Изобретение относится к водолазной технике, в частности к водолазным гидрокостюмам с жестким шлемом, и может быть использовано для изготовления шлемов из слоистых полимерных композиционных материалов, например стекла и органопластиков.
Известен водолазный шлем по патенту РФ №2097261 С1 от 07.05.96 г., МКИ7 В63 11/06. Шлем содержит жесткий корпус с иллюминатором, соединительной шейной рамкой, соединительными кольцами систем жизнеобеспечения и связи.
Известны способ изготовления шлема из слоистых полимерных композитов и шлем из слоистых полимерных композитов по патенту РФ №2328193 С2 от 11.07.2006 МКИ7 А42В 3/00.
Известны дискретно тканевый материал для слоев шлема и способ его изготовления по патенту RU №2251651 от 10.05.2003 г., МКИ7 F41Н 1/02.
Известны шлем и способ его изготовления по заявке Великобритании №2148185 от 30.05.1985 г., МКИ7 В32В 7/08, при котором в матрицу послойно укладывают полимерный композиционный материал.
Известны шлем и способ его изготовления по патенту RU №2128457 от 14.05.98 г., МКИ7 А42В 3/00.
Известны водолазный шлем и способ его изготовления по патенту РФ №2334648 С2 от 16.04.2004 г., МКИ7 В63С 11/02.
Известен водолазный шлем по патенту RU №2392175 С1 от 19.02.2009 г., МКИ7 В63С 9/08.
Известен водолазный шлем по патенту США US2009050147 А1 от 26.02.2009 г., МКИ7 А42В 3/00.
Известен водолазный шлем по патенту Германии DE 102007011824 А1 от 18.09.2008 г., МКИ7 А62В 18/04. Шлем содержит жесткий корпус с иллюминатором и соединительной шейной рамкой.
Известен водолазный шлем по патенту W02005037641 А1 от 28.04.2005 г., МКИ7 В63С 11/06.
Известные решения определяют общий уровень техники и не являются особо релевантными, поэтому предлагаемыми решениями устраняются недостатки общего известного уровня техники.
Недостатком известного уровня техники для способа является его низкая технологичность, в частности низкая технологичность обеспечения качества и прочности элементов лабиринтных уплотнений, связанных с перерезанием волокон при мехобработке, низкая технологичность и качество формовки проемов (иллюминатора, систем жизнеобеспечения и связи и других) и элементов их лабиринтных уплотнений, например канавок, выступов и фасок, из-за «спрямления» волокон ткани, особенно при укладке и поджатии последующих слоев, и из-за «выдергивания» волокон из элементов уплотнений с искажением их геометрии при прессовании оболочки давлением резиновой камеры, а также низкая прочность фланцев, на которых закреплены силовые соединительные резьбовые элементы, и, кроме того, недостаточные точность и качество стыкуемых при сборке поверхностей и выемок для размещения наушников. Кроме того, недостатком является низкая технологичность извлечения съемных деталей знаков с их крепежными деталями при прессовании оболочки повышенным давлением резиновой камеры без повреждения последней, необходимого для повышения прочности оболочки в зонах перехода к фланцам за счет дополнительного перераспределения связующего из этих зон.
Недостатком известного уровня техники для устройства для осуществления способа является низкая надежность работы формы из-за ненадежного закрепления знаков, оформляющих стыковочные и базовые поверхности проемов в форме, ненадежной и трудоемкой установки съемных элементов знаков с их крепежными деталями, низкая технологичность способа из-за низкого качества изделия, низкого качества и прочности элементов лабиринтных уплотнений изделия, связанных с перерезыванием волокон при мехобработке, низкая технологичность способа, не обеспечивающая прочность фланцев, на которых закреплены силовые соединительные резьбовые элементы, а также прочность оболочки в зонах перехода к фланцам из-за низких физико-механических характеристик материала при низком коэффициенте его армирования (повышенной массовой доли связующего), низкая технологичность способа, не обеспечивающая возможность прессования оболочки повышенным давлением резиновой камеры без ее повреждения.
Недостатками известного уровня техники для устройства являются высокая масса шлема, многократно повышающая массу всего водолазного снаряжения из-за необходимости компенсации завышенного расположения центра масс водолаза, а также низкая надежность работы шлема из-за низкой его герметичности при низкой прочности и качестве лабиринтных герметизирующих уплотнений из-за неоптимального расположения армирующих волокон (частичного заполнения ими кромок), а также из-за недостаточного усилия затяжки крепежных деталей элементов шлема (иллюминатора и др.) при низких физико-механических характеристиках материала в зонах расположения этих крепежных деталей.
Технической задачей, на решение которой направлены заявляемые изобретения, является разработка более технологичного в изготовлении водолазного шлема, повышенной надежности работы, более высокого качества.
Технический результат, который может быть получен при решении технической задачи по реализации предлагаемого способа, заключается в повышении технологичности изготовления водолазного шлема с обеспечением качества и прочности элементов лабиринтных уплотнений без перерезывания волокон при мехобработке, с обеспечением качественного формования проемов (иллюминатора, систем жизнеобеспечения и связи и других) и элементов их лабиринтных уплотнений, например канавок, выступов и фасок, за счет их заполнения кольцевыми волокнами и изгибами краев ткани при удержании этих изгибов натяжением оборачивания кольцевых волокон при укладке и поджатии последующих слоев, а также за счет свободного перемещения кольцевых волокон при их укладке. Также повышение технологичности заключается в исключении «выдергивания» волокон из элементов уплотнений с искажением их геометрии при прессовании оболочки давлением резиновой камеры за счет создания дополнительного сопротивления «выдергиванию» волокон при полностью желатизированном и не потерявшем способности к прессованию в составе композита связующем, а также за счет сжатия волокон в зоне фланцев с повышением прочности фланцев, на которых закреплены силовые соединительные резьбовые элементы, при повышении физико-механических характеристик материала с повышением коэффициента его армирования (снижением массовой доли связующего). Кроме того, технический результат заключается в повышении технологичности изготовления шлема с обеспечением точности и качества стыкуемых при сборке поверхностей, выемок для размещения наушников с повышенной точностью за счет исключения мехобработки, а также за счет упрощения извлечения съемных деталей знаков с их крепежными деталями при прессовании оболочки повышенным давлением резиновой камеры без повреждения последней, необходимого также и для повышения прочности оболочки в зонах перехода к фланцам за счет дополнительного перераспределения связующего из этих зон.
