Изобретение относится к машиностроению и может быть использовано в i выеоконапорных трубопроводах.
Цель изобретения - повьшение надежности за счет уменьшения изгибных напряжений в крепежных болтах.
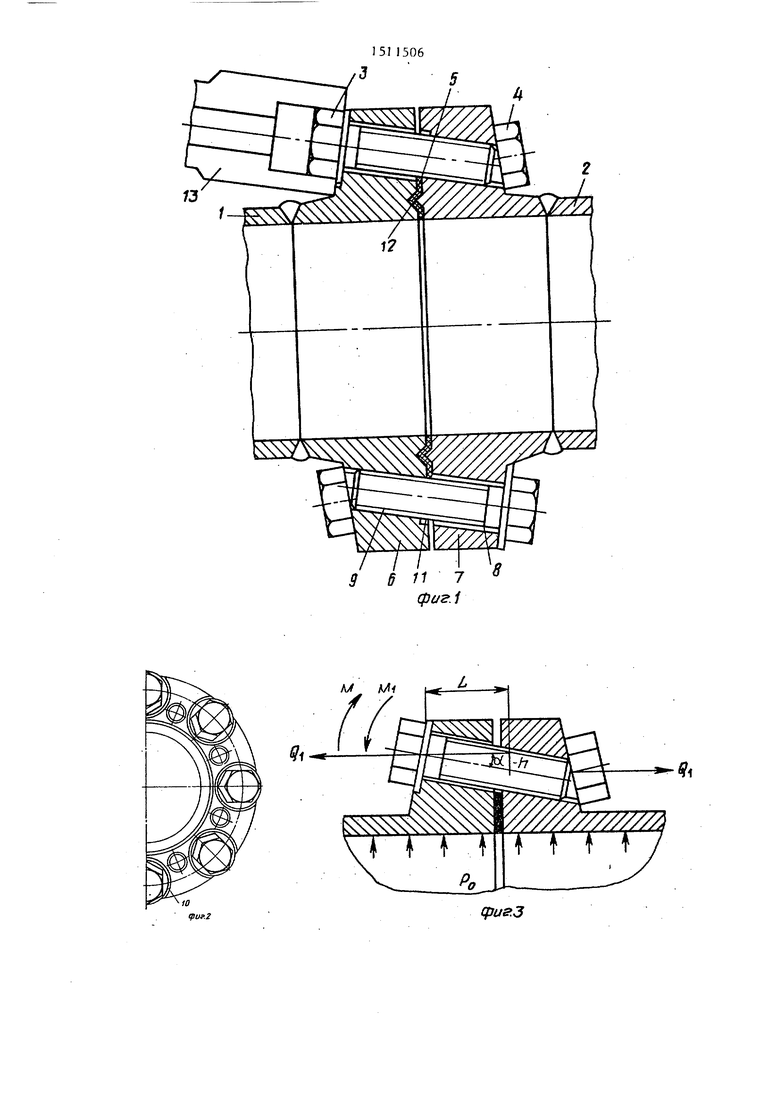
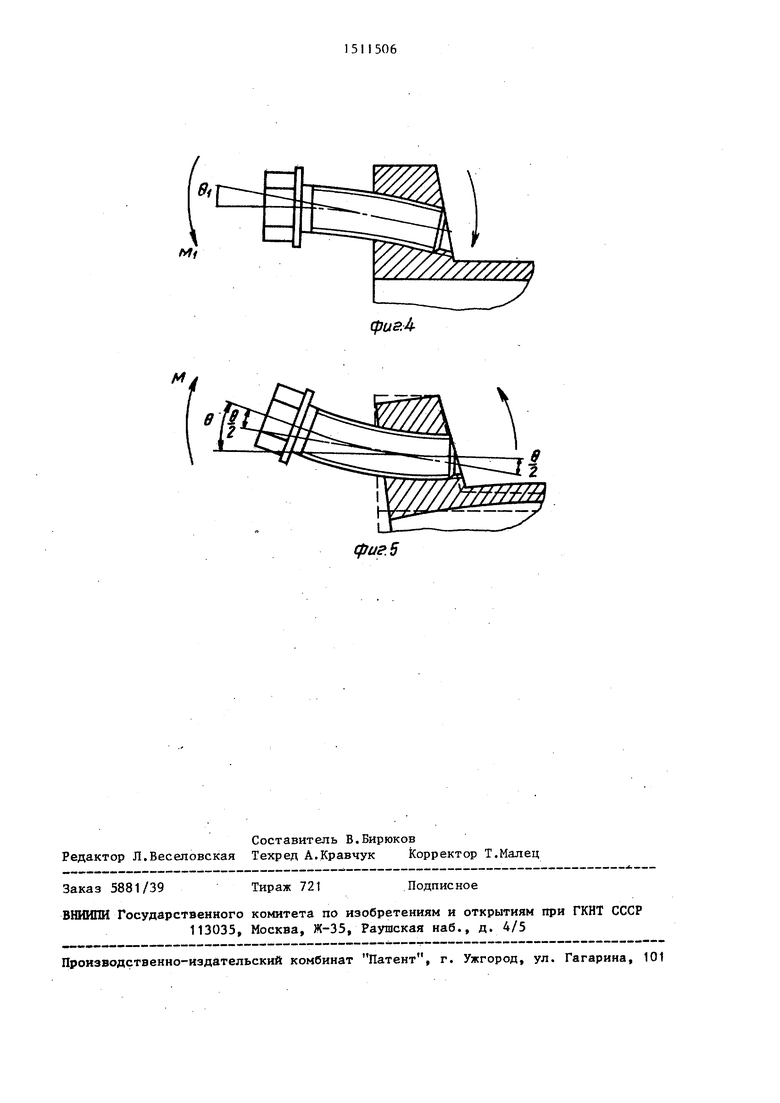
На фиг. 1 изображено соединение деталей, разрез на фиг. 2 - вид сбоку; на фиг. 3 - расчетная схема работы соединения; на фиг. 4 - схема сил, действующих на болт от осевой составляющей J на фиг. 5 - то же, от изгибающего момента во фланце.
Соединение состоит из стыкуемых деталей 1 и 2, крепежных болтов 3 и 4 и уплотнительной прокладки 5. На концевых участках деталей 1 и 2 выполнены утолщения в виде фланцев 6 и 7. Во фланцах сделаны отверстия, оси которых располагаются под углом 5-10 к оси вращения стыкуемых деталей 1 и 2, В окружном направлении оси отверстий под болты имеют разнонаправленное расположение относительно оси вращения деталей 1 и 2. Например, если ось одного отверстия имеет правый наклон к оси вращения деталей 1 и 2 (ось болта 3), то следующее за ним отверстие имеет соответственно левый наклон оси (ось болта 4), и наоборот, левый наклон оси одного отверстия чередуется в окружном направлении с правым наклоном оси другого отверстия-.
