ю
.IT 
| название | год | авторы | номер документа |
|---|---|---|---|
| Крышка металлической банки | 1986 |
|
SU1500149A3 |
| Устройство для ориентации поворачиванием вокруг центральной оси торцовых панелей металлических консервных банок | 1987 |
|
SU1632368A3 |
| Устройство для укупорки сосудов съемными крышками | 1985 |
|
SU1398769A3 |
| Закупоривающая машина для установки съемных крышек на сосуды | 1983 |
|
SU1537132A3 |
| Корпус банки | 1991 |
|
SU1838198A3 |
| Насадок для разъемного соединения патрубка наполнительной машины с емкостью | 1983 |
|
SU1355117A3 |
| Цельная пластмассовая крышка для емкости | 1984 |
|
SU1391491A3 |
| КРУГЛАЯ МЕТАЛЛИЧЕСКАЯ КРЫШКА С ПОЛЕМ | 1968 |
|
SU212889A1 |
| УКУПОРОЧНОЕ СРЕДСТВО С ОТКИДНЫМ КОЛПАЧКОМ И КЛАПАНОМ УТИНЫЙ НОС ДЛЯ СЖИМАЕМОЙ ЕМКОСТИ | 2010 |
|
RU2506486C2 |
| ДВУХКАМЕРНЫЙ ПИЩЕВОЙ КОНТЕЙНЕР | 2014 |
|
RU2549085C1 |
Изобретение относится к таре, а именно к торцам металлических банок, предназначенных для хранения газированных напитков. Цель изобретения - повышение герметичности путем обеспечения способности сопротивления утечке при воздействии внутреннего давления. В центральной панели 1 выполнено отверстие 2, окруженное направленным внутрь фланцем 3 под углом 80-120° к плоскости центральной панели и имеющим плоскую торцовую поверхность 4. Расположенная снизу сторона торца металлической банки имеет покрытие из пластика 5. Толщина пластика крышки под плоской торцовой поверхностью 4 отогнутого внутрь фланца лежит в диапазоне 0,08-0,5 мм. 14 з.п. ф-лы, 30 ил.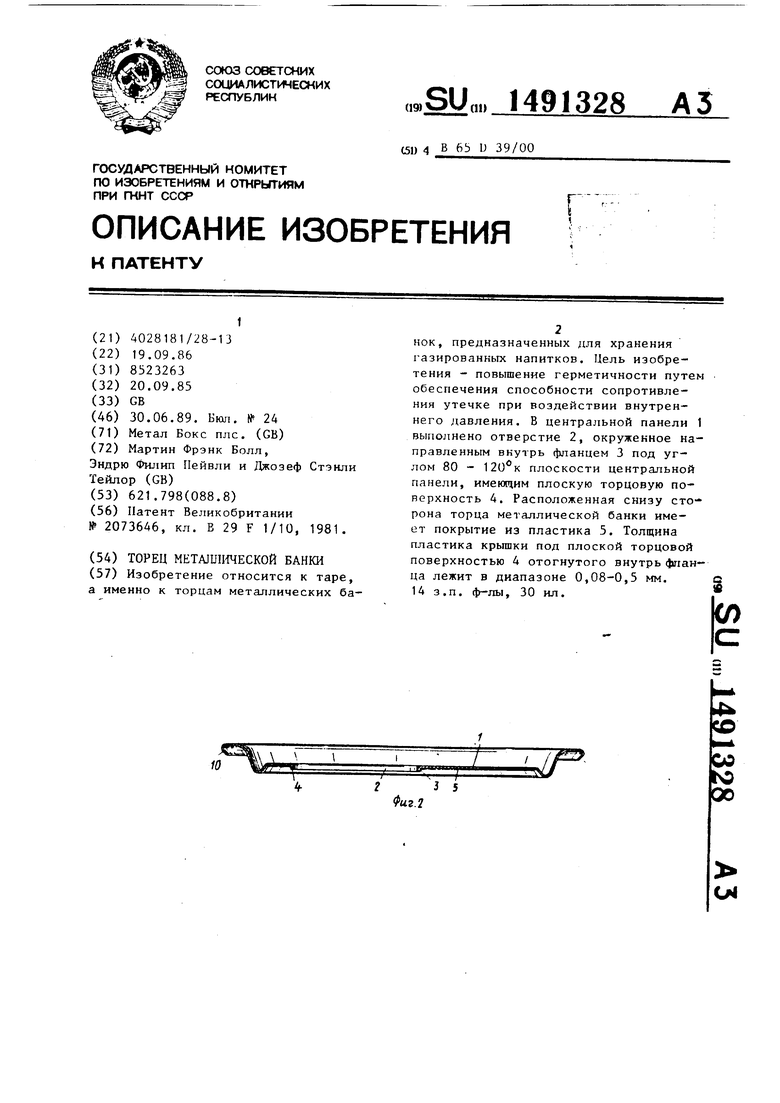
2 3 5 Фиг.2
О4
314
Изобретение относится к таре, а именно - к торцам металлических банок, предназначенных для хранения газированных напитков. Горец банки, имеющий отверстие, обеспечивает малую утечку содержимого при его хранении или тепловой обработке.