Технический результат устройства для осуществления способа, который может быть получен при решении технической задачи, заключается в повышении надежности работы формы за счет надежного закрепления знаков и удобства установки съемных деталей знаков с их крепежными деталями, в повышении технологичности способа за счет повышения качества изделия, а также качества и прочности элементов лабиринтных уплотнений изделия без перерезывания волокон при мехобработке, в повышении технологичности способа с обеспечением прочности фланцев, на которых закреплены силовые соединительные резьбовые элементы, за счет повышения физико-механических характеристик материала при повышении коэффициента его армирования (снижении массовой доли связующего), а также за счет повышения качества изделия с повышением прочности его оболочки в зонах перехода к фланцам при прессовании оболочки повышенным давлением резиновой камеры и дополнительном перераспределении связующего из этих зон при отсутствии повреждения камеры.
Технический результат устройства, который может быть получен при решении технической задачи, заключается в значительном снижении массы водолазного снаряжения, а также в повышении надежности работы шлема за счет повышения его герметичности при повышении прочности и качества лабиринтных герметизирующих уплотнений оптимизацией расположения армирующих волокон, а также повышения герметичности реализацией увеличенного усилия затяжки крепежных деталей элементов шлема (иллюминатора и др.) при повышении физико-механических характеристик материала в зонах расположения этих крепежных деталей.
Поставленная задача с достижением технического результата решается за счет того, что способ изготовления водолазного шлема из слоистых полимерных композитов, при котором в форму, выполненную из скрепленных в плоскости симметрии основных поверхностей шлема стекло-пластиковых полуформ и основания, снабженную знаками с формообразующими поверхностями базовых плоскостей и проемов иллюминатора, систем жизнеобеспечения и связи с элементами лабиринтных уплотнений, например канавками, выступами и фасками, через шейный проем укладывают слои оболочки из армирующей ткани, пропитанной полимерным связующим, при этом фланцы проемов, преимущественно в зоне элементов лабиринтных уплотнений краев проемов, заполняют кольцевыми волокнами, оборачивая ими знаки, и волокнами краев ткани с чередованием последних и с изгибом волокон ткани за счет их поджатия к формообразующей поверхности проема знака, устанавливают на знаки прижимные шайбы, прижимают шайбы в направлении базовых плоскостей, например, резьбовыми соединениями, сжимая волокна во фланцах проемов с вдавливанием волокон композита в элементы, формирующие лабиринтные уплотнения, с огибанием их и заполнением их кромок и с выдавливанием части связующего, прессуют оболочку с выдержкой полости формы во время отверждения связующего композита под давлением, накрывая шейный проем основанием и накачивая помещенную внутрь резиновую камеру.
Оболочку накачиванием камеры прессуют после выдержки до окончания желатинизации связующего во фланцах проемов.
Для проемов с высокой степенью точности толщины фланцев проемов знаки снабжают закрепленными в форме направляющими шайбами с формообразующим базовую плоскость торцом и втулками с внутренней резьбой и с наружной формообразующей поверхностью соответствующих проемов и фасок, причем направляющие шайбы и втулки закрепляют в форме наружными болтами, затягивая их по резьбе во втулках, а сжатие волокон осуществляют между прижимной и направляющей шайбами внутренними болтами с использованием оставшейся части этой же резьбы во втулках, обеспечивая рабочей высотой втулки толщину фланцев.
Для проемов с высокой степенью точности взаимного расположения, общей базовой плоскостью и общим фланцем, например, двух отверстий для элементов жизнеобеспечения, шайбы выполняют двухместными в виде плоских пластин.
Перед прессованием оболочки повышенным давлением в камере удаляют прижимные шайбы с элементами их крепления и устанавливают и ориентируют относительно знаков обечайки, оформляющие выемки для элементов шлема, например наушников радиотелефонной связи, прижимая эти обечайки к оболочке давлением камеры.
Поставленная задача с достижением технического результата для устройства для осуществления способа решается за счет того, что форма для изготовления водолазного шлема из слоистых полимерных композитов, выполненная из скрепленных в плоскости симметрии основных поверхностей шлема стеклопластиковых полуформ и основания, снабженная знаками с формообразующими поверхностями базовых плоскостей и проемов иллюминатора, систем жизнеобеспечения и связи с элементами лабиринтных уплотнений, например канавками, выступами и фасками, причем на знаках установлены прижимные шайбы с возможностью их поджатия в направлении базовых плоскостей, например, резьбовыми соединениями, при этом в форме с помощью закрепленного над шейным проемом основания образован замкнутый объем, в который помещена резиновая камера для создания внутреннего давления.
Знаки для проемов с высокой степенью точности толщины их фланцев снабжены закрепленными в форме направляющими шайбами с формообразующим базовую плоскость шлема торцом и втулками с внутренней резьбой и с наружной формообразующей поверхностью соответствующих проемов и фасок, причем направляющие шайбы и втулки закреплены в форме наружными болтами, затянутыми по резьбе во втулках, а прижимные шайбы закреплены внутренними болтами с использованием оставшейся части этой же резьбы во втулках, с обеспечением рабочей высотой втулки толщины фланцев проемов шлема.
Для проемов с высокой степенью точности взаимного расположения, общей базовой плоскостью и общим фланцем, например, двух отверстий для элементов жизнеобеспечения, шайбы выполнены двухместными в виде плоских пластин.
Форма снабжена обечайками, оформляющими выемки для элементов шлема, например наушников радиотелефонной связи, установленными между полуформами и камерой и ориентированными относительно знаков.
Поставленная задача с достижением технического результата для устройства решается за счет того, что водолазный шлем из слоистых полимерных композитов, включающий оболочку из армирующей ткани, пропитанной полимерным связующим, с фланцами проемов иллюминатора, систем жизнеобеспечения и связи с элементами лабиринтных уплотнений, например канавками, выступами и фасками, причем фланцы проемов, преимущественно в зоне элементов лабиринтных уплотнений краев проемов, заполнены кольцевыми волокнами, расположенными вокруг проемов, и волокнами краев ткани с чередованием последних, с загибом волокон ткани на поверхность проема, с огибанием элементов, формирующих лабиринтные уплотнения, и заполнением их кромок, причем фланцы проемов оболочки выполнены с уплотнением волокон армирующего материала.
В качестве армирующей ткани использована стеклоткань, в качестве кольцевых волокон - стекложгут, а в качестве полимерного связующего - эпоксидное связующее, массовая доля которого в зонах фланцев составляет 20-30%, а в остальных зонах оболочки - 25-35%.
