Изобретение относится к металлообработке, а именно к режущему инструменту с использованием перетачиваемых пластин из сверхтвердых материалов для-прорезки широких канавок в заготовках из труднообрабатываемых материалов.
Известен резец со ступенчатым относительно основной плоскости расположением двух режущих головок, главные режущие кромки которых разделены друг от друга и не перекрываются в плане. Конструкция резца предназначена лишь для обработки поверхностей с винтовыми канавками.
Недостатком конструкции является невозможность применения многогранных сменных пластин и отсутствие узла их выдвижения после переточки, что не позволяет максимально использовать ресурс работы режущих пластин.
Известен также сборный отрезной резец с режущей вставкой и базовыми режущими элементами на вспомогательных поверхностях.
Недостаток этого резца заключается в нестандартности режущей вставки и боковых режущих элементов, сложности и ненадежности конструкции их крепления. Боковые режущие элементы в виде штифта дают незначительное повышение производительности обработки за счет расширения прореза лишь на малую величину. Конструкция резца также не предусматривает многократное использование режущих элементов после переточек.
Наиболее близким по технической сущности является сборный резец, содержащий державку, в продольном пазу которой с возможностью взаимодействия с регулировочным элементом установлена подвижная планка с упором для перетачиваемой режущей пластины, прижатой к опорной пластине прихватом с помощью крепежного винта.
Данный резец предназначен для проходных операций и не может быть использован для операции прорезки, тем более для высокопроизводительной обработки несколькими пластинами.
Цель изобретения - повышение производительности и ресурса работы режущей
И
N
пластины за счет увеличения числа их переточек.
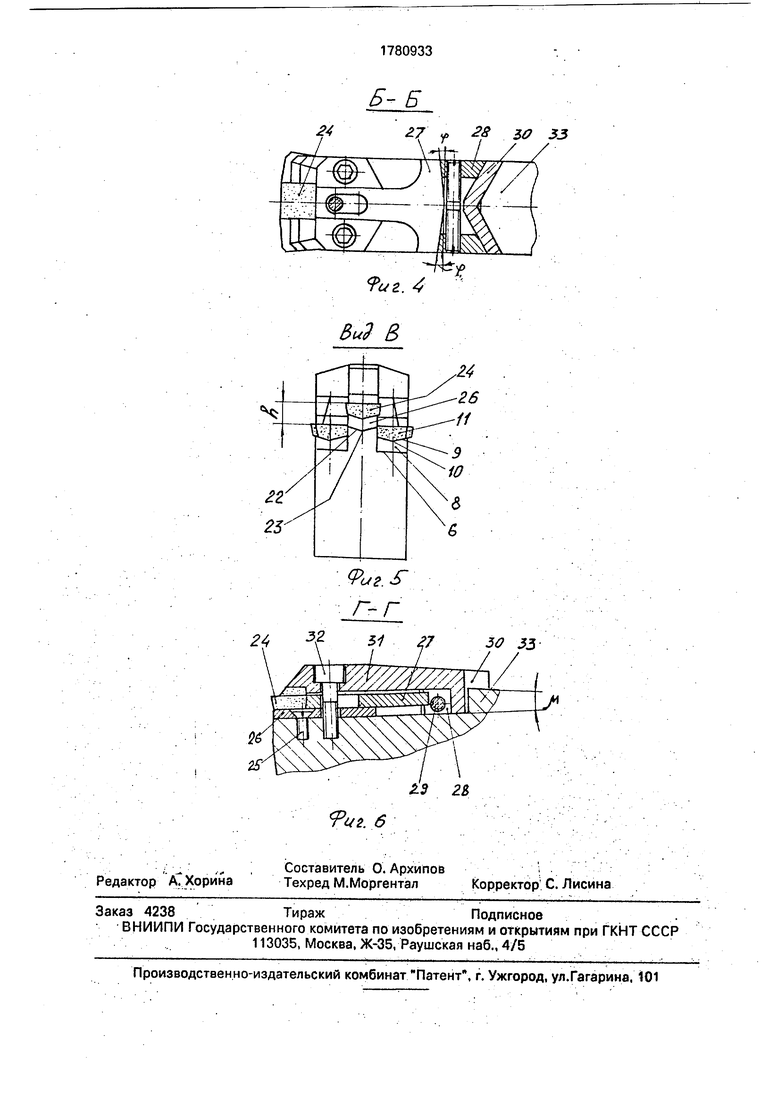
