Л-А
СП
О СП О5
О5
ны 2, а упорной поверхностью 15 - с упорной поверхностью 11 дополнительной продольной выемки.
При этом режущая пластина опорной поверхностью прижимается к опорной плас- тине 5, а упорной поверхностью 11 дополнительной продольной выемки - к упорной поверхности 15 прихвата 3.
После переточки режущей пластины между прихватом 3 и державкой 1 устанавливаИзобретение относится к металлообра- , а именно к резцам для тяжелых условий обработки.
Цель изобретения - повьииение надеж- пости резца за счет распределения нагрузок, действующих на режущую пластину и прихват.
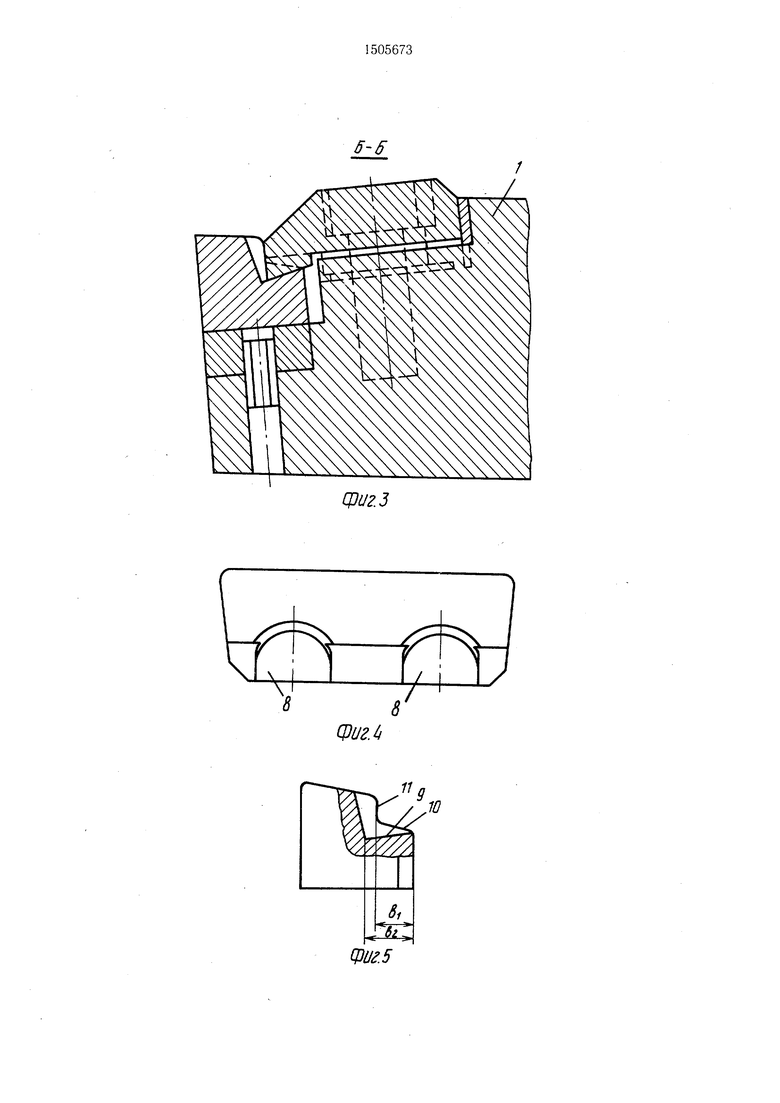
На фиг. 1 показан резец план; на фиг. 2 -- сечение А-А на фиг. 1; на фиг. 3 - сечение Б-Б на фиг. 1; на фиг. 4 - режущая
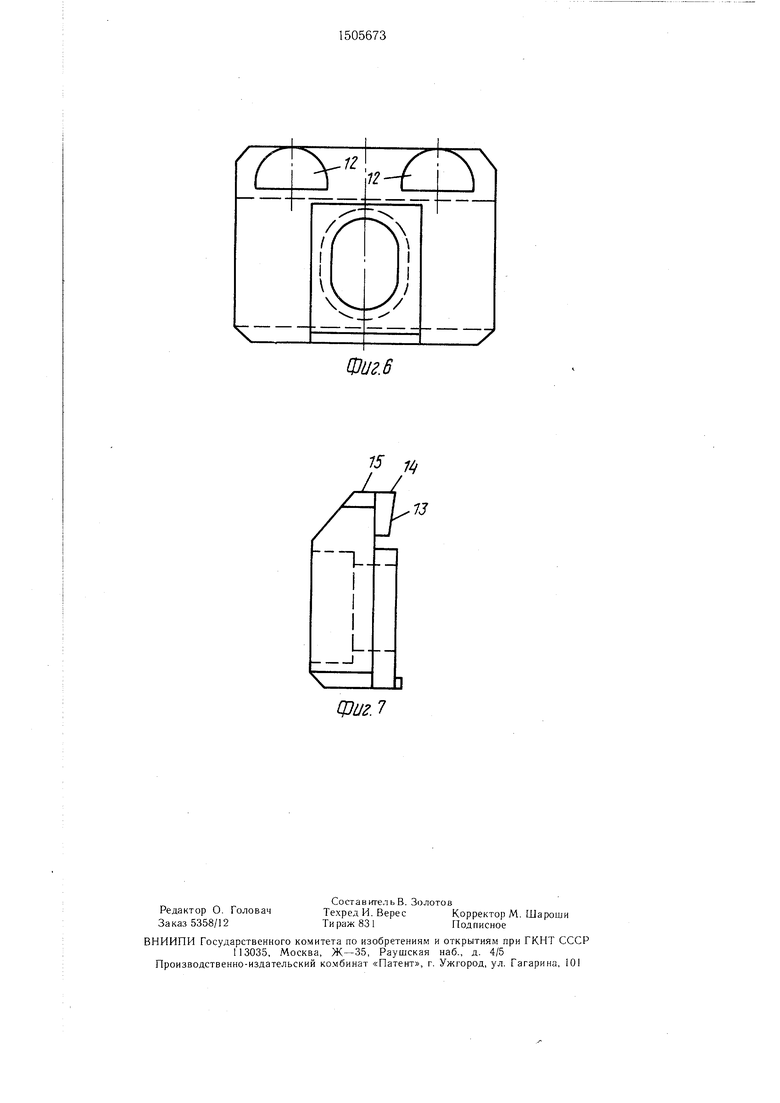
пластина, вид сверху; на фиг. 5 - то же, Ю ется регулировочная прокладка 7 соответ- вид сбоку; на фиг. 6 - прихват, вид снизу; ствующей толщины. Опорная пластина 5 на фиг. 7 - то же, вид сбоку.фиксируется на державке 1 при помощи разрезного штифта 6.
Резец содержит державку 1, режущуюВосстановление прихвата осуществляпластину 2, прихват 3, крепежный винт 4, if ется шлифованием открытых поверхностей: опорную пластину 5, разрезной штифт 6 и упорной 15, передней 14 и прижимных 13. регулировочную прокладку 7.
Режущая пластина 2 содержит две угловые выемки 8 с прижимными поверхностями 9 и дополнительную продольную выемку с поверхностью 10 оснований и упорной поверхностью 11.
I Ширина дополнительной продольной вы- |емки Bi не превышает наименьщую ширину |в2 угловых выемок 8.
I Прихват 3 содержит два прижимных вы- 25 прихвата, отличающийся тем, что, с целью Iступа 12 с прижимной 13 и передней 14 по- повышения надежности резца, на режущей
