Изобретение относится к контрольно-измерительной технике и может быть применено в системах автоматического неразрушающего контроля толщины пленочных покрытий изделии.
Цель изобретения - повышение точности за счет исключения зависимости показаний от изменения температуры окружающей среды.
Способ бесконтактного неразрушающего контроля толщины изделий заключается в том, что изделие нагревают точечным источником тепловой энергии, перемещают последний, измеряют избыточную предельную температуру нагреваемой поверхности изделия в точке, расположенной за то- чечньт источником тепловой энергии по линии его движения, изменяют расстояние отставания точки контроля температуры от центра пятна нагрева точечным источником тепловой энергии до тех пор, пока избыточная предельная температура станет равной наперед заданному значению, измеряют расстояние отставания точки контроля от центра пятна нагрева точечным источником тепловой энергии, по которому определяют толщину контролируемого изделия о
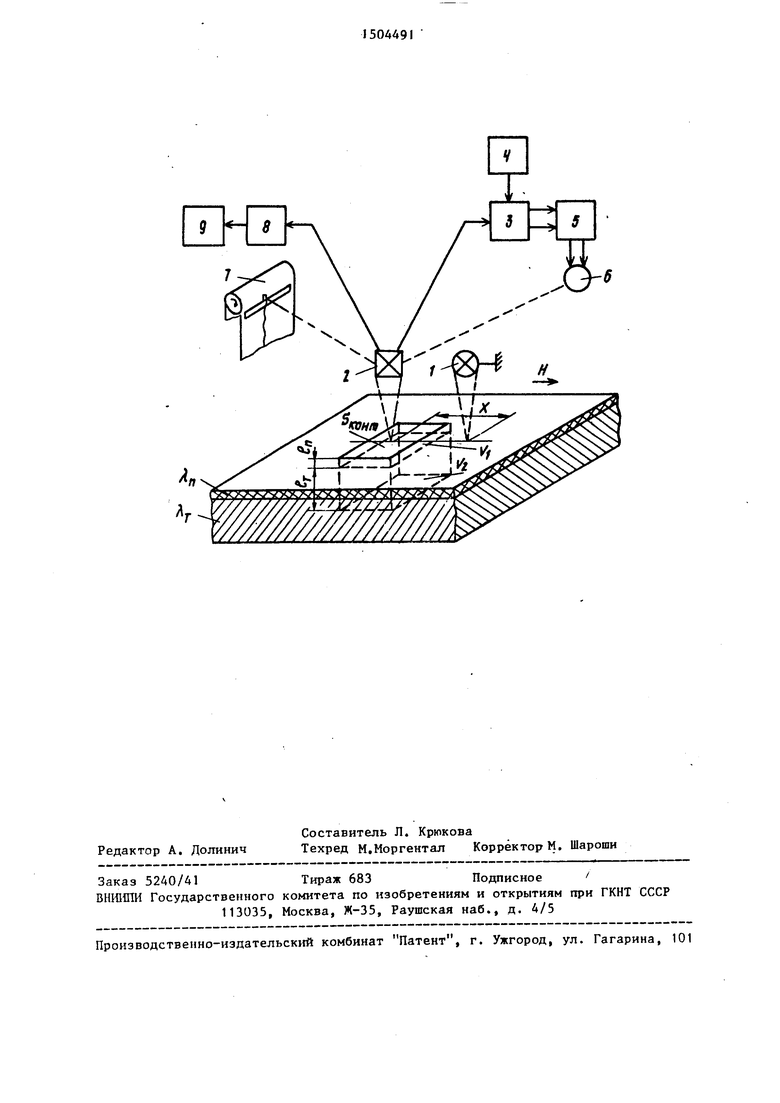
На чертеже показано устройство, реализующее способ.
Устройство содержит точечный источник 1 тепловой энергии, датчик 2 температуры, перемещаемые с постоянной скоростью Н относительно измеряемого изделия.
сл
СО
315
Выход датчика температуры подключен к первому входу вычитающего узла 3, на второй вход которого подается с блока 4 задания температур напряжение уставки, моделирующей величину наперед заданной температуры Т,дд, Разностный сигнал с выхода вычитающего узла 3 через усилитель 5 мощности поступает на реверсивный двигатель 6, вал которого кинематически соединен с механизмом перемещения относительно источника 1 Тепловой энергии. Датчик-2 соединен с регистрирующим узлом 7, осущест- вляющим запись и показание толщины покрытия исследуемых изделий, а также с преобразователем 8 перемещения в электрический сигнал, выход которого подключен к микропроцессо- РУ 9.
Способ осуществляют следующим образом.