Отличительными признаками способа являются следующие признаки:
- фланцы проемов, преимущественно в зоне элементов лабиринтных уплотнений краев проемов, заполняют кольцевыми волокнами, оборачивая ими знаки, и волокнами краев ткани с чередованием последних и с изгибом волокон ткани за счет их поджатия к формообразующей поверхности проема знака - признаки существенные, предусматривают наличие новых операций и новую последовательность их выполнения, направлены на решение поставленной задачи с достижением технического результата, на повышение технологичности изготовления шлема с обеспечением качественного формования за счет заполнения армирующими волокнами указанных элементов при удержании их изгибов натяжением оборачивания кольцевых волокон при укладке и поджатии последующих слоев, а также за счет свободного перемещении кольцевых волокон при их укладке;
- устанавливают на знаки прижимные шайбы, прижимают шайбы в направлении базовых плоскостей, например, резьбовыми соединениями, сжимая волокна во фланцах проемов с вдавливанием волокон композита в элементы, формирующие лабиринтные уплотнения, с огибанием их и заполнением их кромок - признаки существенные, предусматривают наличие новых операций и новую последовательность их выполнения, направлены на решение поставленной задачи с достижением технического результата, на повышение технологичности изготовления шлема с обеспечением качества и прочности элементов лабиринтных уплотнений без перерезывания при мехобработке волокон, кроме того, сжатые волокна менее подвержены «выдергиванию» из элементов уплотнений с искажением их геометрии при прессовании оболочки давлением резиновой камеры;
- с выдавливанием части связующего - признак существенный, предусматривает наличие новой операции, направлен на решение поставленной задачи с достижением технического результата, на повышение технологичности изготовления шлема с обеспечением прочности фланцев, на которых закреплены силовые соединительные резьбовые элементы, за счет повышения физико-механических характеристик материала при повышении коэффициента его армирования (снижении массовой доли связующего);
- оболочку накачиванием камеры прессуют после выдержки до окончания желатинизации связующего во фланцах проемов - признаки существенные, предусматривают наличие новых операций и новую последовательность их выполнения, направлены на решение поставленной задачи с достижением технического результата, на повышение технологичности изготовления шлема с обеспечением качества и прочности элементов лабиринтных уплотнений за счет создания дополнительного сопротивления «выдергиванию» волокон при полностью желатизированном и не потерявшем способности к прессованию в составе композита связующем;
- для проемов с высокой степенью точности толщины фланцев проемов знаки снабжают закрепленными в форме направляющими шайбами с формообразующим базовую плоскость торцом и втулками с внутренней резьбой и с наружной формообразующей поверхностью соответствующих проемов и фасок, причем направляющие шайбы и втулки закрепляют в форме наружными болтами, затягивая их по резьбе во втулках, а сжатие волокон осуществляют между прижимной и направляющей шайбами внутренними болтами с использованием оставшейся части этой же резьбы во втулках, обеспечивая рабочей высотой втулки толщину фланцев - признаки существенные, предусматривают наличие новых операций и новую последовательность их выполнения, направлены на решение поставленной задачи с достижением технического результата, на повышение технологичности изготовления шлема с обеспечением качества стыкуемых при сборке поверхностей за счет исключения мехобработки, а также за счет упрощения извлечения съемных деталей знаков с их крепежными деталями при прессовании оболочки повышенным давлением резиновой камеры без повреждения последней;
- для проемов с высокой степенью точности взаимного расположения, общей базовой плоскостью и общим фланцем, например, двух отверстий для элементов жизнеобеспечения, шайбы выполняют двухместными в виде плоских пластин - признаки существенные, предусматривают наличие новых операций и новую последовательность их выполнения, направлены на решение поставленной задачи с достижением технического результата, на повышение технологичности изготовления шлема с обеспечением качества стыкуемых при сборке поверхностей за счет исключения мехобработки;
- перед прессованием оболочки повышенным давлением в камере удаляют прижимные шайбы с элементами их крепления и устанавливают и ориентируют относительно знаков обечайки, оформляющие выемки для элементов шлема, например наушников радиотелефонной связи, прижимая эти обечайки к оболочке давлением камеры, - признаки существенные, предусматривают наличие новых операций и новую последовательность их выполнения, направлены на решение поставленной задачи с достижением технического результата, на повышение технологичности изготовления шлема с обеспечением прочности оболочки в зонах перехода к фланцам за счет дополнительного перераспределения связующего из этих зон при отсутствии повреждения резиновой камеры, а также с обеспечением качества выемок для размещения наушников с повышенной точностью.
Отличительными признаками устройства для осуществления способа являются следующие признаки:
- форма снабжена знаками с формообразующими поверхностями базовых плоскостей и проемов иллюминатора, систем жизнеобеспечения и связи с элементами лабиринтных уплотнений, например канавками, выступами и фасками - признаки существенные, предусматривают наличие новых элементов и новую форму элементов, направлены на решение поставленной задачи с достижением технического результата, заключающегося в повышении технологичности способа, а также качества и прочности элементов лабиринтных уплотнений изделия без перерезывания волокон при мехобработке;
- на знаках установлены прижимные шайбы с возможностью их поджатия в направлении базовых плоскостей, например, резьбовыми соединениями - признаки существенные, предусматривают наличие новых элементов и новое взаимное расположение элементов, направлены на решение поставленной задачи с достижением технического результата, заключающегося в повышении технологичности способа с обеспечением прочности фланцев, на которых закреплены силовые соединительные резьбовые элементы, за счет повышения физико-механических характеристик материала при повышении коэффициента его армирования (снижении массовой доли связующего), а также качества и прочности элементов лабиринтных уплотнений изделия без перерезывания волокон при мехобработке;
- знаки для проемов с высокой степенью точности толщины их фланцев снабжены закрепленными в форме направляющими шайбами с формообразующим базовую плоскость шлема торцом и втулками с внутренней резьбой и с наружной формообразующей поверхностью соответствующих проемов и фасок, причем направляющие шайбы и втулки закреплены в форме наружными болтами, затянутыми по резьбе во втулках, а прижимные шайбы закреплены внутренними болтами с использованием оставшейся части этой же резьбы во втулках, с обеспечением рабочей высотой втулки толщины фланцев проемов шлема - признаки существенные, предусматривают наличие новых элементов, новую форму элементов и их новое взаимное расположение, направлены на решение поставленной задачи с достижением технического результата, заключающегося в повышении надежности работы формы за счет надежного закрепления знаков, в повышении технологичности способа за счет удобства установки и съема знаков с их крепежными деталями, а также за счет повышения качества изделия с повышением прочности его оболочки в зонах перехода к фланцам при прессовании оболочки повышенным давлением резиновой камеры и дополнительном перераспределении связующего из этих зон при отсутствии повреждения камеры;
- для проемов с высокой степенью точности взаимного расположения, общей базовой плоскостью и общим фланцем, например, двух отверстий для элементов жизнеобеспечения, шайбы выполнены двухместными в виде плоских пластин - признаки существенные, предусматривают новую форму элементов и их новое взаимное расположение, направлены на решение поставленной задачи с достижением технического результата, заключающегося в повышении технологичности способа за счет повышения качества изделия;
- форма снабжена обечайками, оформляющими выемки для элементов шлема, например наушников радиотелефонной связи, установленными между полуформами и камерой и ориентированными относительно знаков - признаки существенные, предусматривают наличие новых элементов и их новое взаимное расположение, направлены на решение поставленной задачи с достижением технического результата, заключающегося в повышении технологичности способа за счет повышения качества изделия.