Цель изобретения - повышение герметичности путем обеспечения способ- ности сопротивления утечке при воздействии внутреннего давления.
Выполнение пластика крышки, размещенного под плоской торцовой поверхностью отогнутого вовнутрь фланца, толщиной 0,08 - 0,5 мм обеспечит сопротивление искажению формы крышки, возникающему в результате текучести при температуре не менее .
На фиг. 1 изображен торец металли- ческой банки, поперечное сечение; на фиг. 2 - то же, с отверстием и фланцем отверстия; на фиг. 3 - то же, вид сверху; на фиг. 4 - процесс ин- жекционной отливки крышки на торец банки; на фиг. 5 - торец банки с крьш кой, noiTepe4Hoe сечение; на фиг. 6 - 8 - фланец отверстия, варианты выполнения (поперечное сечение); на фиг.9 торец банки, вид сверху; на фиг.10 и 11 - то же, с открытой крышкой; на фиг. 12 - то же, под действием внутреннего давления на торец банки; на фиг. 13 - торец банки с двумя отверстиями; на фиг. 14 - то же, с от- литой на торце крьш1кой; на фиг. 15
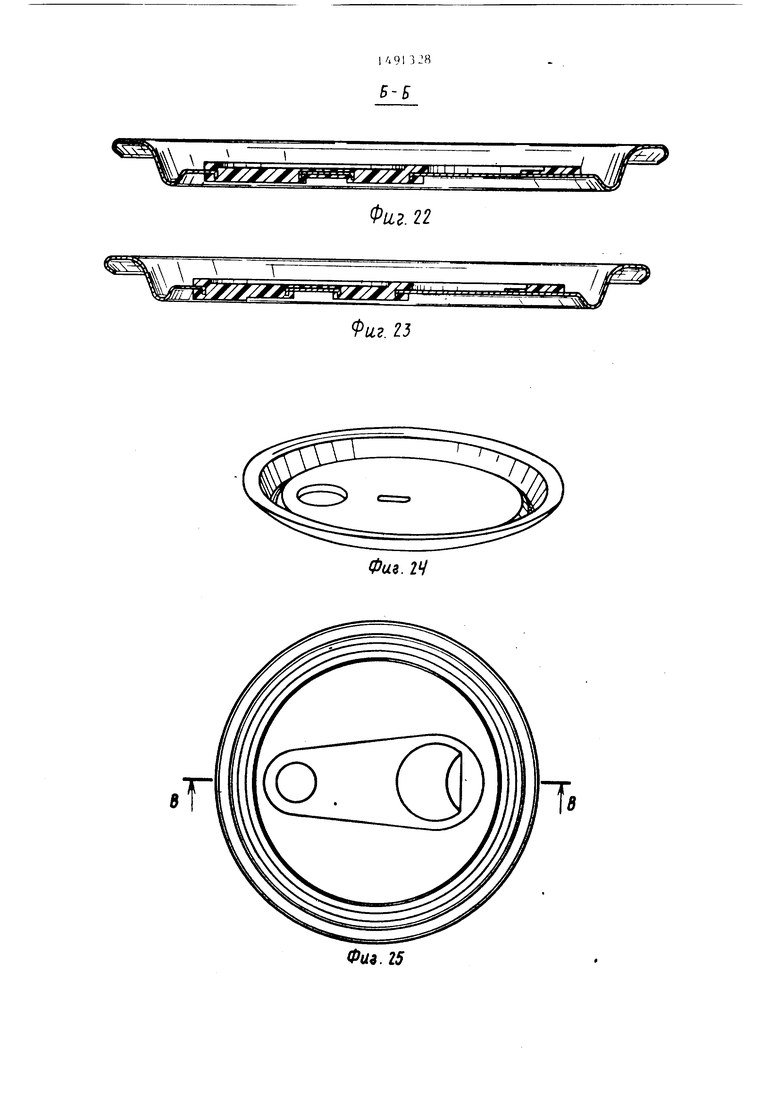
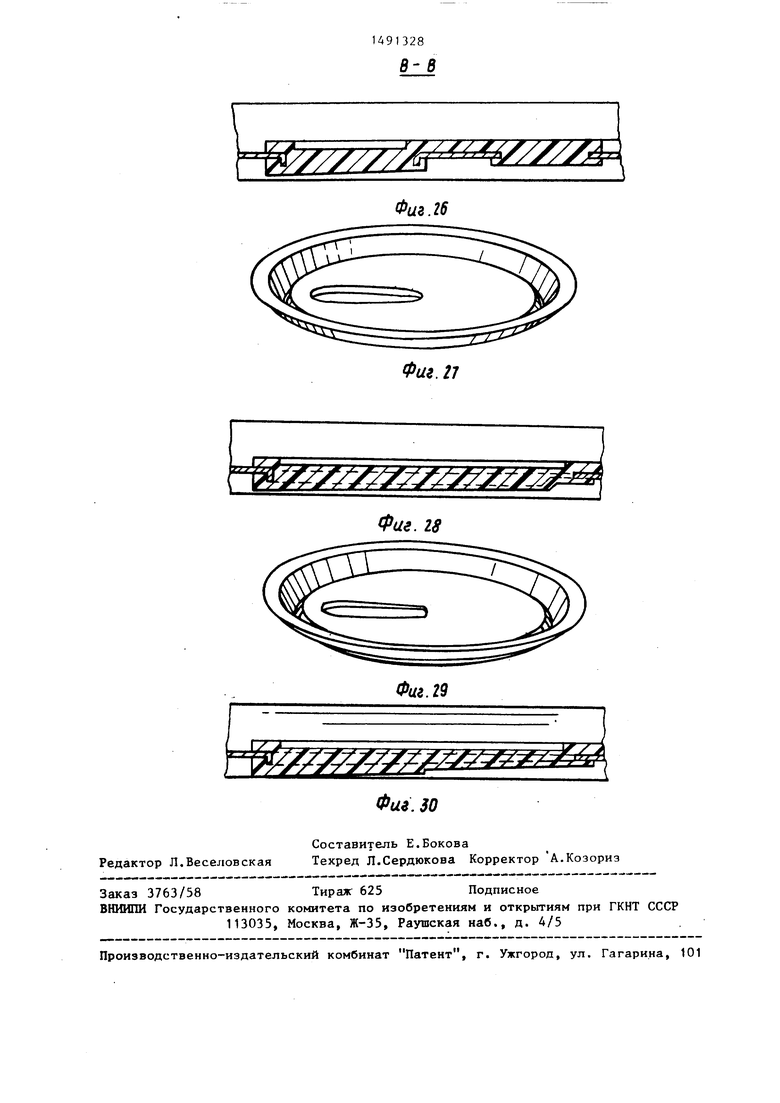
то же, поперечное сечение; на фиг. 16 то же, с открытой крьш1кой; на фиг. 17 торец банки, вариант выполнения; на фиг. 18 - то же, с отлитой пластмас- совой крышкой; на фиг. 19 - сечение А-А на фиг. 18; на фиг. 20 - торец банки, вариант выполнения; на фиг. 21 то же, с отлитой пластмассовой кой; на фиг. 22 - сечение Б-Б на фиг, 21; на фиг. 23 торец банки, вариант выполнения (.поперечное сечение); на фиг. 24 - то же, общий вид; на фиг. 25 - то же, вид сверху по фиг. 24; на фиг. 26 - сечение В-В на фиг. 25; на фиг. 27 - торец банки, вариант вьтолнения (об1 щй вид); на фиг. 28 - то же, торец с отлитой крьппкой частичное сечение; на фиг. 29- торец банки (вариант по фиг. 17), обпщй вид; на фиг. 30 - то же, с отлитой крышкой, частичное сечение.