Дпя размещения крепежного болта в одном фланце 7 выполнено сквозное наклонно расположенное цилиндрическое отверстие 8, а в другом фланце 6 - аксиально расположенное резьбовое отверстие 9. По нему осуществляется со- ,пряжение резьбовой части крепежного болта. При этом часть болтов 4 вво- . дится и закрепляется со стороны одного фланца 7, а часть других болтов 3 устанавливается, соответственно, со стороны смежного фланца 6. В продольной плоскости фланцы 6 и 7 изготовлены в форме трапеций с боковыми коническими поверхностями образующие которых перпендикулярны осям соответствующих наклонных отверстий. На входы каждого наклонно расположенного, цилиндрического отверстия 8 выполнено гнездо 10 под головку крепежного болта. Опорная поверхность гнезда 10
(Л
ел
СП
О
о
315
перпендикулярна оси наклонного отверстия. Для упрощения монтажа соединения на входе каждого резьбового отверстия -9 делается центрирующая зас- верловка 11, диаметр отверстия которой превышает диаметр резьбы.
Разнонаправленное расположение отверстий во фланцах 6 и 7 соединяемых деталей 1 и 2 позволяет уменьшить шаг между крепежными болтами и увеличить их общее количество по сравнению с общепринятым фланцевь1м соединением.
Дня повьшения герметичности соединения на торцах фланцев 6 и 7 целесообразно вьшолнять кольцевые выступы и ответные впадины, образующие совместно с прокладкой 5 лабиринтное уплотнение 12.