Отличительными признаками устройства являются следующие признаки:
- водолазный шлем выполнен из слоистых полимерных композитов - признак существенный, предусматривает обоснованное применение нового материала, направлен на решение поставленной задачи с достижением технического результата, заключающегося в значительном снижении массы водолазного снаряжения;
- фланцы проемов, преимущественно в зоне элементов лабиринтных уплотнений краев проемов, заполнены кольцевыми волокнами, расположенными вокруг проемов, и волокнами краев ткани с чередованием последних, с загибом волокон ткани на поверхность проема, с огибанием элементов, формирующих лабиринтные уплотнения, и заполнением их кромок - признаки существенные, предусматривают наличие новых элементов, новую форму элементов и их новое взаимное расположение, направлены на решение поставленной задачи с достижением технического результата, заключающегося в повышении надежности работы шлема за счет повышения его герметичности при повышении прочности и качества лабиринтных герметизирующих уплотнений за счет оптимизации расположения армирующих волокон;
- фланцы проемов оболочки выполнены с уплотнением волокон армирующего материала - признак существенный, предусматривает новое взаимное расположение элементов, направлен на решение поставленной задачи с достижением технического результата, заключающегося в повышении надежности работы шлема за счет повышения его прочности и герметичности при реализации увеличенного усилия затяжки крепежных деталей элементов шлема (иллюминатора и др.) за счет повышения физико-механических характеристик материала в зонах расположения этих крепежных деталей;
- в качестве армирующей ткани использована стеклоткань, в качестве кольцевых волокон - стекложгут, а в качестве полимерного связующего - эпоксидное связующее, массовая доля которого в зонах фланцев составляет 20-30%, а в остальных зонах оболочки - 25-35% - признаки существенные, предусматривают наличие новых элементов и обоснованное применение нового материала, направлены на решение поставленной задачи с достижением технического результата, заключающегося в повышении