Торец металлической банки содержит центральную панель 1, выполненное
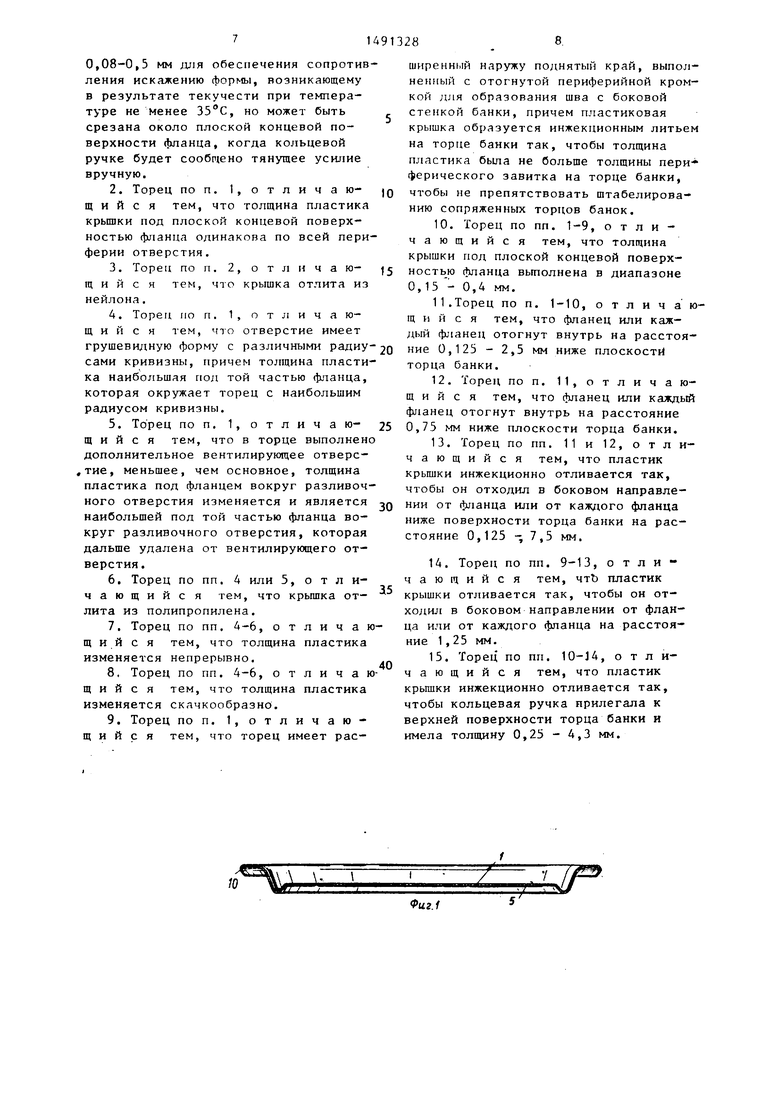
в ней отверстие 2, окруженное направленным B iyrpb фланцем 3, проходящим по периферии отверстия, направленным от центральной пане;п1 под углом 80- 120 к njTOCKOCTH центральной панели и имеющим плоскую торцовую поверхность 4, при этом расположенная снизу сторона торца металлической банки имеет покрытие из пластика 5, в отверстии центральной панели размещена образованная инжекционным литьем цельная крьш1ка 6 с кольцевой ручкой 7, выполненные из пластика, представляющего собой полимер, аналогичный полимеру пластика покрытия, который имеет сопротивление размягчению при температуре до 65 С, причем отверстие заполнено пластиком крышки и окружено им с обеих сторон от торца банки, при этом пластик крышки связа с пластиком покрытия, полностью окружая окантовкой 8 отогнутый внутрь фланец. Толщина пластика крышки под плоской торцовой поверхностью отогну .того внутрь фланца составляет 0,08- 0,5 мм для обеспечения сопротивления искажению формы, возникающему в результате текучести при температуре не менее 35 С, но может быть срезана около плоской концевой поверхности фланца, когда кольцевой ручке будет .сообщено тянущее усилие вручную.
