Од
со
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОПРЕДЕЛЕНИЯ ПЛАСТИЧЕСКИХ СВОЙСТВ СТЕРЖНЕВЫХ РЕЗЬБОВЫХ КРЕПЕЖНЫХ ИЗДЕЛИЙ | 2016 |
|
RU2622487C1 |
| УПРОЧНЯЕМАЯ СТАЛЬ ДЛЯ ПОДЪЕМНЫХ, КРЕПЕЖНЫХ, ЗАЖИМНЫХ И/ИЛИ СВЯЗЫВАЮЩИХ СРЕДСТВ И СОЕДИНИТЕЛЬНЫХ ЭЛЕМЕНТОВ, КОМПОНЕНТ ДЛЯ ТЕХНИКИ ПОДЪЕМА, КРЕПЛЕНИЯ, ЗАЖИМА И/ИЛИ СВЯЗЫВАНИЯ, СОЕДИНИТЕЛЬНЫЙ ЭЛЕМЕНТ И СПОСОБ ЕГО ПРОИЗВОДСТВА | 2012 |
|
RU2579854C2 |
| АНКЕРНЫЙ БОЛТ С РЕГУЛИРУЕМОЙ ПЛАСТИЧЕСКОЙ ДЕФОРМАЦИЕЙ (ВАРИАНТЫ) И СПОСОБ РЕГУЛИРОВАНИЯ ПОЛНОЙ ПЛАСТИЧЕСКОЙ ДЕФОРМАЦИИ ЗАЦЕМЕНТИРОВАННОГО АНКЕРНОГО БОЛТА | 2005 |
|
RU2364723C2 |
| Образец для определения коэффициента интенсивности напряжений К @ вязких материалов | 1991 |
|
SU1827576A1 |
| БОЛТ ПУЛЕСТОЙКИЙ | 2014 |
|
RU2542082C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРЕПЕЖНЫХ ИЗДЕЛИЙ ИЗ ДВУХФАЗНЫХ (α+β) ТИТАНОВЫХ СПЛАВОВ | 2012 |
|
RU2484914C1 |
| УСОВЕРШЕНСТВОВАННЫЕ ГАЙКА И БОЛТ | 2009 |
|
RU2472982C2 |
| СПОСОБ ПРОИЗВОДСТВА ГАЙКИ | 2012 |
|
RU2510303C1 |
| Способ подготовки проката для изготовления высокопрочных стержневых крепежных метизных изделий | 2023 |
|
RU2806000C1 |
| СПОСОБ ОБРАБОТКИ СТАЛЬНЫХ ДЕТАЛЕЙ НЕФТЕГАЗОДОБЫВАЮЩЕГО ОБОРУДОВАНИЯ | 1994 |
|
RU2077603C1 |
Изобретение относится к испытаниям материалов. Цель изобретения - повышение достоверности за счет моделирования условий развития пластической деформации в зоне разрушения крепежного изделия, а также повышение точности измерений. Образец в виде болта 1 с навинченной на него гайкой 2 растягивают до разрушения, определяют относительные удлинения резьбовой части и расчетного участка после разрыва, с учетом соотношения которых судят о пластических свойствах изделия. 1 з.п. ф-лы, 2 ил.
Фиг. 1
3151
Изобретение относится к испытаниям материалов, а именно к способам определения пластическргх свойств резьбовых крепежных изделий.
Цель изобретения - повышение достоверности за счет моделирования условий развития пластической деформации в зоне разрушения крепежного изделия при действии осевого усилия, а также повьпцение точности измерений.