надежности работы шлема за счет повышения качества и прочности при оптимизации расположения армирующих волокон, а также за счет повышения герметичности при реализации увеличенного усилия затяжки крепежных деталей элементов шлема (иллюминатора и др.) за счет повышения физико-механических характеристик материала в зонах расположения этих крепежных деталей.
Указанные отличительные признаки являются существенными, поскольку каждый в отдельности и все совместно направлены на решение поставленной задачи с достижением технического результата. Использование единой совокупности существенных отличительных признаков в известных решениях не обнаружено, что характеризует соответствие технического решения критерию «новизна».
Единая совокупность новых существенных признаков с общими известными обеспечивает решение поставленной задачи с достижением технического результата и характеризует предложенное техническое решение существенными отличиями по сравнению с известным уровнем техники и аналогами. Данное техническое решение является результатом научно-исследовательской и экспериментальной работы по повышению технологичности изготовления и надежности работы водолазных шлемов без использования известных проектировочных решений, рекомендаций, материалов и обладает неочевидностью, что свидетельствует о его соответствию критерию «изобретательский уровень».
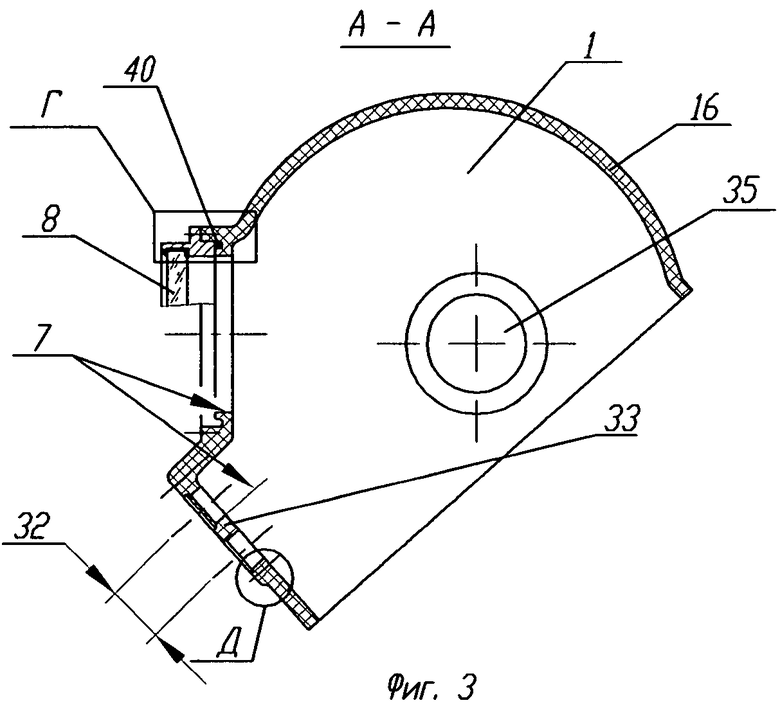
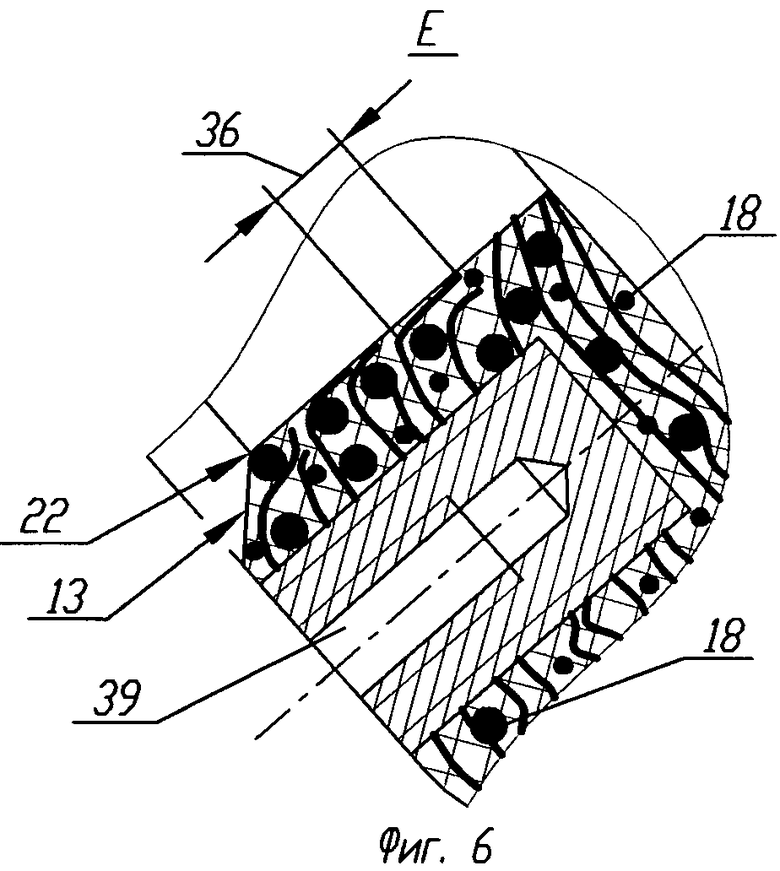
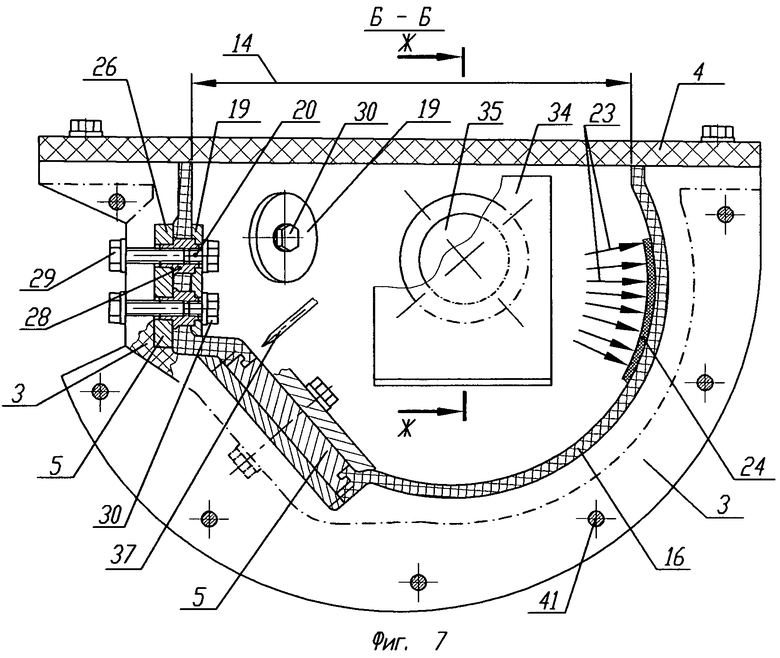
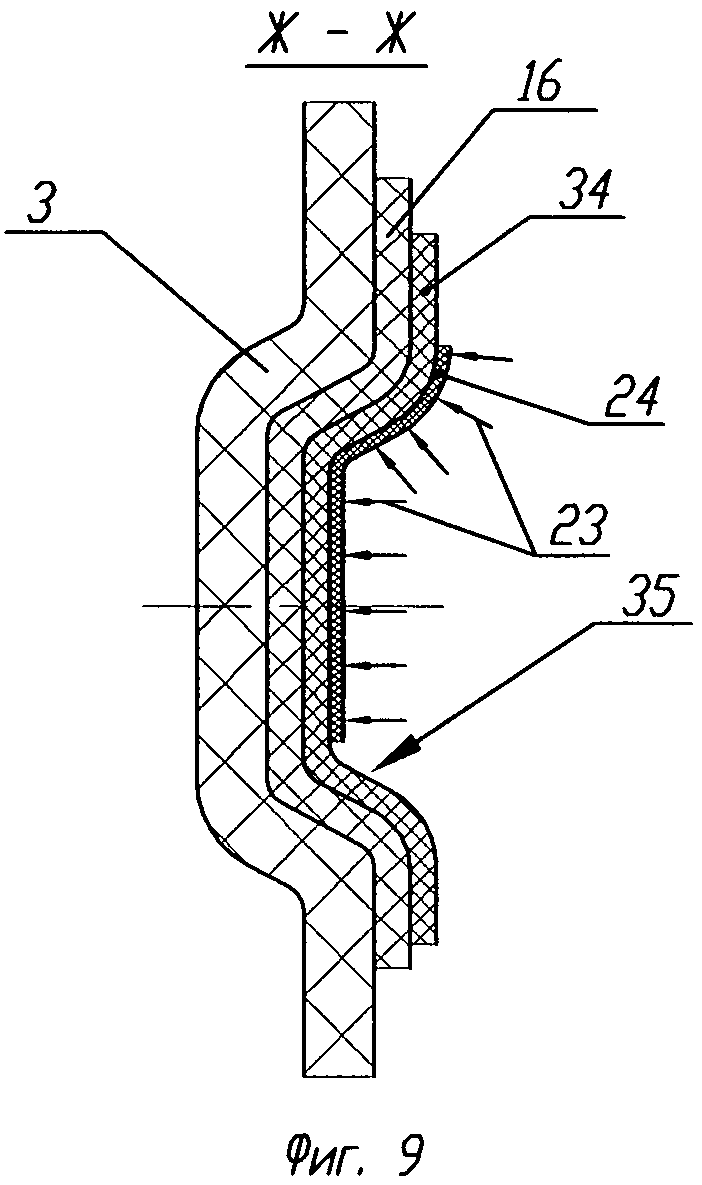
Сущность изобретения поясняется чертежами, где на фиг.1 представлен общий вид водолазного шлема, на фиг.2 - общий вид способа изготовления водолазного шлема, на фиг.3 - шлем в разрезе, на фиг.4 - узел лабиринтного уплотнения иллюминатора, на фиг.5 - узел герметизации системы жизнеобеспечения, на фиг.6 - узел крепежного элемента герметизации, на фиг.7 - разрез формы по плоскости ее разъема при осуществлении способа изготовления шлема, на фиг.8 - разрез формы по знаку проема системы связи при осуществлении способа изготовления, на фиг.9 - разрез формы по выемке для наушников при осуществлении способа.
