И
СП
сю ю
Изобретение относится к способам фиксирования вставных зубьев (например, дисковых пил для распиловки различных материалов) и может быть испол зовано в деревообрабатывающей, инструментальной промьгашенности.
Цель изобретения - повьппение качества фиксирования вставных зубьев и уменьшения уровня шума пил,
На фиг. 1 изображена часть дисковой пилы со вставным зубом: н фиг. 2 разрез А-А на фиг, 1,
Способ осуществляется следующим образом.
Вставной зуб 1 устанавливают в паз 2 диска 3 пилы по направляющим поверхностям 4 и 5 до совмещения полугнезд 6 и 7 втсавного зуба 1 и диска 3 пилы соответственно. Полугнезда 6 и 7 выполнены в виде полуотверстий. Совмещенные полугнезда 6 и 7 образуют отверстия 8. Затем в отверстиях 8 размещают запирающие штифты 9 с зазором е/ , причем сборку производят на спе- циальном сборочном стенде при вертикальном расположении диска 3 пилы, Первоначальные габариты запирающих штифтов выделены штриховой линией (фиг, 1). К торцовым поверхностям 10 запирающего штифта 9 прикладывают плавно усилие Р вдоль оси 11 до образования скользящей посадки запирающих штифтов 9 в гнездах 6 и 7, т.е. пока не обеспечится контактирование наружной поверхности запира- ющего штифта 9 с сопрягаемыми поверхностями 12 и 13 гнезд 6 и 7 соответственно. Наличие контакта проверяют путем вращения диска 3 пилы относительно запирающего штифта 9 при его деформированном состоянии, при этом диск 3 пилы должен скользить относительно запирающего штифта 9 с небольшим усилием. После закрепления всех вставных зубьев осуществляют контроль качества сборки на выявление дефектов сборки элементов пилы, деформации полотна диска и т.д., причем на зтапе контроля сборки производят (в случае необходимости) уда- ление свесов от деформированных поверхностей 10 заподлицо с поверхностями 14 и 15 Диска 3 пилы.
Деформацию полотна диска 3 пилы после первого этапа деформирования запирающих штифтов 9 определяют известными метрологическими средствами, например при помощи индикатора (тор
п ,
5
0
цевое биение). К дефектам сборки пилы относят расшатывание вставных зубьев 1 в пазах 2 диска 3 пилы, которое обнаруживается путем легкого постукивания по полотну диска 3 пилы (контроль равномерности звучания).
После контроля закрепления всех вставных зубьев пилу устанавливают опять на сборочный стенд в вертикальном положении и прикладывают к каждому запирающему штифту 9, т.е. к его поверхностям 16 и 17 тарированное усилие Р вдоль оси 11, обеспечивая тарированную деформацию и окончательную фиксацию вставных зубьев 1 с равномерной посадкой в пазах 2 диска 3 пилы. Усилие тарируется известными способами (например, используя динамометры или другие средства контроля) .
Для пил разных диаметров опытно- экспериментальньм путем подбирают свой диапазон усилия, исходя из прочностных характеристик пил, устойчивости и т,д,
Например, для пилы диаметром Д 355 мм с числом зубьев, равным 36, было выбрано усилие тарировки, равное Р i 500 И,которое обеспечивает хорошее качество сборки.
Благодаря тому, что запирающие штифты деформируются за два этапа, обеспечивается равномерное напряженное состояние диска пилы, повьшается качество сборки пил, уменьшается коэффициент вариации технологических параметров в отличие от известных способов сборки. Более качественная сборка пил позволяет добиться сниже- ния уровня шума в среднем на 5 - 10 дВ и уменьшить коэффициент вариации виброакустических характеристик пил данного типоразмера.
Формула изобретения
1, Способ фиксирования вставных зубьев дисковых пил, включающий размещение запирающих штифтов в гнездах вставных зубьев и диска пилы с зазором и последующую деформацию, отличающийся тем, что, с целью повышения надежности фиксации и уменьшения уровня шума, деформацию запирающих штифтов осуществляют в два этапа, причем на первом этапе деформации обеспечивают их скользящую посадку, а на втором - окончательную фиксацию вставньК зубьев.