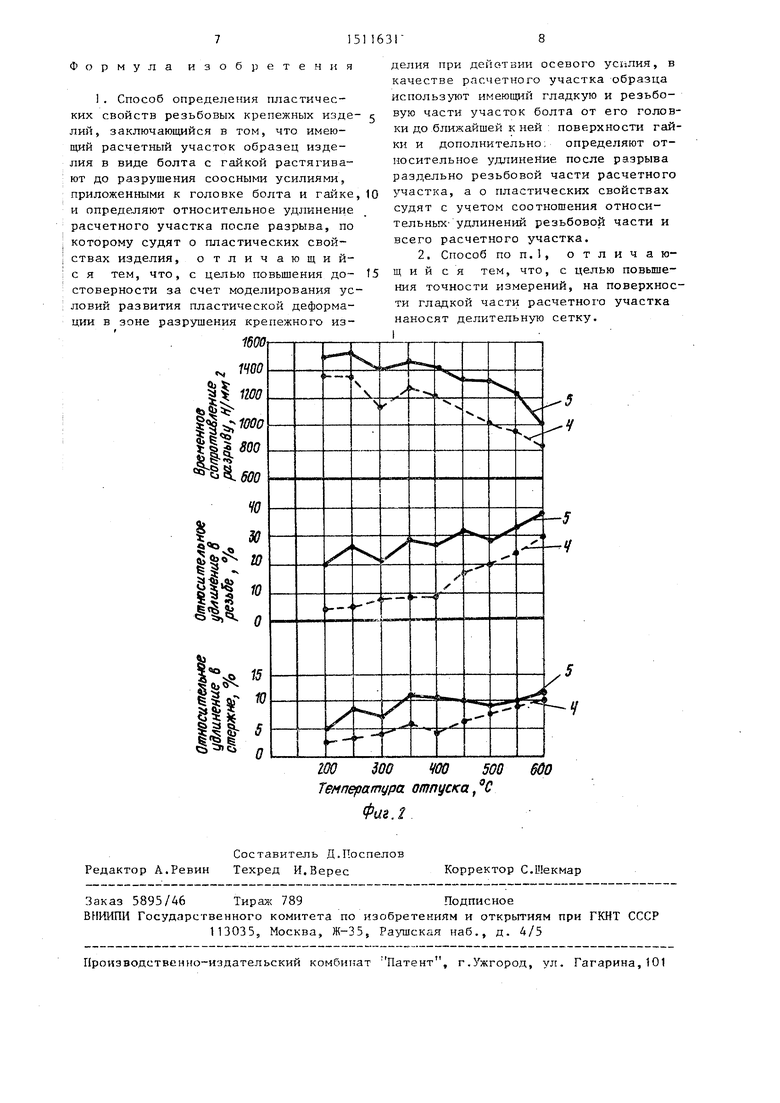
На фиг.1 изображен образец для испытания; на фиг.2 - результаты испытания стальных болтов в зависимости от температуры отпуска.
Устройством для осуществления предлагаемого способа является машина для растяжения болтовых соединений, снабженная измерителем линейных размеров.
Образец состоит из болта 1 и гайки 2 .
Способ осуществляют следующим образом.
Берут болт I с навинченной на не- го гайкой 2 и замеряют без нанесения поперечных рисок и кернов начальную длину 1(, стержня до гайки, т.е. расстояние между опорной Поверхность головки болта и опорной поверхностью гайки, и начальную длину 1ь резьбовой части болта до гайки, т.е. расстояние от опорной поверхности гайки до конца сбега резьбы.
Начальная длина гладкой части рав
на
- ICT - IPТаким образом, расчетный участок между головкой болта 1 и ближайшей к ней поверхностью гайки 2 состоит из двух частей: резьбовой и гладкой.
Затем болт подвергают растяжению до разрушения. Разрушенные части болта с головкой и с гайкой складывают так, чтобы их оси образовали прямую линию и замеряют параметры: 1,, - коСТ
нечную длину стержня болта до гайки; 1р - онечную длину резьбовой части болта до гайки.
Конечная длина гладкой части равна
.;
icr - 1р.
Следует учесть, что для определе- ния относительного удлинения в резьбовой части болта необходимо иметь определенную минимальную длину от конца сбега резьбы до опорной поверх
5
0
5 0
5
0
З
0
e
ности гайки, которая по крайней мере не должна быть меньше Двух шагов резьбы. Максимальная длина от конца сбега резьбы до опорной поверхности гайки не требует специальных ограничений.
Анализ ГОСТ 22353-77 и ГОСТ 7798- 77 показывает, что отношение длины резьбовой части болта к номинальному размеру наружного диаметра болта находится обычно в пределах 2-4. Учитывая, что при испытаниях на растяжение на резьбовую часть навинчивается испытательная гайка, то начальную длину резьбовой части до навинченной на него гайки в этом случае выбирают в пределах от 0,6 до 1,6 от номинального размера наружного диаметра болта.
При увеличении отношения длины резьбовой части к номинальному размеру наружного диаметра болта более четырех начальная длина резьбовой части до навинченной на болт гайки может быть выбрана более 1,6 от номинального размера наружного диаметра болта.
Для повьпиения точности измерений могут быть использованы нанесенные на гладкую часть расчетного участка делительную сетку.