20 25 30 з5
5
0
0
5
Толщина пластика крыщки под плоской концевой поверхностью фланца может быть одинакова по всей периферии отверстия.
Крышка может быть отлита из нейлона.
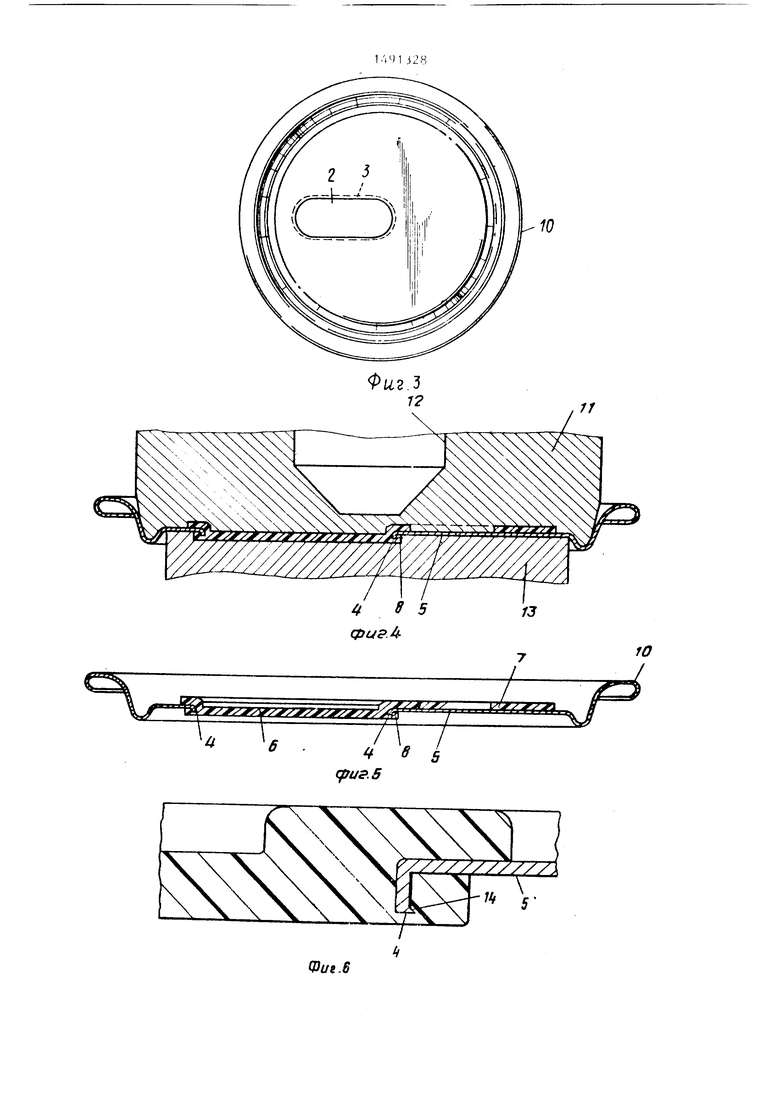
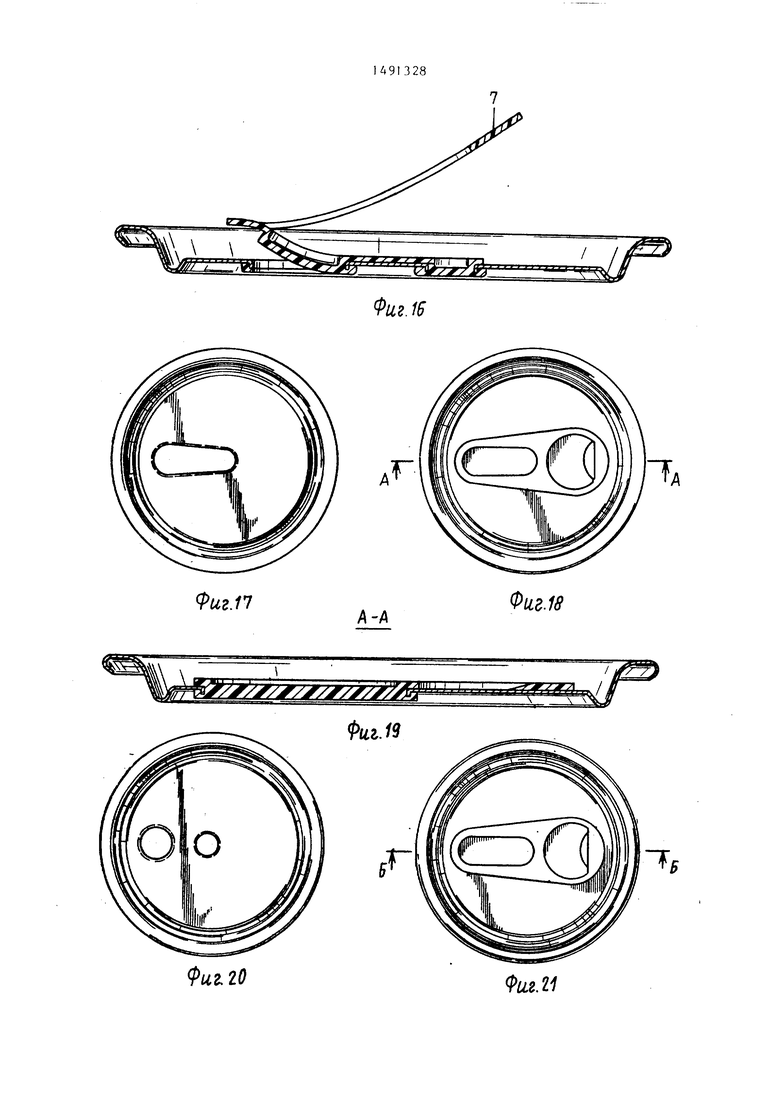
Отверстие 2 может иметь грушевидную форму (фиг.17) с различными радиусами кривизны, причем толщина пластика наибольшая под той частью