Способ изготовления водолазного шлема 1 из слоистых полимерных композитов, при котором в форму 2, выполненную из скрепленных в плоскости симметрии основных поверхностей шлема 1 стеклопластиковых полуформ 3 и основания 4, снабженную знаками 5 с формообразующими поверхностями базовых плоскостей 6 и проемов 7 иллюминатора 8, узлов систем жизнеобеспечения 9 и связи 10 с элементами лабиринтных уплотнений, например канавками 11, выступами 12 и фасками 13, через шейный проем 14 укладывают слои 15 оболочки 16 из армирующей ткани, пропитанной полимерным связующим, при этом фланцы 17 проемов 7, преимущественно в зоне элементов лабиринтных уплотнений краев проемов, заполняют кольцевыми волокнами 18, оборачивая ими знаки 5, и волокнами краев ткани с чередованием последних и с изгибом волокон ткани за счет их поджатия к формообразующей поверхности знака, устанавливают на знаки 5 прижимные шайбы 19, прижимают шайбы 19 в направлении базовых плоскостей 6, например, резьбовыми соединениями 20, сжимая волокна во фланцах 17 проемов с вдавливанием волокон композита в элементы, формирующие лабиринтные уплотнения, с огибанием 21 их и заполнением их кромок 22 и с выдавливанием части связующего, прессуют оболочку 16 с выдержкой полости формы 2 во время отверждения связующего композита под давлением 23, накрывая шейный проем 14 основанием 4 и накачивая помещенную внутрь резиновую камеру 24.
Оболочку 16 накачиванием камеры 24 прессуют после выдержки до окончания желатинизации связующего во фланцах 17 проемов 7.
Для проемов 7 с высокой степенью точности толщины 25 фланцев 17 проемов 7 знаки 5 снабжают закрепленными в форме 2 направляющими шайбами 26 с формообразующим базовую плоскость 6 торцем 27 и втулками 28 с внутренней резьбой и с наружной формообразующей поверхностью соответствующих проемов и фасок, причем направляющие шайбы и втулки закрепляют в форме наружными болтами 29, затягивая их по резьбе во втулках 28, а сжатие волокон осуществляют между прижимной 19 и направляющей 26 шайбами внутренними болтами 30 с использованием оставшейся части этой же резьбы во втулках 28, обеспечивая рабочей высотой 31 втулки 28 толщину 25 фланцев 17.
Для проемов с высокой степенью точности взаимного расположения 32, общей базовой плоскостью 6 и общим фланцем 33, например, двух отверстий для элементов жизнеобеспечения 9, шайбы 19 и 26 выполняют двухместными в виде плоских пластин.
Перед прессованием оболочки 16 накачиванием камеры 24 удаляют прижимные шайбы 19 с элементами их крепления и устанавливают и ориентируют относительно знаков обечайки 34, оформляющие выемки 35 для элементов шлема, например наушников радиотелефонной связи, прижимая эти обечайки 34 к оболочке 16 давлением 23 камеры 24.
Форма 2 для изготовления водолазного шлема 1 из слоистых полимерных композитов, выполненная из скрепленных в плоскости симметрии основных поверхностей шлема стеклопластиковых полуформ 3 и основания 4, снабженная знаками 5 с формообразующими поверхностями базовых плоскостей 6 и проемов 7 иллюминатора 8, узлов систем жизнеобеспечения 9 и связи 10 с элементами лабиринтных уплотнений, например канавками 11, выступами 12 и фасками 13, причем на знаках 5 установлены прижимные шайбы 19 с возможностью их поджатия в направлении базовых плоскостей 6, например, резьбовыми соединениями 20, при этом в форме 2 с помощью закрепленного над шейным проемом 14 основания 4 образован замкнутый объем, в который помещена резиновая камера 24 для создания внутреннего давления 23.
Знаки 5 для проемов с высокой степенью точности толщины 25 их фланцев 17 снабжены закрепленными в форме 2 направляющими шайбами 26 с формообразующим базовую плоскость 6 шлема 1 торцем 27 и втулками 28 с внутренней резьбой и с наружной формообразующей поверхностью соответствующих проемов 7 и фасок 13, причем направляющие шайбы 26 и втулки 28 закреплены в форме 2 наружными болтами 29, затянутыми по резьбе во втулках 28, а прижимные шайбы 19 закреплены внутренними болтами 30 с использованием оставшейся части этой же резьбы во втулках 28, с обеспечением рабочей высотой 31 втулки 28 толщину 25 фланцев 17 проемов 7 шлема 1.
Для проемов 7 с высокой степенью точности взаимного расположения 32, общей базовой плоскостью 6 и общим фланцем 33, например, двух отверстий для элементов жизнеобеспечения 9, шайбы 19 и 26 выполнены двухместными в виде плоских пластин.
Форма снабжена обечайками 34, оформляющими выемки 35 для элементов шлема, например наушников радиотелефонной связи, установленными между оболочкой 16 и камерой 24 и ориентированными относительно знаков 5.
Водолазный шлем 1 из слоистых полимерных композитов, включающий оболочку 16 из армирующей ткани, пропитанной полимерным связующим, с фланцами 17 проемов 7 иллюминатора 8, узлов систем жизнеобеспечения 9 и связи 10 с элементами лабиринтных уплотнений, например канавками 11, выступами 12 и фасками 13, причем фланцы 17 проемов 7, преимущественно в зоне элементов лабиринтных уплотнений краев проемов 7, заполнены кольцевыми волокнами 18, расположенными вокруг проемов 7, и волокнами 15 краев ткани с чередованием последних, с загибом 36 волокон ткани на поверхность проема 7, с огибанием 21 элементов, формирующих лабиринтные уплотнения, и заполнением их кромок 22, причем фланцы 17 проемов 7 оболочки 16 выполнены с уплотнением волокон армирующего материала.
В качестве армирующей ткани использована стеклоткань, в качестве кольцевых волокон - стекложгут, а в качестве полимерного связующего - эпоксидное связующее, массовая доля которого в зонах фланцев 17 составляет 20-30%, а в остальных зонах оболочки 16 - 25-35%.