Изготовление фланцев 6 и 7 целесообразно производят следующим образом.
Вначале обрабатывают одну заготов- ку на оба фланца 6 и 7 с тонкостенными окончаниями для приварки к де- талям 1 и 2. Затем производят сверление наклонных отверстий сверлом, обеспечивающим возможность последующего нарезания резьбы 9. После этого производят рассверливание отверстия до диаметра цилиндра 8, обеспечивая при этом получение центрирующей засверловки (фаски) 11, одновременно осуществляют цекование входной части отвер
5064
Геометрические параметры соединения определяются из выражения
е . 2., - -515.4
где 0 - угол поворота головки болта в результате изгиба фланцев-, &, - угол поворота головки болта в результате изгиба от осевой составляющей;
D - внутренний диаметр трубопровода,
РО - внутреннее давление
L - расстояние от головки болта дь его заделки во фланцеi угол наклона оси отверстия, в котором расположен крепеж- ньй болт
и - количество крепежных болтов j
Е - модуль упругости материала болта;
I - момент инерции его поперечного сечения по внутреннему .диаметру резьбы.
0
Формула изобретения
1. Соединение деталей, содержащее две соосно стыкуемые трубные детали с конусными фланцами на концах.
Изобретение относится к машиностроению и может использоваться в высоконапорных трубопроводах. Цель изобретения - повышение надежности. Выполнено соединение с разнонаправленными крепежными болтами, отверстия для которых размещены под углом к оси вращения стыкуемых деталей с чередованием левого и правого наклонов относительно этой оси. Чередуются во фланцах также гладкие и резьбовые отверстия под болты. 1 з.п.ф-лы, 5 ил.
стия 8 комбинированным инструментом - 35 скрепленных между собой болтами, ус- сверлом-зенкером с образованием гнезд 10 под головки болтов 3 и 4. По завершении этого производят разрезание фланцев 6 и 7 и вытачивание на их торцах элементов лабиринтного уплотнения 12. Конечной операцией является приварка фланцев 6 и 7 к стыкуемым, деталям 1 и 2.
Сборка соединения допускает приметано вленными в отверстиях, выполненных под углом к плоскости контакта фланцев и имеющих гнездо под головку болта, отличающееся тем, 40 что, с целью повышения герметичности и надежности- за счет уменьшения из- гибных напряжений в крепежных болтах, на каждом из стыкуемых фланцев резьбовые и гладкие отверстия выполнены
нение механизированного сборочного ин-45 сквозными и чередуются друг с другом
струмента в виде ставдартных пневматических и электрических гайковертов. Достигается это благодаря наклонному расположению крепежных болтов 3 и 4, облегчагошдх применение торцового ин- ртрумента 13. Для этого угол наклона
ТЕ
но не более
каждого отверстия выбирают свьше 5
, так как при этом существенно возрастают изгибные напряжения в теле болта, что ограничивается условием прочности и плотности стыка, соединения.
скрепленных между собой болтами, ус-
тано вленными в отверстиях, выполненных под углом к плоскости контакта фланцев и имеющих гнездо под головку болта, отличающееся тем, что, с целью повышения герметичности и надежности- за счет уменьшения из- гибных напряжений в крепежных болтах, на каждом из стыкуемых фланцев резьбовые и гладкие отверстия выполнены
через один, причем гладкие отверстия одного фланца расположены против резьбовых отверстий другого, при этом на плоскости контакта каждого фланца, концентрично резьбовым отверстиям, выполнены наклонные засверловки диаметром больше диаметра резьбы.
13
л/ Ml ь
.2
.
I I I
9 6 11 7 . 1
,
г f t t
t t t Т
PO
сриг.З
Составитель В.Бирюков Редактор Л.Веселовская Техред А.Кравчук Корректор Т.Малец
Заказ 5881/39
Тираж 721
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-издательский комбинат Патент, г. Ужгород, ул. Гагарина, 101
(
ери г. 5
Подписное
| СОЕДИНИТЕЛЬНАЯ МУФТА | 0 |
|
SU233369A1 |
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
| Видоизменение прибора для получения стереоскопических впечатлений от двух изображений различного масштаба | 1919 |
|
SU54A1 |