Это достигается тем, что в сборном прорезном резце, содержащем державку, в продольном пазу которой с возможностью взаимодействия с регулировочным элементом установлена подвижная планка с упором для перетачиваемой режущей пластины, прижатой к опорной пластине прихватом с помощью крепежного винта, главная режущая кромка резца выполнена ступенчато-составной и образована главными режущими кромками боковых режущих пластин перекрытых центральной, снабженных направляющими опорными поверхностями, при этом сопряженные с ними направляющие боковых опорных пластин развернуты в плане от продольной оси державки симметрично на угол р, равный вспомогательному углу в плане боковых режущих пластин для обеспечения постоянной ширины прореза t, а плоскости упора с обоих торцев подвижных планок выполнены также симметрично, под углом к боковым направляющим плоскостям этих планок, равным 90°- (р.
Направляющая центральной опорной пластины повернута вверх от основной плоскости резца на угол р. - arcsin 2h/D, который лежит в пределах от 10° до 1°, где h - высота ступени между главными режущими кромками центральной и боковых режущих пластин, D - минимальный диаметр прореза обрабатываемой детали в пределах D 100...1500 мм.
Регулировочный элемент выполнен индивидуальным для каждой режущей пластины в виде клина с резьбой, в- которой расположен регулировочный винт, причем клин установлен между подвижной планкой и наклонной поверхностью, выполненной изнутри выступа прижима, а внешняя поверхность выступа выполнена с возможностью фиксирования этой поверхностью упора в пазу державки, например в виде призматической или цилиндрической поверхностей, причем для регулировки центральной режущей пластины установлены два симметрично расположенных относительно продольной оси державки клина, связанные общей винтовой стяжкой с правой и левой резьбой.
Державка выполнена в виде скобы с возможностью ее прижима передней консольной частью в направлении продольной оси державки.
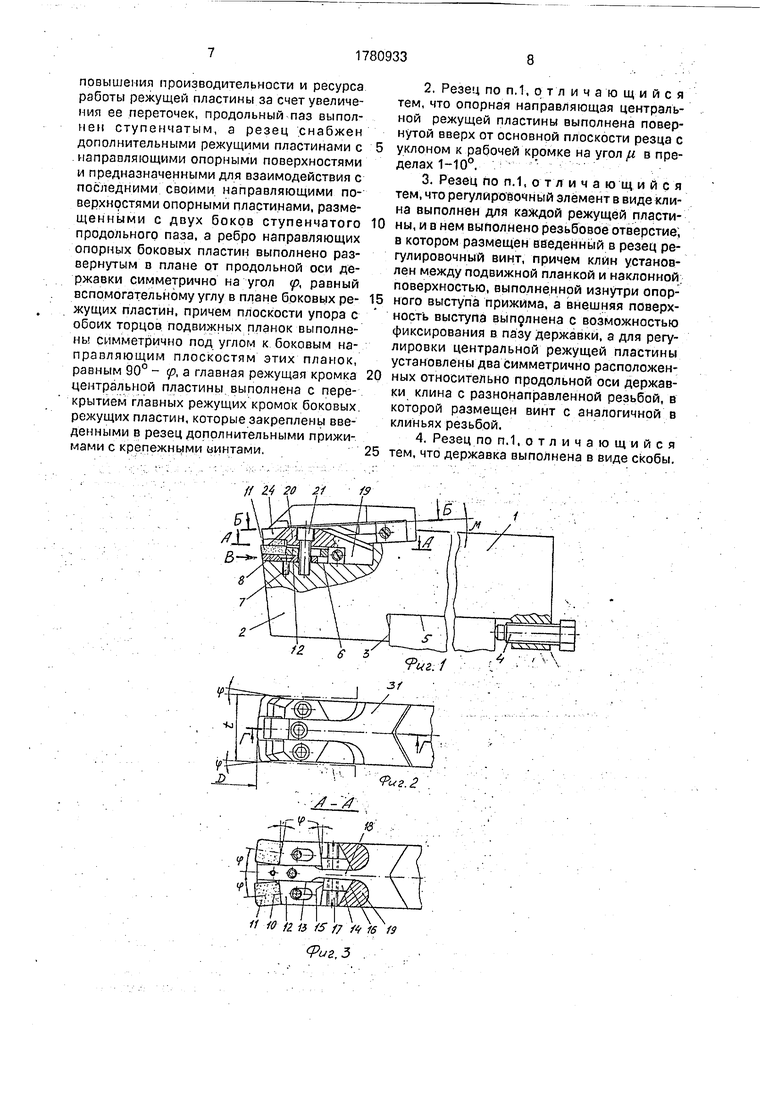
На фиг.1 изображен предлагаемый резец; на фиг.2 - вид в плане головки резца; на фиг.З - сечение А-А на фиг.1; на фиг.4 сечение Б-Б на фиг.1; на фиг.5 - вид В на фиг.1; на фиг.6 - сечение Г-Г на фиг.2.
Резец состоит из державки 1 в виде скобы, на передней консольной части 2 которой
расположена сверху головка резца, а снизу выполнен уступ с вертикальной опорной плоскостью 3. Сзади державки 1 выполнен также уступ, в котором расположен натяжной винт 4, перпендикулярный опорной
