1
Изобретение относится к машиностроению, в частности к очистке поверхности изделий перед нанесением износостойких покрытий.
Цель изобретения - повышение качества очистки поверхности изделия и снижение износостойкости режуш,его инструмента.
Способ осу цествляют следуюшим образом.
Изделие, например, режуш,ий инструмент, на рабочую поверхность которого надо нанести износостойкое покрытие, загружается в камеру. Затем измельченная термообрабо- танная металлическая стружка с твердостью, равной твердости материала издev ия, увлекается воздушным потоком и направляется под давлением на очишаемую поверхность. Процесс очистки осушествляется за счет кинетической энергии удара стружки о поверхность изделия, способствуюшего снятию с нее различного вида загрязнений.
Поскольку твердости материалов стружки и изделия равны, деформации стружки на очишаемой поверхности не происходит, следовательно, отсутствуют ее следы на поверхности инструмента, и стойкость последнего увеличивается.
Процесс очистки сопровождается упругим контактом стружки и изделия с интенсивным усталостным разрушением и изнашиванием поверхностного слоя изделия и дроблением стружки на более .мелкие част- тицы.
Трудое.мкость способа, в частности время очистки, снижается за счет интенсификации процесса изнашивания поверхностного слоя изделия.
Если твердость стружки меньше предлагаемой величины, т.е. при контакте изделия с более мягкой металлической стружкой, су- шественно снижается качество очишенной поверхности из-за наличия на ней следов материала стружки, что уменьшает стойкость инструмента, а также увеличивается время очистки.
Если используют стружку с большей твердостью, чем твердость очищаемой поверхности изделия, происходит интенсивное микрорезание последней, что увеличивает шероховатость поверхностного слоя изделия на I-2 класса чистоты поверхности. Покрытие, нанесенное на такую поверхность, имеет низкие адгезионные свойства, а стойкость инструмента сушественно снижается.
(Л
4 Ю
сд
ел
Очистку проводят до получения ювениль- но-чистой поверхности на изделиях. Время очистки зависит от степени загрязненности поверхности инструмента и ограничивается получением на очищаемой поверхности бле- стящей поверхности с шероховатостью, соответствующей 7-8-му классу чистоты.
Стружку для очистки получают при обработке изделий из углеродистых, инструментальных или легированных конструктивных сталей.
Термообработку стружки осуществляют по стандартной технологии, обеспечивающей ее твердость в пределах 62-64 HRC.
Пример. Очистке предложенным способом подвергалась партия концевых фрез в количестве 50 щт. размером по наружному диаметру 20 мм и общей длиной 145 мм. Фрезы были изготовлены из быстрорежущей стали Р6М5 и имели твердость 62 HRC. Первую партию фрез загружали в камеру уста- новки Г-93А. Стружку из углеродистой стали У12, термообработанной до твердости 62 HRC, со средним размером частиц Ixlx х1 мм увлекали сжатым воздухом под давлением 0,5 МПа и направляли на рабочие поверхности концевых фрез. Термообработка стружки осуществлялась по стандартной технологии: закалка при 780°С, отпуск при 160°С в течение 1 ч. Через 10 мин очистки концевые фрезы имели юьенильно-чистую работу поверхность с щероховатостью, соответ- ствующей 7-8-му классу чистоты.
На очищенные предлагаемым способом концевые фрезы было нанесено износостойкое покрытие из нитрида титана известным способом конденсации вещества ионной бомбардировкой (метод КИБ). Затем инстру- мент с износостойким покрытием подвергался испытаниям на стойкость при фрезеровании заготовок из стали 45 (НВ 187). Размеры заготовок 140x140x500 мм. Испытания проводили на режиме резания со скоростью
V 50 м/мин с подачей на зуб ,05 мм при глубине резания t 2 мм и щирине фрезерования В 5 мм.
Кроме того, была очищена партия тех же фрез по способу-прототипу, т.е. с подачей в камеру установки Г-93А под давлением 0,5 МПа стружки из углеродистой стали У12, Являющейся отходами промышленного производства и имеющей твердостью 30 HRC, т.е. не подвергнутой предварительной термообработке.
Была очищена также партия тех же фрез. стружки из стали У12, подвергнутой термообработке на режимах, обеспечивающих ее твердость выше и ниже 62 HRC.
На очищенные фрезы были нанесены износостойкие покрытия из нитрида титана методом КИБ, а затем проведены их сравнительные испытания.