Пример конкретного исполнения способа заключается в том, что укладку слоев 15 ткани осуществляют с поджатием ее краев к формообразующим поверхностям 7 с помощью пестика 37, причем поджатием формируют загибы 36. Кольцевыми волокнами 18 оборачивают знаки 15, заглубляя их также пестиками 37 в канавки формообразующих поверхностей, обеспечивая прижатие слоев 15 натяжением оборачивания. После укладки 1-2 слоев краев ткани 15 и волокон 18 непосредственно у формообразующих поверхностей (в зоне фланцев 17) выполняют выравнивание и укладку слоев 15 оболочки 16, отдаляясь от формообразующих поверхностей 7 знаков 5 к периферии. Цикл перечисленных операций повторяют до полной выкладки фланцев 17 и оболочки 16. Между завершающими циклами могут осуществлять предварительное поджатие материала фланцев 17 прижимными шайбами 19. Предварительное прессование 23 камерой 24 с поджатыми прижимными шайбами 19 могут осуществлять во время желатинизации связующего. Окончательное прессование оболочки повышенным давлением 23 со снятыми внутренними болтами 30 и прижимными шайбами 19 осуществляют после завершения желатинизации связующего во фланцах 17, где этот процесс протекает быстрее за счет меньшего теплоотвода из массива материала (толщина 25 материала в зоне фланцев 17 превышает толщину 38 оболочки 16 в остальных зонах) и неполной желатинизации в остальных зонах оболочки 16, благодаря чему связующее перераспределяется из зон, примыкающих к фланцам 17. В качестве связующего используют эпоксидное связующее холодного отверждения с повышенным временем желатинизации. После финишной мехобработки оболочки с удалением облоя во фланцах 17 из материала с повышенными физико-механическими характеристиками выполняют резьбовые отверстия для крепежных втулок 39, вклеивают втулки 39 крепления иллюминатора 8, узлов систем жизнеобеспечения 9 и связи 10, устанавливают перечисленные элементы на соответствующие герметизирующие прокладки 40, обеспечивая повышенную герметичность и надежность работы шлема.
Форма 2 работает следующим образом.
Полуформы 3 скрепляют болтами 41, устанавливают направляющие шайбы 26, закрепляют их наружными болтами 29, обеспечивая надежность работы формы 2 при подготовке к изготовлению оболочки шлема. В процессе изготовления оболочки 16 шлема 1 с фланцами 17 благодаря удобству установки и снятия съемных деталей 4, 19, 24, 30, 34 обеспечена высокая технологичность осуществления способа изготовления водолазного шлема 1.
Работает водолазный шлем 1 следующим образом.
При работе шлема 1 в составе водолазного снаряжения при глубинном погружении на его наружную поверхность воздействует высокое гидравлическое давление. Высокая надежность работы шлема 1 и высокая степень герметичности узлов стыковки в этих условиях обеспечены прочностью и качеством лабиринтных уплотнений оболочки 16 шлема, а также степенью деформации герметизирующих (резиновых) прокладок 40. Для обеспечения герметичности в условиях высокого давления напряжения (кГ/см2) в сдеформированных прокладках 40 должны превышать действующее на шлем наружное давление (ати). Это достигается повышением усилия затяжки резьбовых элементов узлов стыковки. Реализация повышенного усилия затяжки достигнута за счет повышенной прочности закрепления крепежных втулок 39 во фланцах 17 оболочки 16 шлема 1, которое, в свою очередь, обеспечено повышением физико-механических характеристик композита в зоне фланцев 17.
Таким образом, использование изобретений позволит создать высокотехнологичную конструкцию водолазного шлема с повышенной надежностью работы, что и подтверждает использование по назначению. Осуществимость изобретений подтверждена положительными результатами испытаний водолазных шлемов, разработка и изготовление которых полностью основаны на представленном описании. В связи с этим новое техническое решение соответствует и критерию «промышленная применимость», т.е. уровню изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ БРОНЕШЛЕМА ИЗ СЛОИСТЫХ ПОЛИМЕРНЫХ КОМПОЗИТОВ И БРОНЕШЛЕМ ИЗ СЛОИСТЫХ ПОЛИМЕРНЫХ КОМПОЗИТОВ | 2006 |
|
RU2328193C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БРОНЕШЛЕМА ИЗ СЛОИСТЫХ ПОЛИМЕРНЫХ КОМПОЗИТОВ И БРОНЕШЛЕМ ИЗ СЛОИСТЫХ ПОЛИМЕРНЫХ КОМПОЗИТОВ | 2014 |
|
RU2564970C1 |
| ВОДОЛАЗНЫЙ ШЛЕМ | 2022 |
|
RU2782046C1 |
| Способ изготовления бронепанели из слоистых композитов для защиты нижней части лица и бронепанель из слоистых полимерных композитов для защиты нижней части лица | 2016 |
|
RU2636303C1 |
| Способ изготовления бронешлема из полимерных композитов и бронешлем из полимерных композитов | 2017 |
|
RU2661593C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БРОНЕШЛЕМА ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И БРОНЕШЛЕМ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2010 |
|
RU2423059C1 |
| УДАРОЗАЩИТНЫЙ КОМПОЗИТНЫЙ ШЛЕМ | 1995 |
|
RU2087111C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БАЛЛОНА ВЫСОКОГО ДАВЛЕНИЯ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И БАЛЛОН ВЫСОКОГО ДАВЛЕНИЯ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2009 |
|
RU2395749C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БРОНЕПАНЕЛИ ИЗ ПОЛИМЕРНЫХ КОМПОЗИТОВ И БРОНЕПАНЕЛЬ ИЗ ПОЛИМЕРНЫХ КОМПОЗИТОВ | 2008 |
|
RU2414670C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФОРМЫ ДЛЯ ИЗДЕЛИЙ ИЗ СЛОИСТЫХ ПОЛИМЕРНЫХ КОМПОЗИТОВ | 2005 |
|
RU2309044C1 |




Изобретение относится к водолазной технике, в частности к водолазным гидрокостюмам с жестким шлемом. Способ изготовления водолазного шлема из слоистых полимерных композитов заключается в том, что в форму, выполненную из скрепленных в плоскости симметрии основных поверхностей шлема стеклопластиковых полуформ и основания, снабженную знаками с формообразующими поверхностями базовых плоскостей и проемов, через шейный проем укладывают слои оболочки из армирующей ткани, пропитанной полимерным связующим. Фланцы проемов заполняют кольцевыми волокнами, оборачивая ими знаки, на которые устанавливают прижимные шайбы, прижимают шайбы в направлении базовых плоскостей. Прессуют оболочку с выдержкой полости формы во время отверждения связующего композита под давлением, накрывая шейный проем основанием и накачивая помещенную внутрь резиновую камеру. Форма для изготовления водолазного шлема выполнена из скрепленных в плоскости симметрии основных поверхностей шлема стеклопластиковых полуформ и основания, снабжена знаками с формообразующими поверхностями базовых плоскостей и проемов, иллюминатора, узлов систем жизнеобеспечения и связи с элементами лабиринтных уплотнений. На знаках установлены прижимные шайбы с возможностью их поджатия в направлении базовых плоскостей, в форме с помощью закрепленного над шейным проемом основания образован замкнутый объем, в который помещена резиновая камера для создания внутреннего давления. Водолазный шлем содержит вышеуказанные элементы. Повышается герметичность шлема, надежность, снижается масса водолазного снаряжения. 3 н.з. и 11 з.п. ф-лы, 9 ил.