плоскости 3. Снизу державки 1, между выступами, расположена горизонтальная опорная плоскость 5. Сверху по бокам консольной части 2 державки 1 выфрезерованы симметрично два продольных прямоугольных паза, параллельных опорной плоскости 5, заканчивающиеся цилиндрической упорной поверхностью.
К опорной плоскости 6 боковых продольных пазов державки 1 прикреплена
винтом 7 опорная пластина 8 из закаленной быстрорежущей стали. Сверху пластины 8 выполнена направляющая поверхность 9, см. фиг.5, например, в виде призмы, ребро 10 которой, см.фиг,3, выполнено горизонтально под углом р к продольной оси державки 1. Угол р равен вспомогательному углу в плане общепринятому для прорезных резцов 4...8°.
На переднюю часть опорной пластины
8 установлена режущая пластина 11 из сверхтвердого материала (СТМ) типа нибо- рит или томал квадратной формы, опорная поверхность которой выполнена сопряженной с направляющей поверхностью 9 опорной пластины 8. Ребро 10 направляющей опорной поверхности режущей пластины 11 выполнено в одной из главных секущих плоскостей квадрата, поэтому при установке пластин 11 на опорную пластину 8 ее все
режущие кромки будут развернуты на угол (р. Режущая пластина 11 прижата к подвижной планке 12, оба торца которой выполнены под углом 90° - р и боковой направляющей плоскости 13, параллельной
плоскости симметрии державки 1, Клин 14, прямоугольный сбоку, образован двумя, по отношению к его большему основанию, параллельному плоскости 13, наклонными плоскостями: плоскостью 15-выполненной
под углом 90° + (р и плоскостью 16 - под углом 45.,.60°. Перпендикулярно большому основанию в клине 14 выполнено сквозное резьбовое отверстие, в котором расположен регулировочный винт 17, прижатый своим опорным концом к узкой части перемычки 18, разделяющей боковые пазы державки 1. Плоскостью 16 клин 14 прижат в свою очередь к сопряженной наклонной поверхности опорного выступа 19 бокового
прижима 20, закрепленного на державке 1 крепежным винтом 21. Задняя поверхность выполнена цилиндрической, сопряженной с цилиндрической упорной поверхностью бокового продольного паза.
