(21)4275159/24-07
(22)01.07.87
(46) 23.04.89. Бкш. № 15 ,(71) Всесоюзный научно-исследовательский, проектно-конструкторский и технологический институт низковольтного аппаратостроения (72) С.К.Гнатовский, Н.А.Ильина, И.В.Маца, Р.С.Хмельницкий, И.Г.Шкловский и Я.Н.Шнайдер
(53)621.316.923 (088.8)
(56)Патент США № 3838375, кл. Н 01 Н 85/18, 1975.
Авторское свидетельство СССР № 184026, кл. Н 01 Н 69/02, 1986.
(54)СПОСОБ ИЗГОТОВЛЕНИЯ ПЛАВКОГО ПРЕДОХРАНИТЕЛЯ
(57)Изобретение относится к низковольтному электроаппаратостроению. Целью изобретения является повышение качества сушки и уменьшение времени процесса сушки плавкого предохранителя. Согласно предложенному способу твердый наполнитель получают путем пропитки сыпучего наполнителя раствором неорганического связывающего вещества, в частности жидкого стекла. Затем предохранитель сушат путем пропускания через него номинального электрического тока. Недостаточно прогретые области, расположенные . вблизи контактных выводов, сушат путем нагрева контактных выводов предохранителя со скоростью 2,5-5,5°С/мин и заканчивают при достижении темпера- туры контактных выводов . ил.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления плавкого предохранителя с твердым наполнителем | 1984 |
|
SU1184026A1 |
| Плавкий предохранитель | 1983 |
|
SU1159085A1 |
| ПЛАВКИЙ ПРЕДОХРАНИТЕЛЬ | 2001 |
|
RU2181513C1 |
| Плавкий элемент предохранителя | 1985 |
|
SU1275580A1 |
| Стреляющий предохранитель | 1983 |
|
SU1092595A1 |
| МНОГОФАЗНЫЙ ПРЕДОХРАНИТЕЛЬ-ВЫКЛЮЧАТЕЛЬ-РАЗЪЕДИНИТЕЛЬ (ПВР), ОБЕСПЕЧИВАЮЩИЙ ЗАЩИТУ ОТ ПЕРЕГРУЗОК И КОРОТКОГО ЗАМЫКАНИЯ (КЗ) | 2007 |
|
RU2352012C1 |
| Плавкий предохранитель | 1985 |
|
SU1275581A1 |
| Плавкий предохранитель | 1983 |
|
SU1138850A1 |
| ПЛАВКИЙ ПРЕДОХРАНИТЕЛЬ | 1998 |
|
RU2138093C1 |
| Плавкий предохранитель | 1981 |
|
SU957313A1 |
Изобретение относится к низковольтному электроаппаратостроению. Целью изобретения является повышение качества сушки и уменьшение времени процесса сушки плавкого предохранителя. Согласно предложенному способу твердый наполнитель получают путем пропитки сыпучего наполнителя раствором неорганического связывающего вещества, в частности жидкого стекла. Затем предохранитель сушат путем пропускания через него номинального электрического тока. Недостаточно прогретые области, расположенные вблизи контактных выводов, сушат путем нагрева контактных выводов предохранителя со скоростью 2,5-5,5°с с/мин и заканчивают при достижении температуры контактных выводов 150 ± 15°с. 1 ил.
1
Изобретение относится к области низковольтного аппаратостроения, в частности к способам изготовления плавких предохранителей.
Целью изобретения является повышение качества сушки плавкого предохранителя и уменьшение времени процесса сушки.