Включают источник 1 и начинают его перемещение и датчика 2 темпе- ратуры над исследуемым изделием с постоянной скоростью Н. Датчик 2 температуры, движущийся при этом по линии перемещения источника энергии с отставанием от него, зареги- стрирует предельную избыточную температуру нагреваемой поверхности, соответствующую установившемуся квазистационарному режиму нагревя. Затем изменяют расстояние отстава- ния точки контроля температуры от центра пятна нагрева источника энергии в соответствии с зависимостью X X „ац + йХ, где X „ад - начальное расстояние между точкой регистрации температуры и центром пятна нагрева; и X VJA - Т(Х) и,в КЬТ(Х); Т,о|Д - наперед заданное значение температуры повер.хности исследуемого тела, величина которой устанавливается таким образом, чтобы ее можно было измерить с помощью используемой контрольно-измерительной аппаратуры с погрешностью не хуже 1%, Т(Х)„,д - избыточная npe-i дельная температура в точке контроля, К - коэффициент пропорциональности, величина которого задается от 0,1 до 2. Разностный сигнал ДТ(Х) с выхода вычитающего узла 3 через усилитель 5 поступает на ре- версивный двигатель 6, который в зависимости от знака и величины рассогласования перемещает в ту или
иную сторону датчик 2 относительно источника 1. Изменение расстояния между точкой контроля температуры и центром пятна нагрева, перемещение термопрнемника осуществляют до тех пор, пока контролируемая избыточная температура поверхности исследуемого тепа станет равной наперед заданному значению , т.е„ Т,,ад тех), &Т(Х) О, разностный сигнал на выходе вычитающего устройства 3 отсутствует. Прн этом на регистрирующем узле 7 фик- снруется местоположение датчнка 2, соответствующее определенной - толщине покрытия исследуемого изделия. При нагреве поверхности полубесконечного в тепловом отношении изделия подвижным точечным источником энергии избыточная предельная температура поверхности этого изделия в точке, перемещающейся вслед за источником по линии его движения со скоростью, равной скорости перемещения источника, определяется формулой
Т(Х)
а
.Х
(1)
избыточная предельная
температура нагреваемой поверхности полубесконечного изделия в точке, перемещающейся вслед за источником по линии его движения
мощность нсточннка, Вт; усредненный (средненн- тегральный по объему) коэффициент теплопроводности тепловой системы, состоящий из покрытия и основания, на которое оно нанесено, Вт/м К; расстояние между точкой измерения температуры и центром пятна нагрева поверхности исследуемого изделия сосредоточенным источником )энергин. у расстояние между точкой мпературы и центром пятадаптивно изменяется до тупления равенства Т(Х) в соответствии с форму
,Т
5QA
(2)
где К
ioA
- постоянная величина.
Таким образом, измеренное расстояние между точкой контроля температуры и центром пятна нагрева Х„, д, функционально связано с коэффициентом теплопроводности исследуемого изделия. Поскольку и покрытие, и изделие, на которое оно нанесено,
представляют собой двухслойную тепловую систему, пронизываемую при тепловом воздействии тепловым потоком, перпендикулярным слоям, то на основании формулы Цедерберга можно записать, что
п. Хп + ,
(3)
е п , А
„ST.
коэффициенты теплопроводности соответственно покрытия и изделия, на которое оно нанесет пга + ш/
но: п.
т„+ т
m - масса покрытия; Шт - масса тела. Так как т„ V, р S
а т Vj-pT
контр
. In-Pn.
S коитр 1т Рт V , и V соответственно объемы покрытия и тела, подверженные тепловому воздействию; S контр площадь участка активного теплового поздействия; 1, и 1 - соответствеино толщина покрытия и изделия; рп Рт плотности покрытия и тела, то
„kfliп .liib
1„р„ н- , 1„р„+
(4)
Подставив (4) в (3) и произведя ряд несложных математических преобразований, получим формулу для определения толщины покрытия
kiPj- I2Jrili рп( )
(5)
Используя соотношение (2), фор- муру (5) можно записать в виде
X Лг - К
К
(6)
иэм
где К, « п постоянная, завн- сящая от отношения
плотности покрытия
и изделия.
Таким образом, измерив расстояние между точной контроля температуры и центром пятна нагрева и зная плотность и теплопроводность покрытия и изделия, а также мощность теплового воздействия и значение заданной температуры , по формуле (6) можно определить искомую толщину покрытия
Формула изобретения
Способ бесконтактного неразрушающего контроля толщины изделий, заключающийся в том, что изделие нагревают и измеряют температуру поверхности изделия в заданных точках, отличающийся тем, что, с целью повышения точности, изделие нагревают точечным источником тепловой знергии, перемещают последний, измеряют избыточную предельную тем- Ьературу нагреваемой поверхности изделия в точке, расположенной за точеч- рым источником тепловой энергии по ли- йии его движения, изменяют расстояние отставания точки контроля температуры от центра пятна нагрева точечным источником тепловой энергии до тех пор, пока избыточная предельная температура станет равной наперед заданному значению, измеряют расстояние отставания точки контроля от центра пятна нагрева точечным источником тепловой энергии, по которому определяют толщину контролируемого изделия.

Изобретение относится к контрольно-измерительной технике и может быть применено в системах автоматического неразрушающего контроля толщины покрытий изделий. Цель - повышение точности за счет исключения зависимости показаний от изменения температуры окружающей среды. После нагрева изделия точечным источником тепловой энергии последний перемещают и измеряют избыточную предельную температуру нагреваемой поверхности изделия в точке, расположенной за точечным источником тепловой энергии по линии его движения, до совпадения избыточной температуры с заданной. Толщину контролируемого изделия определяют по расстоянию отставания точки контроля от центра пятна нагрева точечным источником тепловой энергии. 1 ил.
| ЕТРИЧЕСКОЕ УСТРОЙСТВО ДЛЯ ИЗЛ\ЕРЕ1 ЛИНЕЙНЫХ ВЕЛИЧИН ИЗДЕЛИЙf{ib..t^iyf2ij-.'i>&;; • . " ?ИШЮТЕКА | 0 |
|
SU348855A1 |
