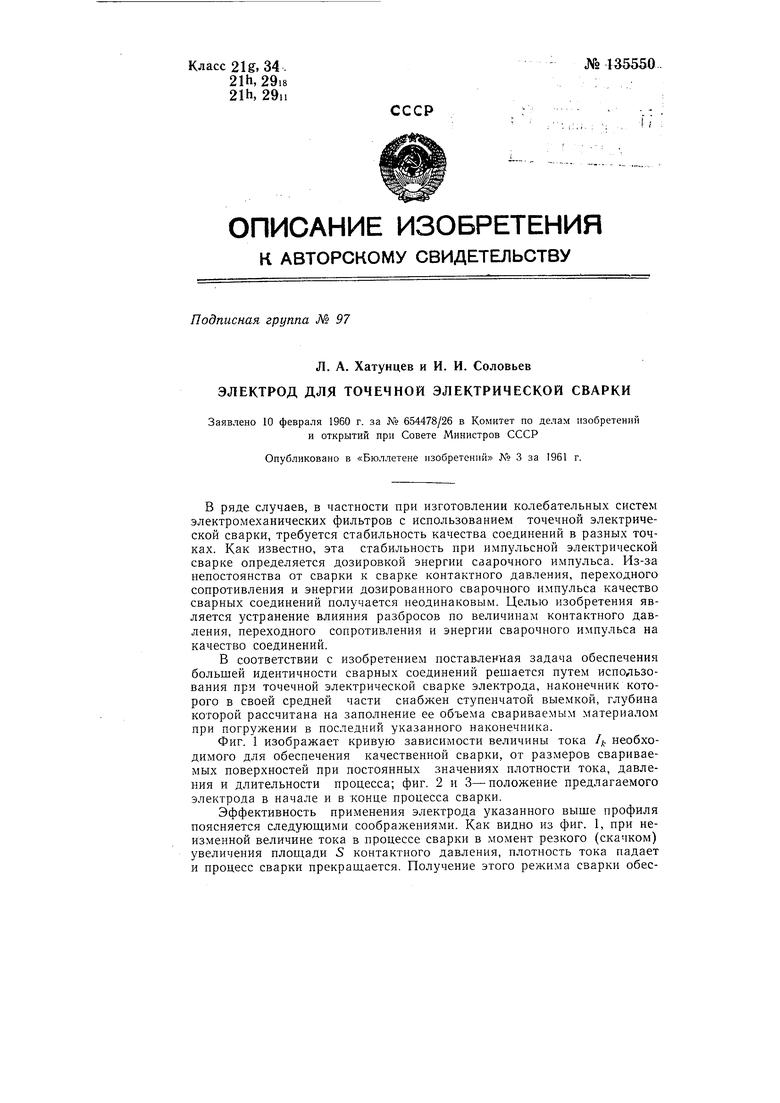
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ контроля качества сварки резонаторов электромеханических фильтров | 1959 |
|
SU146792A1 |
| Полосовой электромеханический фильтр | 1961 |
|
SU148163A1 |
| Способ электродуговой точечной сварки плавящимся электродом | 1984 |
|
SU1507548A1 |
| Способ торцового соединения проволочных преобразователей с механическими резонаторами электромеханических фильтров | 1959 |
|
SU131003A1 |
| СПОСОБ РЕГУЛИРОВАНИЯ ПРОЦЕССА КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ | 1991 |
|
RU2050237C1 |
| СПОСОБ КОНТАКТНОЙ ТОЧЕЧНОЙ МИКРОСВАРКИ | 2002 |
|
RU2225780C2 |
| СПОСОБ СВАРКИ ДИСТАНЦИОНИРУЮЩИХ РЕШЕТОК ТЕПЛОВЫДЕЛЯЮЩИХ СБОРОК ЯДЕРНЫХ РЕАКТОРОВ | 2003 |
|
RU2262755C2 |
| СПОСОБ АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ ПРОЦЕССА | 1970 |
|
SU265320A1 |
| Способ контактной точечной сварки | 1981 |
|
SU1030125A1 |
| СПОСОБ ДУГОВОЙ ТОЧЕЧНОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 1988 |
|
RU2102205C1 |