фланца, которая окружает торец с наибольшим радиусом кривизны (фиг.19).
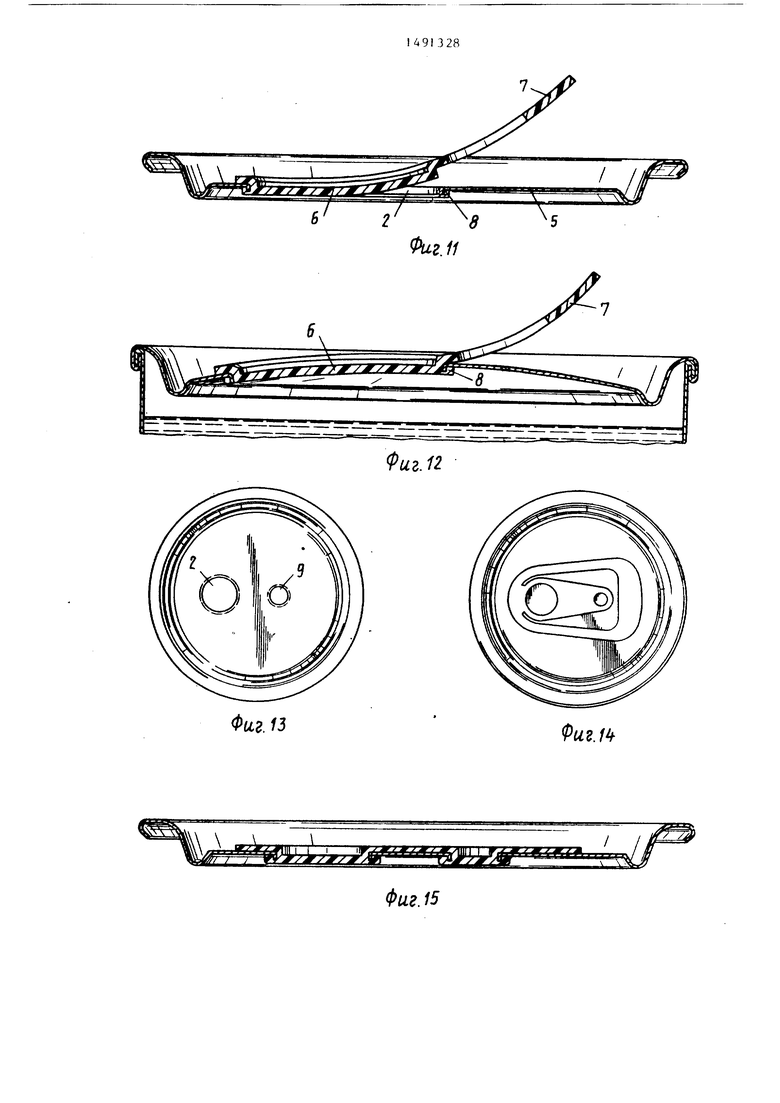
В торце может быть выполнено дополнительное вентилирующее отверстие 9, меньшее, чем основное, толщина пластика под фланцем вокруг разливочного отверстия изменяется и является наибольшей под той частью фланца вокруг разливочного отверстия, которая дальше удалена от вентилирующего отверстия.