На широкой передней части перемычки 18 выполнена направляющая поверхность 22, см. фиг.5. идентичная направляющей поверхности 9, ребро 23 которой расположено в вертикальной плоскости под углом ц arcsin 2h/D, где h - высота ступени между главными режущими кромками центральной режущей пластины 24 и боковых режущих пластин 11; D - минимальный диаметр прореза обрабатываемой детали. К направляющей поверхности 22 прикреплена винтом 25 центральная опорная пластина 26 из закаленной быстрорежущей стали, снизу и сверху которой выполнены призматические направляющие поверхности, идентичные поверхностям 9 и 22,
На пластину 26 установлена центральная режущая пластина 24 и центральная подвижная планка 27 в передней части которой снизу выполнена направляющая поверхность, сопряженная с поверхностью опорной пластины 26, Задняя поверхность планки 27 выполнена с симметричными скосами под углом 90° - р к оси симметрии и прижата к двум симметрично расположенным клиньям 28, одинаковым по форме с клином 14, и связанных винтовой стяжкой 29 с правой и левой резьбами. Клинья 28 прижаты в свою очередь к опорному выступу 30 центрального прижима 31, который закреплен на державке 1 крепежным винтом 32. Опорный выступ 30 выполнен в виде симметричной двойной призмы, наружные и внутренние поверхности которой расположены относительно плоскости симметрии подтем же углом, что и плоскость 16 клиньев 14 и 28, и прижаты к сопряженному призматическому уступу 23 держателя 1.
Работа резца осуществляется следующим образом.
Крепление режущих пластин 11 и 24 осуществляется следующим образом. Немного отвинтив крепежные винты 21 и 32, освобождаются прижимы 20 и 31 и, последовательно приподнимая их за передние части, вставляются режущие пластины 11 и 24, вдвигая их вдоль направляющих опорных пластин 8 и 26, и поджимаются спереди до упора для выбора зазоров в стыках. При этом в боковых пазах режущие пластины 11 поджимают подвижные планки 12, благодаря их скошенным под углом р торцам, к боковым направляющим поверхностям 13, а цилиндрические задние поверхности
опорных выступов 19 фиксируются в цилиндрических упорных поверхностях боковых пазсв. Вследствие четкой фиксации планок 12 и выступов 19, клинья 14 самоустанавливаются между наклонными поверхностями 15 и 16 и прижимаются опорными концами регулировочных винтов 17 к перемычке 18, т.е. все промежуточные детали займут вполне определенное зафиксированное предва0 рительным поджатием положение, которое окончательно фиксируется затяжкой крепежных винтов 21.
Аналогично, поджимом спереди центральной режущей пластины 24 фиксируются
5 все, связанные с ней детали: центральная подвижная планка 27, благодаря опорной направляющей поверхности спереди и симметричным скосам под углом р сзади; симметричные, связанные винтовой стяжкой
0 29, клинья 28 и прижим 31, за счет его призматического выступа 30 и уступа 33 державки 1.
Переточка режущих пластин 11 и 24 осуществляется с двух противоположных
5 сторон квадрата, перпендикулярных направляющим ребром 10 и 23, только по задним поверхностям. После переточки режущие пластины 11 и 24 устанавливаются в свои гнезда и при необходимости регули0 руется положение их главных режущих кромок изменением положения клиньев 14 и 28 путем вращения регулировочных винтов 17 или винтовой стяжки 29.