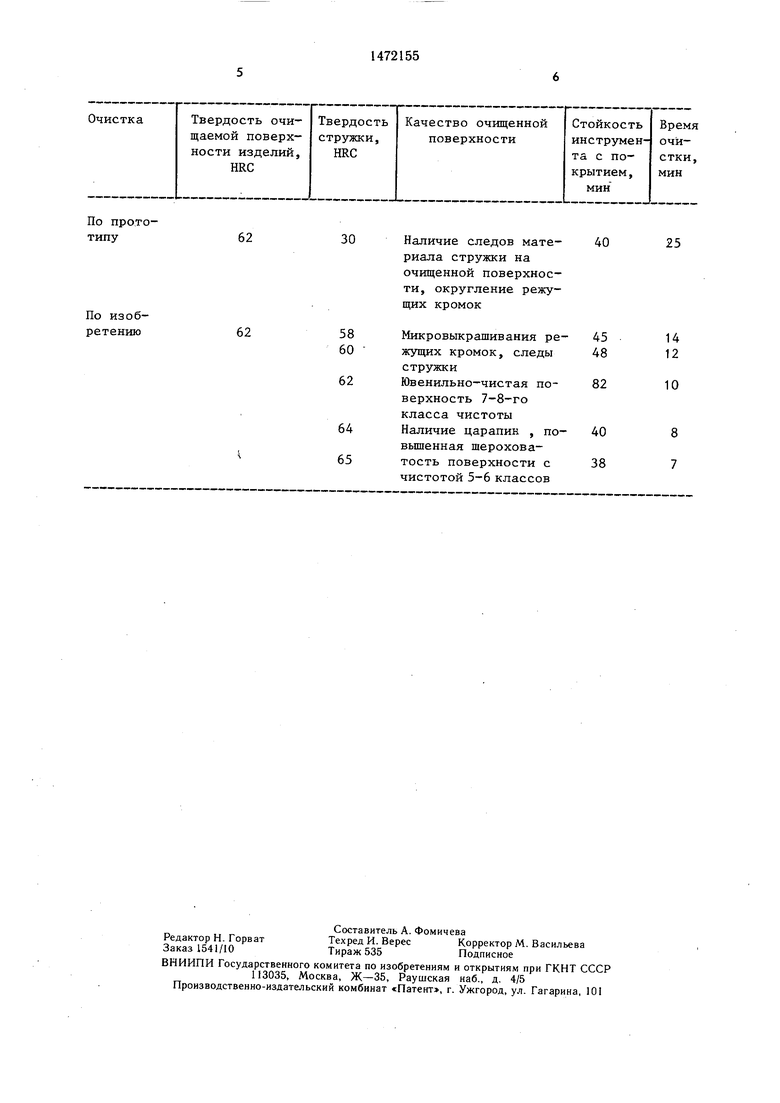
Результаты испытаний представлены в таблице.
Технико-экономическая эффективность способа заключается в повышении стойкости инструмента с покрытием в среднем в 2 раза, повышении качества очистки по сравнению с прототипом. Кроме того, предложенный способ менее трудоемок, чем способ-прототип, поскольку сокращается вр емя очистки в среднем в 2 раза.
Формула изобретения
Способ очистки поверхности металлических изделий, заключающийся в механическом воздействии иа очищаемую поверхность абразивным материалом в виде металлической стружки, отличающийся тем, что, с целью повышения качества очистки и повышения износостойкости режущих инструментов из стали,металлическую стружку предварительно подвергают термообработке до твердости, равной твердости поверхности материала режущего инструмента.
По прототипу
62
По изобретению
62
30 Наличие следов мате- 40 риала стружки на очищенной поверхности, округление режущих кромок
58 Микровыкрашивания ре- 45 60 жущих кромок, следы 48
стружки 62 Ювенильно-чистая по- 82
верхность 7-8-го
класса чистоты
64Наличие царапин , по- 40 вьшенная шерохова65тость поверхности с 38 чистотой 5-6 классов
25
14 12
10
8 7
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ очистки поверхности изделия | 1988 |
|
SU1600855A1 |
| ИГЛО-УПРОЧНЯЮЩАЯ ФРЕЗА ДЛЯ ОБРАБОТКИ ВИНТОВ С ПОЛУОТКРЫТОЙ ПОВЕРХНОСТЬЮ | 2008 |
|
RU2366546C1 |
| КОМБИНИРОВАННЫЙ СПОСОБ ИГЛОФРЕЗЕРОВАНИЯ С УПРОЧНЕНИЕМ ВИНТОВ С ПОЛУОТКРЫТОЙ ПОВЕРХНОСТЬЮ | 2008 |
|
RU2363564C1 |
| ИЗНОСОСТОЙКОЕ ТВЕРДОЕ ПОКРЫТИЕ ДЛЯ ЗАГОТОВКИ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2008 |
|
RU2450081C2 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЙ В ВАКУУМЕ НА ИЗДЕЛИЯ ИЗ ЭЛЕКТРОПРОВОДНЫХ МАТЕРИАЛОВ И ДИЭЛЕКТРИКОВ | 2009 |
|
RU2409703C1 |
| СПОСОБ ЭЛЕКТРОЭРОЗИОННОГО БОРИРОВАНИЯ ПОВЕРХНОСТИ ДЕТАЛИ ИЗ СТАЛИ И ЧУГУНА | 2007 |
|
RU2421307C2 |
| Способ нанесения покрытий на твердые сплавы | 2015 |
|
RU2615941C1 |
| СЛЕСАРНО-МОНТАЖНЫЙ РУЧНОЙ ИНСТРУМЕНТ И СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ИНСТРУМЕНТА | 2007 |
|
RU2354717C1 |
| Способ изготовления инструмента с напаянными пластинами из быстрорежущей стали | 1977 |
|
SU734302A1 |
| МНОГОСЛОЙНОЕ КОМПОЗИЦИОННОЕ ПОКРЫТИЕ С НАНОКРИСТАЛЛИЧЕСКОЙ СТРУКТУРОЙ НА РЕЖУЩЕМ ИНСТРУМЕНТЕ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2009 |
|
RU2413790C2 |
Изобретение относится к области машиностроения ,в частности, к области очистки поверхности изделия перед нанесением на них износостойких покрытий и обеспечивает повышение качества очистки поверхности изделий и снижение износостойкости изделия. Очистку поверхности изделия осуществляют измельченной стружкой, предварительно термообработанной до твердости, равной твердости материала очищаемого изделия, которая подается на очищаемую поверхность.
| Козлов Ю | |||
| С | |||
| и др | |||
| Очистка изделий в машиностроении | |||
| М.: Машиностроение, 1982, с | |||
| Огнетушитель | 0 |
|
SU91A1 |