2. Способ по п. 1,отличающий с я тем, что скользящую посадку запирающих штифтов обеспечивают их деформацией до контактирования с сопрягаемыми поверхностями гнезд вставных зубьев и диска пилы.
3. Способ по п. 1, о т л и ч а ю- щ и и с я тем, что окончательную фиксацию вставных зубьев обеспечивают тарированной деформацией запираю1цих штифтов.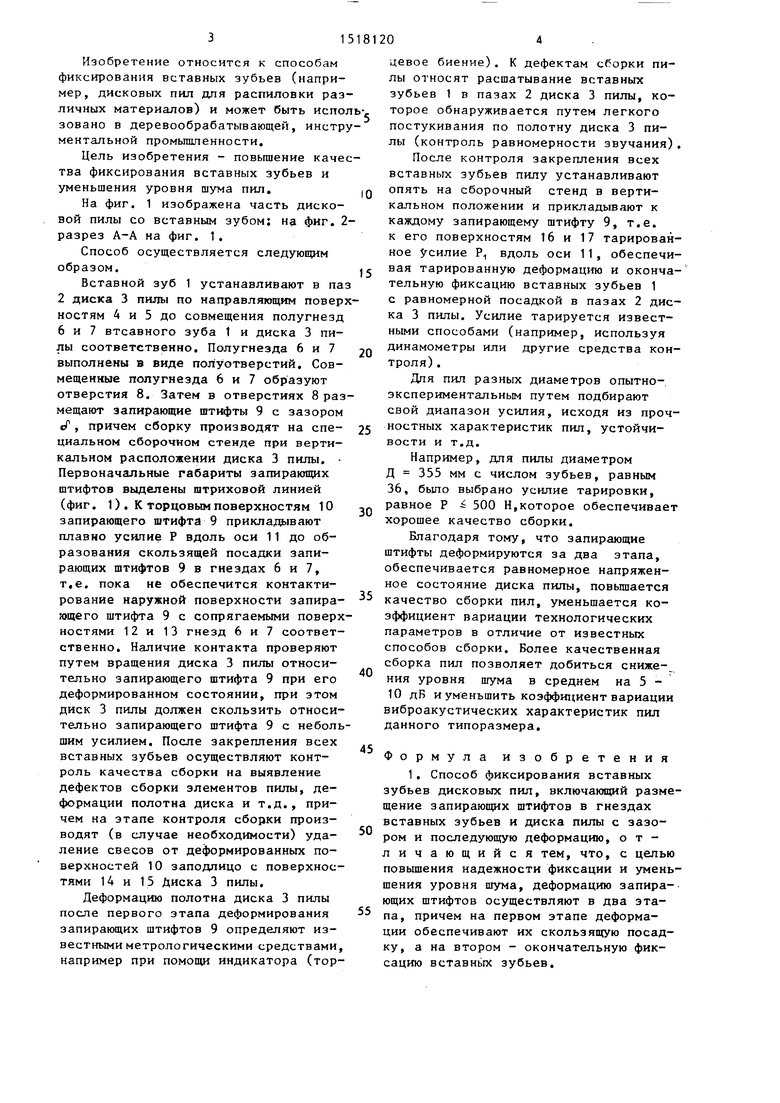
| название | год | авторы | номер документа |
|---|---|---|---|
| Дисковая пила | 1985 |
|
SU1318396A1 |
| Способ крепления вставных зубьев в круглых пилах для распиловки древесины | 1986 |
|
SU1397285A1 |
| Круглая пила со вставными зубьями | 1979 |
|
SU870123A1 |
| Пильный узел круглопильного станка | 1982 |
|
SU1077785A1 |
| Дисковая пила (ее варианты) | 1984 |
|
SU1219347A1 |
| Дисковая пила | 1985 |
|
SU1288060A1 |
| Дисковая пила со вставными зубьями | 1975 |
|
SU534356A1 |
| Круглая пила | 1978 |
|
SU674899A1 |
| Дисковая пила | 1981 |
|
SU961946A1 |
| Запирающее устройство | 2013 |
|
RU2630657C2 |