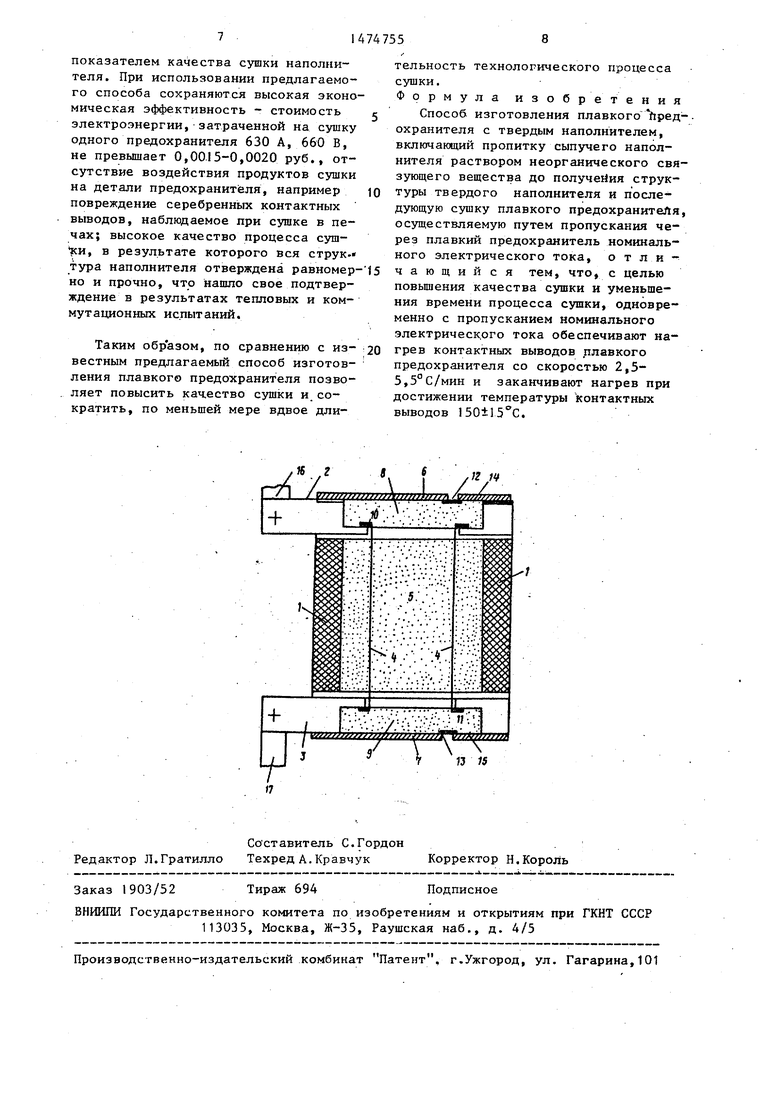
На чертеже показан плавкий предохранитель, на котором реализуется предлагаемый способ.
Плавкий предохранитель содержит корпус 1, верхний контактный вывод 2 и нижний контактный вывод 3, плавкие элементы 4, наполнитель 5, верхнюю крышку 6 и нижнюю крышку 7, верхнюю торцевую область 8 и нижнюю торцевую область 9 наполнителя, места 10
приварки плавких элементов 4 к верхнему контактному выводу 2 и места I1 приварки к нижнему контактному выводу 3, В крышках 6 и 7 имеются отверстия 12 и 13, закрытые сетками 14 и 15. Ток подводится шинами 16 и 17. После окончания сушки отверстия 12 и 13 закрывают заглушками.
Сущность способа заключается в следующем.
После сборки, засыпки и заливки предохранитель устанавливают в приспособлении так, чтобы выводы 2 и 3 контактировали соответственно с шинами 16 и 17, и включают ток, который не должен превышать номинальный для данного плавкого элемента. Величину тока подбирают экспериментально,
М
СЛ
сд
J14
ходя из имеющихся шин. Сушка наполнителя 5 - кварцевого песка, пропитанного водным раствором жидкого - стекла, посредством пропускания электрического тока через предохранитель является эффективным и дешевым технологическим процессом. При этом за счет нагрева наполнителя 5 изнутри обеспечиваются благоприятные условия для выхода удаляемых компонентов связывающего вещества в жидкой и газообразной фазах и достигается высокое «качество сушки и затвердевания наполнителя в областях, контактирующих с плавкими элементами 4 предохранителя, в случае j когда ленточные плавкие элементы расположены симметрично относительно центральной оси корпуса по всему периметру.
При прохождении электрического тока плавкие элементы нагреваются до температуры 180 200°С, что вполне достаточно для сушки и отверждения не только наполнителя, находящегося в непосредственном контакте с плавкими элементами, но также и наполнителя, находящегося дальше от плавких элементов в радиальном направлений вплоть до боковой поверхности корпуса. Если имеются области по этому периметру, где ленточных элементов нет, то соответствующие им объемы наполнителя не нагреваются до температуры, достаточной для отверждения структуры наполнителя.