Достоверность результатов достигается за счет того, что в образце в зоне разрушения пластическая деформация развивается в таких же условиях, что ив резьбовом крепежном изделии.
Для определения пластических свойств в любой точке по окружности в резьбовой части болта можно использовать продольную линию 3, нанесенную параллельно оси вращения на стержень болта краской, карандашом или другим способом, тогда расстояние до любой точки определится длиной от места пересечения продольной риски с резьбовой частью болта до опорной поверхности гайки. Следует замерять это расстояние по направлению вдоль нанесенной риски до разрушения и после раз1}ушения болта.
В случае необходимости определения пластических свойств одновременно в нескольких точках по окружности в резьбовой части крепежного изделия следует наносить несколько рисок и проводить замеры в направлении каждой из них.
515
Конец сбега резьбы в крепежном изделии хорошо виден, определяется без особых затруднений и обычно наносить продольные риски через место окончания сбега резьбы не требуется. Нанесение продольной риски, проходящей через место окончания сбега резьбы может потребоваться в случае проведения специальных исследований, например, при определении лластичности в резьбовой части болта за исключением одного или нескольких шагов от конца сбега резьбы или на нескольких шагах резьбы, т.е. на меньшей длине, резьбовой части.
Преимуществом и особенностью использования конца сбега резьбы при определении пластичности резьбовых крепежных изделий является то, что только в этом случае пластичность оценивается полностью на всей рабочей резьбовой части изделия от опорной поверхности гайки до конца сбега резьбы и замеряется при этом максимальная длина, в то время, как использование любых других точек на резьбовой поверхности, образующихся, например, в результате пересечения продольной вспомогательной риски с резьбовой частью, не позволяет оценить всю рабочую длину резьбовой части.
Относительное удлинение в стержне болта определяют по формуле - 1,
S, ..,oo%,
а относительное удлинение в резьбовой части болта определяют по формуле
S ll-I-iL ..
100%.
При проведении испытаний может оказаться, что в отдельных случаях начальная длина резьбовой части крепежного изделия от конца сбега резьбы до опорной поверхности гайки окажется очень малой и будет составлять всего несколько миллиметров (напри- Mej, мён ьше трех миллиметров). В этом частном случае относительная погрешность измерения начальной и конечной длин резьбовой части и определения относительного удлинения в резьбовой части может резко возрасти. В этом случае при условии, что начальная длина стержня значительно превосходит длину начальной резьбовой части, целесообразно для уменьше16316
ния относительной погрешности использовать для определения относительного удлинения в резьбовой части болта формулу
)iikt.iu),,oo.j
I ICT IT,
измеряя длины гладкой части до и ле разрушения независимо.
О пластических свойствах испытуемого изделия судят по величине относительного удлинения расчетного участка и соотношению относительных уд15 линений расчетного участка и резьбовой его частей.
Пластические свойства, определенные указанным образом, могут быть использованы для определения склоннос20 ти болтов к хрупкому разрушению.
Пример. Испытанию на разрыв были подвергнуты термообработанные болты М из стали марок 40Х и 20Х2НМТРБ. Режим термообработки: за5 капка в масло при 900°С, отпуск в интервале температур 200-600 С, продолжительность 90 мин с последующим охлаждением на воздухе. На фиг.2 представлены для сравнения результаты ис0 пытаний временного сопротивления GT болтов, относительного удлинения в стержне относительного удлинения Ор в резьбовой части болта:
4- для стали 40Х;
5- для стали 20Х2НМТРБ.
5
Сравнение результатов механических испытаний показывает, что болты из стали 20У2НМРТРБ превосходит болты из стали 40Х по пластичности в
резьбе и в стержне при более высоком уровне прочности.
Анализ средних арифметических значений по механическим свойствам позволяет сделать вывод о надежности работы болтов из стали 20X2FIMTPB в конструкциях после закалки и отпуска при 250°С, в то время как в болтах из -. стали 40Х после закалки и низкого отпуска пластичность в резьбе оказывается низкой и начинает заметно воз- растать лишь после отпуска 450°С и Bbmie.
55
Болты из стапи 40Х после закалки и низкого отпуска имеют недостаточную пластичность в резьбе и показывают склонность к хрупким разрушени-. ям.
Формула изобретения
| АВТОМАТ ДЛЯ ПРОДАЖИ ПЕЧАТНЫХ ПРОИЗВЕДЕНИЙ | 1929 |
|
SU22356A1 |
| Шайбы. | |||