20
Формула изобретения
I. Резец для тяжелых токарных станков, содержащий державку, режущую пластину с двумя угловыми частично цилиндрическими вые.мками переменной ширины, расположенными со стороны упорной поверхности и сопряженными с прижимными выступами
верхностями. Последняя расположена в одной плоскости с упорной поверхностью 15. Поверхность 10 основания продольной 1вые.мки и прижимная поверхность 9 угловых I выемок противоположно наклонены по от- I ношению к опорной поверхности режущей пластины. Поверхность 10 основания накло- |нена к упорной поверхности 11 продольной j выемки под тупым углом.
30
пластине со стороны угловых выемок выполнена дополнительная продольная выемка ши риной, не превышающей наименьщую ширину угловых выемок, а передняя поверхность прижимных выступов прихвата расположена в одной плоскости с его опорной поверхностью, сопряженной с упорной поверхностью продольной выемки.
2. Резец по п. 1, отличающийся тем, что.
Закрепление режущей пластины осуще- с целью повышения прочности пластины в
ствляется следующим образом.
При завинчивании крепежного винта 4 i прихват 3 прижимными поверхностями 13 : взаимодействует с прижимными поверхностями 9 угловых выемок 8 режущей пласти . J
нормально.м сечении, поверхность основания продольной вые.мки и прижимные поверхности угловых выемок противоположно наклонены по отнощению к опорной поверхности режущей пластины.
ны 2, а упорной поверхностью 15 - с упорной поверхностью 11 дополнительной продольной выемки.
При этом режущая пластина опорной поверхностью прижимается к опорной плас- тине 5, а упорной поверхностью 11 дополнительной продольной выемки - к упорной поверхности 15 прихвата 3.