Вместе с тем нагрев плавких элементов 4 оказывает небольшое влияние на нагрев и отверждение наполнителя 5, находящегося в торцевых частях 8 и 9 в зоне, идущей от крышки 6 или 7 вглубь по оси предохранителя на расстоянии 9-15 мм. Надежного отверждения наполнителя, находящегося в торцевых частях, можно достичь, если обеспечить нагрев контактных выводов 2 и 3 предохранителя до определенной температуры и с определенной скоростью. Необходимой для решения задачи является температура контактных выводов 2 и 3 150115°С. Это обусловлено тем обстоятельством, что торцевые части 8 и 9 наполнителя, требующие отверждения, непосредственно контактируют с контактными выводами 2 и 3 предохранителя на достаточно большой площади поверхности и, значит, испытывают соответствующее тепловое воздействие от них.
554
Как показали эксперименты указанной температуры достаточно для надежного отверждения торцевых частей 8 и 9 наполнителя 5, если интенсивность подачи теплоносителя к контактным выводам 2 и 3 обеспечивает скорость повышения температуры этих выводов в пределах 2,5-5,5°С/мин. В
принципе, подачу тепла к контактным выводам 2 и 3 можно осуществить различными способами, например с помощью независимого нагревателя с прямым нагревом, индукционного нагревателя и т.п. Простейшим является способ, который позволяет реализовать указанные условия посредством выбора определенным образом сечения и площади поверхности токоподводящих шин
16 и 17, к которым подсоединяются
контактные выводы 2 и 3 предохранителя перед пропусканием через предохранитель номинального тока. Если использовать шины, сечение и площадь
поверхности которых выбраны в соответствии с величиной номинального тока (например, сечением 500-600 ммг для 1Н 630 А)5 то требуемый эффект не будет достигнут. Это связано с
тем, что максимальная температура, допускаемая на контактных выводах предохранителя, не должна превышать 120-130°С и эта температура достигается не ранее чем через 3-4 ч, требуемые для выхода на установившийся режим работы предохранителя. Поэтому для достижения поставленной цели использовали подводящие шины 16 и 17 сечением 30-300 ммг9 в результате чего плотность тока в этих шинах в 2-10 раз превышала номинальную плотность, используемую при эксплуатации предохранителей. При этом часть площади поверхности шины, определяемая
отношением толщины и ширины шин, такая же, как и при выборе их для .номинального режима (обычно толщина шины 5 или 10 мм, ширина 20-60 мм), однако длина каждой предлагаемой шины
в 2-3 раза меньше по сравнению с ис пользуемой в номинальном режиме (обычно равной 500 мм). В проведенных исследованиях использовали и медные, и алюминиевые подводящие шины.
Заданная температура 150tl5°C, достигаемая в конце процесса сушки, должна регулироваться только за счет сечения шин и поверхности их охлаждения (длины) без варьирования переход51
ными сопротивлениями контактов, которое должно обеспечиваться стабильным Найденное экспериментально значение температуры определяется следующими факторами. Если выбрать значение, меньше нижнего предела, т.е. ниже 135°С, то центральная зона торцевой части наполнителя 5 при прочих равных условиях окажется недостаточно прокаленной и затвердение наполнителя 5 не будет достигнуто. § то же время в указанных пределах температуры обеспечивается полное эй твердение структуры. Выход за верхний предел температуры 165°С не допустим, поскольку он может привести к повреждению перешейков и мест 10 и 11 приварки плавких элементов 3 из
за их перегрева; кроме того, при этом 20 раллельно или последовательно-паралвозникают трудности обеспечения стабильности свойства токоподводящих шин 16 и 17, которые в этом случае сильно перегреваются. Весьма важное начение имеет скорость нагрева контактных выводов 2 и 3. Наименьшая скорость нагрева, равная 2,5°С, соответствует, например, при нагрузке током 630 А нагреву контактных выводов 2 и 3 до установленной температуры за 1 ч при использовании подводящих шин 16 и 17 наибольшего сечения 300 мм2. При меньшей скорости нагрева длительность процесса сушки существенно возрастает, что не позволит получить требуемую производительность в промышленном производстве; кроме того, если в этом случае не будет достигнута необходимая температура контактных выводов 2 и 3, то и качество сушки окажется неудовлетворительным. При чрезмерно большой скорости нагрева, выходящей за величину 5,5°С/мин, возникают две серьезные проблемы. Первая состоит в том, что при такой высокой скорости, когда требуемая температура достигается за 25-30 мин, вся масса предохранителя (а при I н 630 A, UH 660 В она составляет 1100-1200 г) не успеет полностью прогреться и равномерное по всему объему прокаливание и отверждение наполнителя 5 не будут достигнуты. Вторая проблема вызвана тем, что указанная высокая скорость получается при использовании токопроводящих шин 16 и 17 наименьшего сечения 30 ммг, температура которых при этом может достичь 200-3jDO°C
и превысить допустимое по условиям эксплуатации значение.