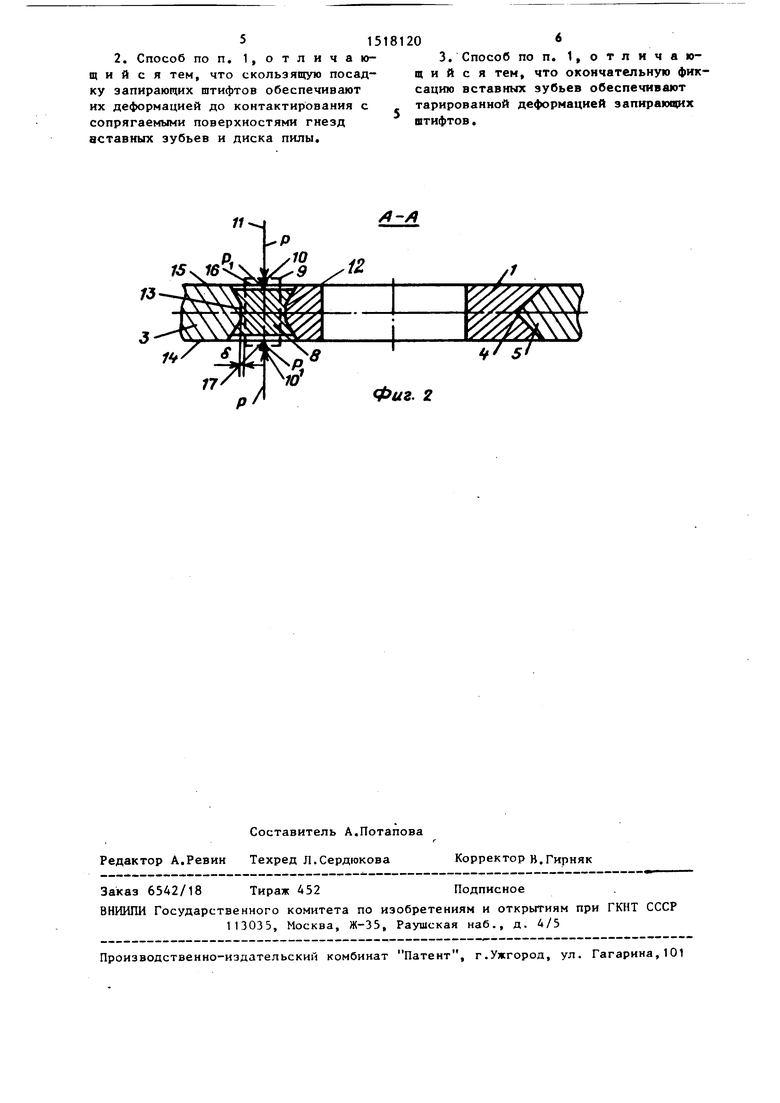
Изобретение относится к способам фиксирования вставных зубьев, например дисковых пил для распиловки различных материалов, и может быть использовано в деревообрабатывающей, инструментальной и в машиностроительной промышленности. Цель изобретения - повышение качества фиксирования вставных зубьев. Вставной зуб 1 устанавливают в паз 2 диска 3 пилы. Полугнезда 6 и 7 совмещают и в образовавшееся отверстие 8 вставляют штифт, к которому с обеих сторон прикладывают усилие. Усилие прикладывается до тех пор, пока между поверхностью штифта и поверхностью отверстия не образуется скользящая посадка, т.е. штифт, контактируя с поверхностью отверстия, имеет возможность в ней продвинуться, затем прикладывают окончательное усилие. 2 з.п. ф-лы, 2 ил.
8
Ю
Х/-/7
iZ
/
fst
Фиг. 2
| Заявка ФРГ 3412976, кл | |||
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
| Патент Финляндии И 830822, кл | |||
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