После переточки режущей пластины между прихватом 3 и державкой 1 устанавливается регулировочная прокладка 7 соответ- ствующей толщины. Опорная пластина 5 фиксируется на державке 1 при помощи разется шлифованием открытых поверхностей: упорной 15, передней 14 и прижимных 13.
Формула изобретения
I. Резец для тяжелых токарных станков, содержащий державку, режущую пластину с двумя угловыми частично цилиндрическими вые.мками переменной ширины, расположенными со стороны упорной поверхности и сопряженными с прижимными выступами
0
пластине со стороны угловых выемок выполнена дополнительная продольная выемка шириной, не превышающей наименьщую ширину угловых выемок, а передняя поверхность прижимных выступов прихвата расположена в одной плоскости с его опорной поверхностью, сопряженной с упорной поверхностью продольной выемки.
2. Резец по п. 1, отличающийся тем, что.
нормально.м сечении, поверхность основания продольной вые.мки и прижимные поверхности угловых выемок противоположно наклонены по отнощению к опорной поверхности режущей пластины.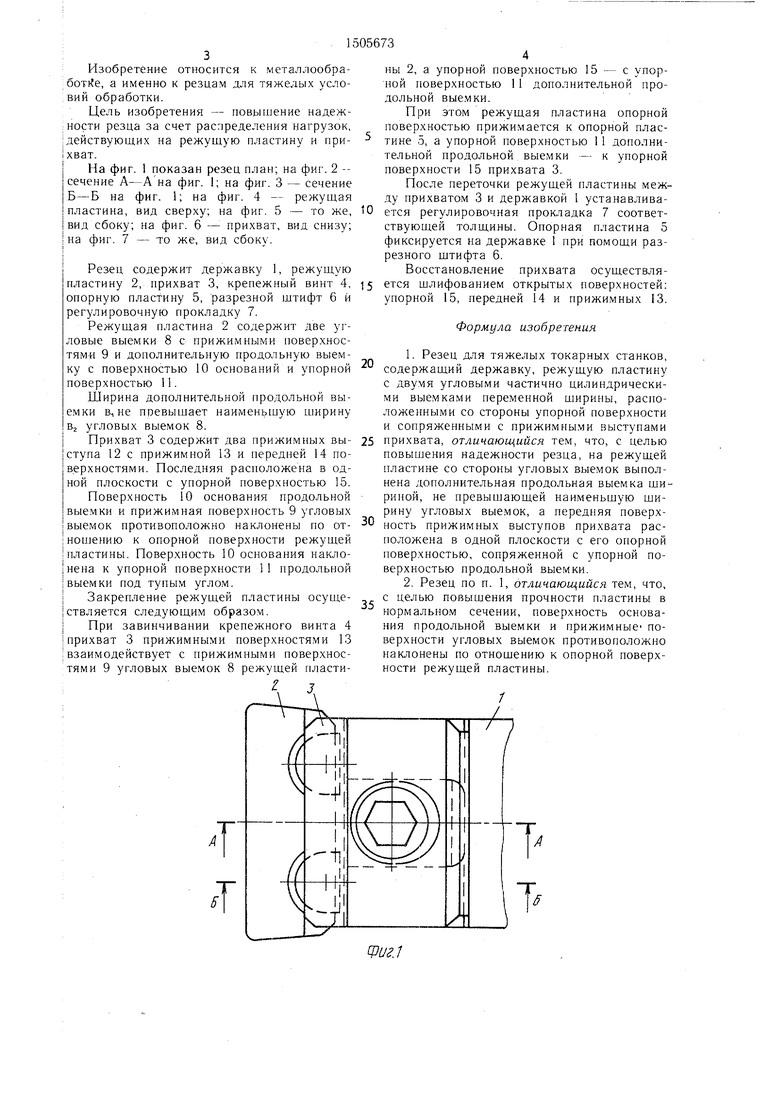
| название | год | авторы | номер документа |
|---|---|---|---|
| СБОРНЫЙ ОТРЕЗНОЙ РЕЗЕЦ И РЕЖУЩИЕ ПЛАСТИНЫ К НЕМУ | 2007 |
|
RU2366542C2 |
| Резец | 1985 |
|
SU1282969A1 |
| Сборный прорезной резец | 1991 |
|
SU1780933A1 |
| Сборный отрезной резец | 1991 |
|
SU1779470A1 |
| Универсальный отрезной резец | 1991 |
|
SU1794598A1 |
| Сборный резец | 1990 |
|
SU1773573A1 |
| Сборный резец с перетачиваемой пластиной | 1990 |
|
SU1710203A1 |
| Сборный отрезной резец | 1988 |
|
SU1510993A1 |
| Резец | 1982 |
|
SU1057193A1 |