Использование предлагаемого техниче5 ского решения позволит:
установить в резце сразу три режущие пластины, существенно повысив производительность операции прорезки одним резцом;
0 многократно использовать дорогостоящие режущие пластины из СТМ за счет их переточки с двух сторон, сохраняя при этом постоянную ширину прореза;
повысить период стойкости режущих
5 пластин за счет жесткого и надежного их крепления в резце, а также самого резца на станке;
сократить затраты на производство державок напайных твердосплавных резцов
0
Формула изобретения 1. Сборный прорезной резец, содержащий державку, в продольном пазу, которой с возможностью взаимодействия с регули5 ровочным элементом в виде клина установлена подвижная планка с упором в перетачиваемую центральную режущую пластину, прикрепленную к опорной пластине прижимом с помощью крепежного винта, отличающийся тем, что, с целью
повышения производительности и ресурса работы режущей пластины за счет увеличения ее переточек, продольный паз выполнен ступенчатым, а резец снабжен дополнительными режущими пластинами с направляющими опорными поверхностями и предназначенными для взаимодействия с последними своими направляющими поверхностями опорными пластинами, разме- щенными с двух боков ступенчатого продольного паза, а ребро направляющих опорных боковых пластин выполнено развернутым в плане от продольной оси державки симметрично на угол р, равный вспомогательному углу в плане боковых ре- жущих пластин, причем плоскости упора с обоих торцов подвижных планок выполнены симметрично под углом к боковым направляющим плоскостям этих планок, равным 90° - (р, а главная режущая кромка центральной пластины выполнена с перекрытием главных режущих кромок боковых режущих пластин, которые закреплены введенными в резец дополнительными прижимами с крепежными винтами
2.Резец по п1,отличающийся тем, что опорная направляющая центральной режущей пластины выполнена повернутой вверх от основной плоскости резца с уклоном к рабочей кромке на угол /г в пределах 1-10°.
3.Резец по п. 1,отличающийся тем, что регулировочный элемент в виде клина выполнен для каждой режущей пластины, и в нем выполнено резьбовое отверстие, в котором размещен заеденный в резец регулировочный винт, причем клин установлен между подвижной планкой и наклонной поверхностью, выполненной изнутри опорного выступа прижима, а внешняя поверхность выступа выпдлнена с возможностью фиксирования в пазу державки, а для регулировки центральной режущей пластины установлены два симметрично расположенных относительно продольной оси державки клина с разнонаправленной резьбой, в которой размещен винт с аналогичной в клиньях резьбой.
4.Резец по п.1, отличающийся тем, что державка выполнена в виде скобы.
| название | год | авторы | номер документа |
|---|---|---|---|
| Сборный резец с перетачиваемой пластиной | 1990 |
|
SU1710203A1 |
| Сборный отрезной резец | 1988 |
|
SU1510993A1 |
| Сборный отрезной резец | 1991 |
|
SU1779470A1 |
| Универсальный отрезной резец | 1991 |
|
SU1794598A1 |
| Сборный резец | 1990 |
|
SU1773573A1 |
| СБОРНЫЙ ОТРЕЗНОЙ РЕЗЕЦ И РЕЖУЩИЕ ПЛАСТИНЫ К НЕМУ | 2007 |
|
RU2366542C2 |
| РЕЗЕЦ | 2007 |
|
RU2380198C2 |
| Сборный резец | 1989 |
|
SU1764840A1 |
| СБОРНЫЙ РЕЗЕЦ | 1993 |
|
RU2043876C1 |
| МНОГОКРАТНО ПЕРЕТАЧИВАЕМЫЙ РЕЗЕЦ | 2002 |
|
RU2226453C2 |
Использование: при прорезке широких канавок в заготовках из труднообрабатываемых материалов. Сущность изобретения: Резец состоит из державки, опорных пластин и режущих пластин, и подвижных планок и клиньев, прижимов и крепежных винтов. Главная режущая кромка выполнена ступенчато составной в составе двух симметрично расположенных нижних боковых и одной верхней цен тральной пластин, Узел выдвижения пластин после переточки снабжен клиньями с регулировочными винтами. 3 з.п. ф-лы, 6 ил.
// 2.4 20
2 f з
irҐ
# ю h te tf // /4- is fa (риг, 5
9«г 1
4 v
3f
Р«г 2
Bui 8
Pus. 6
Б-Б
V
28 30 33
I / /
7W. 4
| Плавающий гусеничный транспортер | 1990 |
|
SU1770203A1 |