1. Способ изготовления водолазного шлема из слоистых полимерных композитов, при котором в форму, выполненную из скрепленных в плоскости симметрии основных поверхностей шлема стеклопластиковых полуформ и основания, снабженную знаками с формообразующими поверхностями базовых плоскостей и проемов иллюминатора, систем жизнеобеспечения и связи с элементами лабиринтных уплотнений, например, канавками, выступами и фасками, через шейный проем укладывают слои оболочки из армирующей ткани, пропитанной полимерным связующим, при этом фланцы проемов, преимущественно в зоне элементов лабиринтных уплотнений краев проемов, заполняют кольцевыми волокнами, оборачивая ими знаки, и волокнами краев ткани с чередованием последних и с изгибом волокон ткани за счет их поджатия к формообразующей поверхности проема знака, устанавливают на знаки прижимные шайбы, прижимают шайбы в направлении базовых плоскостей, например, резьбовыми соединениями, сжимая волокна во фланцах проемов с вдавливанием волокон композита в элементы, формирующие лабиринтные уплотнения, с огибанием их и заполнением их кромок и с выдавливанием части связующего, прессуют оболочку с выдержкой полости формы во время отверждения связующего композита под давлением, накрывая шейный проем основанием и накачивая помещенную внутрь резиновую камеру.
2. Способ по п.1, отличающийся тем, что оболочку накачиванием камеры прессуют после выдержки до окончания желатинизации связующего во фланцах проемов.
3. Способ по п.1, отличающийся тем, что для проемов с высокой степенью точности толщины фланцев проемов знаки снабжают закрепленными в форме направляющими шайбами с формообразующим базовую плоскость торцом и втулками с внутренней резьбой и с наружной формообразующей поверхностью соответствующих проемов и фасок, причем направляющие шайбы и втулки закрепляют в форме наружными болтами, затягивая их по резьбе во втулках, а сжатие волокон осуществляют между прижимной и направляющей шайбами внутренними болтами с использованием оставшейся части этой же резьбы во втулках, обеспечивая рабочей высотой втулки толщину фланцев.
4. Способ по п.3, отличающийся тем, что для проемов с высокой степенью точности взаимного расположения, общей базовой плоскостью и общим фланцем, например, двух отверстий для элементов жизнеобеспечения, шайбы выполняют двухместными в виде плоских пластин.
5. Способ по п.4, отличающийся тем, что перед прессованием оболочки повышенным давлением в камере удаляют прижимные шайбы с элементами их крепления и устанавливают и ориентируют относительно знаков обечайки, оформляющие выемки для элементов шлема, например, наушников радиотелефонной связи, прижимая эти обечайки к оболочке давлением камеры.
6. Форма для изготовления водолазного шлема из слоистых полимерных композитов, выполненная из скрепленных в плоскости симметрии основных поверхностей шлема стеклопластиковых полуформ и основания, снабженная знаками с формообразующими поверхностями базовых плоскостей и проемов иллюминатора, систем жизнеобеспечения и связи с элементами лабиринтных уплотнений, например, канавками, выступами и фасками, причем на знаках установлены прижимные шайбы с возможностью их поджатия в направлении базовых плоскостей, например, резьбовыми соединениями, при этом в форме с помощью закрепленного над шейным проемом основания образован замкнутый объем, в который помещена резиновая камера для создания внутреннего давления.
7. Форма по п.6, отличающаяся тем, что знаки для проемов с высокой степенью точности толщины их фланцев снабжены закрепленными в форме направляющими шайбами с формообразующим базовую плоскость шлема торцом и втулками с внутренней резьбой и с наружной формообразующей поверхностью соответствующих проемов и фасок, причем направляющие шайбы и втулки закреплены в форме наружными болтами, затянутыми по резьбе во втулках, а прижимные шайбы закреплены внутренними болтами с использованием оставшейся части этой же резьбы во втулках с обеспечением рабочей высотой втулки толщины фланцев проемов шлема.
8. Форма по п.7, отличающаяся тем, что для проемов с высокой степенью точности взаимного расположения, общей базовой плоскостью и общим фланцем, например, двух отверстий для элементов жизнеобеспечения, шайбы выполнены двухместными в виде плоских пластин.
9. Форма по п.6, отличающаяся тем, что она снабжена обечайками, оформляющими выемки для элементов шлема, например, наушников радиотелефонной связи, установленными между полуформами и камерой и ориентированными относительно знаков.
10. Водолазный шлем из слоистых полимерных композитов, включающий оболочку из армирующей ткани, пропитанной полимерным связующим, с фланцами проемов иллюминатора, систем жизнеобеспечения и связи с элементами лабиринтных уплотнений, например, канавками, выступами и фасками, причем фланцы проемов, преимущественно в зоне элементов лабиринтных уплотнений краев проемов, заполнены кольцевыми волокнами, расположенными вокруг проемов, и волокнами краев ткани с чередованием последних, с загибом волокон ткани на поверхность проема, с огибанием элементов, формирующих лабиринтные уплотнения, и заполнением их кромок, причем фланцы проемов оболочки выполнены с уплотнением волокон армирующего материала.
11. Шлем по п.10, отличающийся тем, что в качестве армирующей ткани использована стеклоткань, в качестве кольцевых волокон - стекло-жгут, а в качестве полимерного связующего - эпоксидное связующее, массовая доля которого в зонах фланцев составляет 20-30%, а в остальных зонах оболочки - 25-35%.
| СПОСОБ ИЗГОТОВЛЕНИЯ БРОНЕШЛЕМА ИЗ СЛОИСТЫХ ПОЛИМЕРНЫХ КОМПОЗИТОВ И БРОНЕШЛЕМ ИЗ СЛОИСТЫХ ПОЛИМЕРНЫХ КОМПОЗИТОВ | 2006 |
|
RU2328193C2 |
| US 2009050147 A1, 26.02.2009 | |||
| DE 102007011824 A1, 18.09.2008 | |||
| US 4912777 A, 03.04.1990 | |||
| КОРПУС ЗАЩИТНОГО ШЛЕМА | 1995 |
|
RU2074626C1 |
| ОТОПИТЕЛЬНЫЙ КОТЁЛ | 2014 |
|
RU2552868C1 |
| Водолазный металлический шлем | 1972 |
|
SU501926A1 |