| СБОРНЫЙ РЕЗЕЦ ДЛЯ КОНТУРНОГО ТОЧЕНИЯ | 2015 |
|
RU2645236C2 |
Изобретение относится к металлообработке, а именно к резцам для тяжелых условий обработки. Цель изобретения - повышение надежности резца за счет распределения нагрузок, действующих на режущую пластину и прихват. Резец содержит державку 1, режущую пластину 2, прихват 3, крепежный винт 4, опорную пластину 5, разрезной штифт 6 и регулировочную прокладку 7. Режущая пластина имеет две угловые выемки с прижимными поверхностями и дополнительную продольную выемку, ширина которой не превышает наименьшей ширины угловых выемок. При завинчивании крепежного винта 4 прихват 3 своими прижимными поверхностями взаимодействует с прижимными поверхностями угловых выемок режущей пластины, а упорной поверхностью - с упорной поверхностью дополнительной продольной выемки. Режущая пластина своей опорной поверхностью прижимается к опорной пластине 5, а упорная поверхность дополнительной продольной выемки - к упорной поверхности прихвата 3. После переточки режущей пластины между прихватом 3 и державкой 1 устанавливается регулировочная прокладка 7 соответствующей толщины. Опорная пластина 5 фиксируется на державке 1 при помощи штифта 6. Восстановление прихвата осуществляется шлифованием открытых поверхностей: упорной, передней и прижимных. 1 з.п. ф-лы. 7 ил.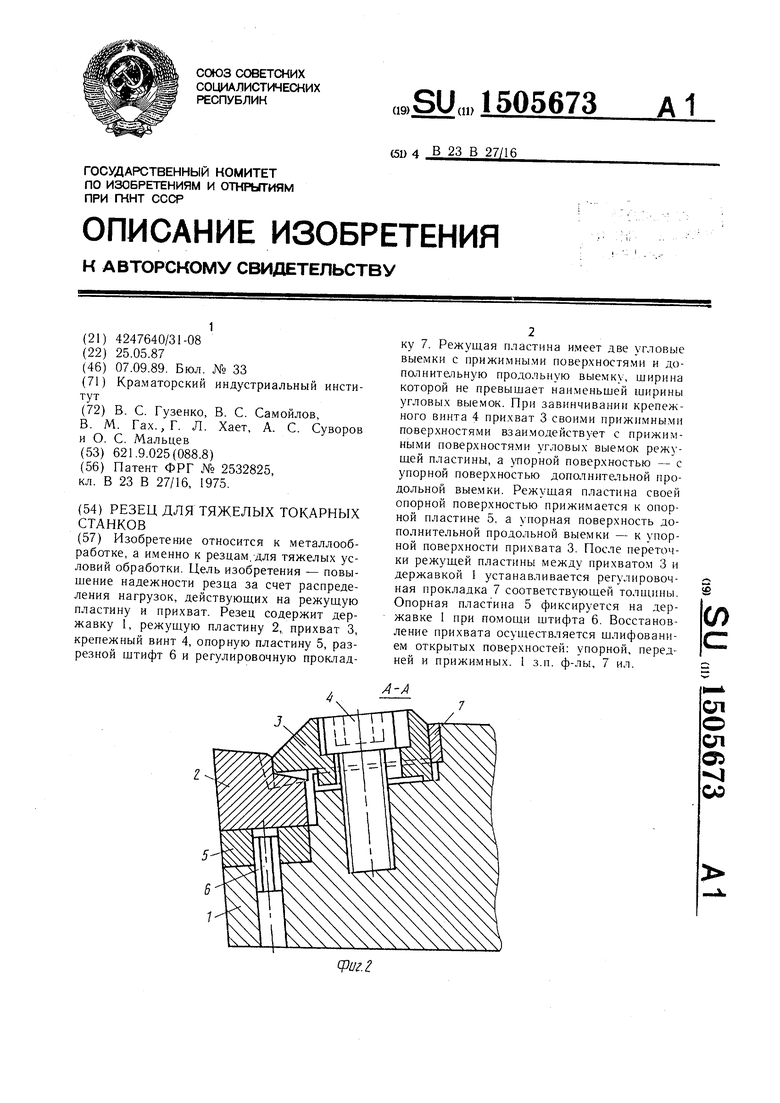
сриг.З
Щиг.5
11
м
Ж
г-.СригЛ
Фиг. 6
| СПОСОБ ДИАГНОСТИРОВАНИЯ ПОРШНЕВОГО УПЛОТНЕНИЯ ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ ПО ИНДИКАТОРНОЙ ДИАГРАММЕ | 2013 |
|
RU2532825C2 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