Крьш1ка может быть отлита из полипропилена.
Толщина пластика может изменяться непрерывно или скачкообразно.
51
Торен может иметь расширенный наружу по.тятый край 10, выполненный с отогнутой периферийной кромкой для образоваиич шва с боковой стенкой банки, причем пластиковая крышка образуется инжекционным литьем на торце банки так, чтобы толпшна пластика была не больше толщины периферического завитка на торце банки, чтобы не препятствовать штабелированию сопряженных lopnoB банок.
Толщина крьпики гтод плоской концевой поверхностью фланца может составлять О , 1 3 - 0,4 мм.
Фланец отиерстия 2 или каждый фланец может бьп }, ОТО1 нут внутрь на расстояние 0,73 мм или 0,123-2,5 мм ниже плоск(5сти торца банки.
Пластик крышки может быть инжек- ционно отли 1 так, чтобы он отходил в боковом направлении от фланца или от каждого фланца ниже поверхности торца банки на расстояние 0,125 - 7,5 мм или на. 1,25 мм,
Пластик крышки может быть инжек- ционно отлит так, чтобы кольцевая ручка прилегала к верхней поверхности торца банки и имела толщину 0,25 4,3 мм.
На рис. 4 схематично показан процесс инжекционной отливки крьшки.
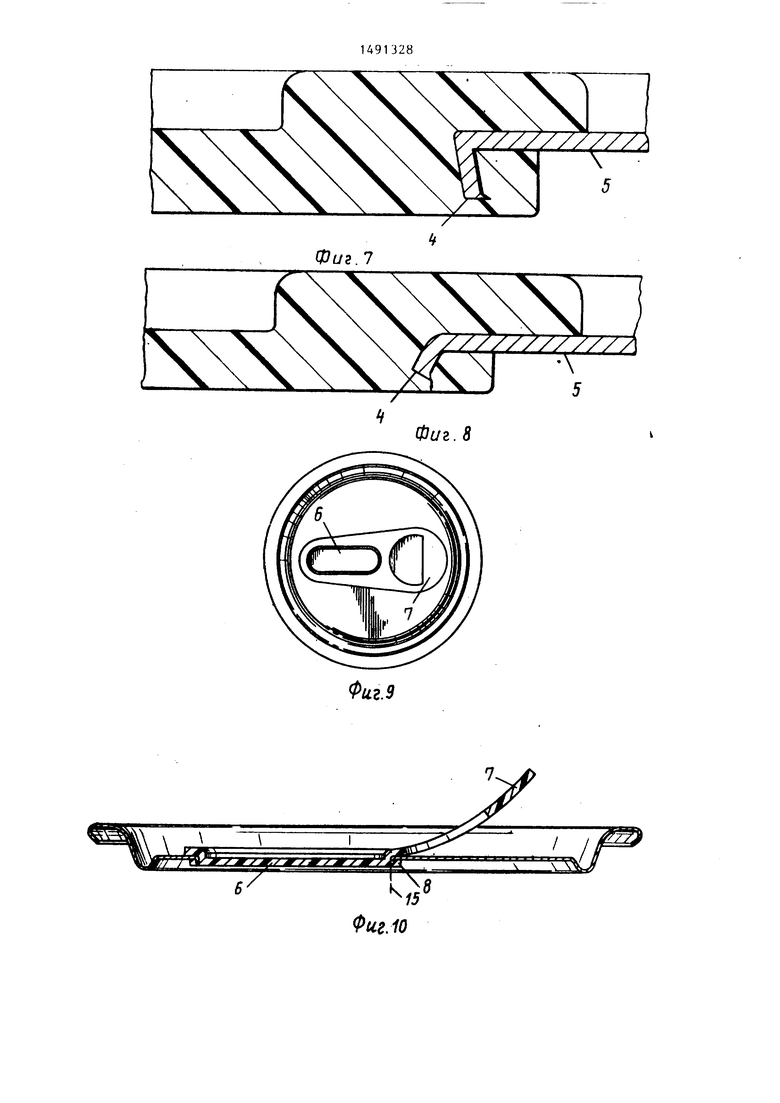
Центральную панель 1 с отверстием 2 помещают между стальной верхней матрицей 11, имеющей полость 12, и стальной нижней матрицей 13. Расплавленная пластмасса инжектируется чере целость 12 и образует крьш1ку 6. При пробивке отверстий в панели 1 на кра фланца 3 образуются заусенцы 14 (см. фиг. 6-8).