Подсоединение контактных выводов 2 и 3 предохранителя к токопроводя- щнм шинам 16 и 17 может быть осуществлено любым из известных способов, например болтовым подсоединением, с применением контактов на основании (типа губки ), каким-либо специальным способом, например с подпружинив анием, в зависимости от формы контактных выводов 2 и 3 предохранителя, объема производства я др. 5 Для обеспечения высокой производительности можно осуществлять одновременно сушку группы предохранителей, которые могут быть соединены друг с другом последовательно, палельно. Наиболее простое и надежное - последовательное соединение нескольких предохранителей. При соблюдении предлагаемых требований количество
предохранителей, которые можно одновременно сушить, не ограничивается.
Предлагаемый способ может быть использован не только для предохранителей с естественным охлаждением,
как правило, на токи до 800 А, имеющих уголковые, фланцевые и т.п. выводы, но также и для предохранителей таблеточного типа на токи свыше 100 А с лоскими выводами.
В принципе положение предохрани- . теля в процессе сушки жестко не регламентируется. Целесообразно располагать его с отверстием, которое закрывают сеткой, вниз для облегчения
выхода части связывающего вещества в жидкой фазе в процессе сушки, при этом в верхней крышке все отверстия заглушены. Возможны и другие варианты вплоть до снятия верхней крышки
пер.ед сушкой. Контроль качества сушки предлагаемым способом может проводиться различными методами. Простейший из них - путем взвешивания предохранителя до заливки и после
сушки. Удовлетворительной можно считать сушку, в результате которой увеличение веса предохранителя не превышает 2,0-2,5% от исходного веса наполнителя. Кроме того, как разовый
контроль, можно использовать механическое разрушение предохранителя. Результаты тепловых, циклических и коммутационных испытаний предохранителей также служат специфическим
показателем качества сушки наполнителя. При использовании предлагаемого способа сохраняются высокая эконо мическая эффективность - стоимость электроэнергии, затраченной на сушку одного предохранителя 630 А, 660 В, не превышает 0,0015-0,0020 руб., отсутствие воздействия продуктов сушки на детали предохранителя, например повреждение серебренных контактных выводов, наблюдаемое при сушке в печах; высокое качество процесса суш- ки, в результате которого вся струк-« тура наполнителя отверждена равномер но и прочно, что нашло свое подтверждение в результатах тепловых и коммутационных испытаний.
Таким обр азом, по сравнению с известным предлагаемый способ изготовления плавкого предохранителя позволяет повысить качество сушки и. сократить, по меньшей мере вдвое дли№ 2
гА /.„АL..../JZ,
.. i f Y/ff 4r flV(f(biHf wmiSb
/.-16-: ;;./;.
+
+
Г
Составитель С.Гордон Редактор Л.Гратилло Техред А.Кравчук Корректор Н.Король
Заказ 1903/52
Тираж 694
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., д. А/5
тельность технологического процесса
сушки.
Формула изобретения
5 Способ изготовления плавкого пред-. охранителя с твердым наполнителем, включающий пропитку сыпучего наполнителя раствором неорганического связующего вещества до получения струк10 туры твердого наполнителя и последующую сушку плавкого предохранителя, осуществляемую путем пропускания через плавкий предохранитель номинального электрического тока, о т л и - 15 чающийся тем, что, с целью повышения качества сушки и уменьшения времени процесса сушки, одновременно с пропусканием номинального электрического тока обеспечивают на20 грев контактных выводов плавкого предохранителя со скоростью 2,5- 5,5°С/мин и заканчивают нагрев при достижении температуры контактных выводов 150±15°С.
АL
(f(biH
/.-16-: ;;./;.
Ш.:ЯХШ± 3
. -11|-и , S(ffJrrtjjfffff/J{ V/rm
J
rrff/P VtrAri)/rrrrr
П 15
Подписное