Фланец 3 может быть направлен под углом 90 к плоскости панели 1 (фиг.6), под углом 80 (фиг.7), под углом 120° (фиг.8).
Для снятия крышки (см.фиг.10 и 11 поднимают ручку 7, чтобы вытолкнуть крышку 6, при этом последняя отделяется от окантовки 8 по фланцу по ли- НИИ 15. Срезание продолжается по сторонам отверстия 2 до тех пор, пока крышка полностью не- отделится.
Когда банка подвергается давлению изнутри, например когда она за- полнена напитками с углекислотой, панель 1 вспучивается (см.фиг.12), Это обусловливает возникновение напряжений, стремящихся оторвать окан
3
5
0 5
0
Q
5
5
5
товку 8 от фланца 3, но не влияющих на герметичность, поскольку материал крышки, например нейлон, оказывает достаточное сопротивление ползучести и искривлению крышки.
В случае выполнения двух отверс- ти11 (см. фиг. 13-16) открывание Банки начинается с левой стороны (фиг. 16). Вначале открывается основное отверстие, а затем - вент11ляцион- нос отверстие 9. Использование двух отверстий позволяет использовать от- перстия меньшего диаметра и меньшего радиуса скругленйя, в результате че- 10 уменьшается ползучесть материала.
В случае выполнения отверстия грушевидной формы (фиг. 17-19) сливное отверстие имеет больший радиус, чем вентиляционное, толщина пластмассы наибольшая у этого сливного конца, что повышает сопротивляемость ползучести материала, благодаря чему может быть использован материал с меньшим сопротивлением ползучести.
Формула изобретения
0,08-0,5 мм для обеспечения сопротивления искажению формы, возникающему в результате текучести при температуре не менее 35°С, но может быть срезана около плоской концевой поверхности фланца, когда кольцевой ручке будет сообщено тянущее усилие вручную.
10
15
20
25
30
35
40
ширенный наружу поднятый край, выполненный с отогнутой периферийной кромкой для образования шва с боковой стенкой банки, причем пластиковая крышка образуется инжекционным литьем на торце банки так, чтобы толщина пластика была не больше толщины пери ферического завитка на торце банки, чтобы не препятствовать штабелированию сопряженных торцов банок.
.f
5
Фиг.в
10
Фиг.7
Т
9
У
Фиг. В
Фи.9
Va
Т
Фиг.ю
Фиг. /3
Фиг.И
Фиг. 12
Фиг.1
Фиг. 15
игЛ
/ /j /j / TTTT/A
Риг,20
Фиг. 16
А-А
Фиг.1
.19
иг.21
. f л I ff Jg . JfOf/
gT iK xy:Hg p g :./xiFT
-fl
T
-flUU. J.j.
L
OvV
Фиг. 22
. 25
Фиг. 14
Фи9. 25
77777/ ////А
149П28
В В
Ф(лг. 26
Фиг. 27
Фиг. 18
Фиг. 29
| УСТРОЙСТВО ДЛЯ СТЕРИЛИЗАЦИИ ПИТЬЕВОЙ ВОДЫ | 1992 |
|
RU2073646C1 |
| Солесос | 1922 |
|
SU29A1 |
