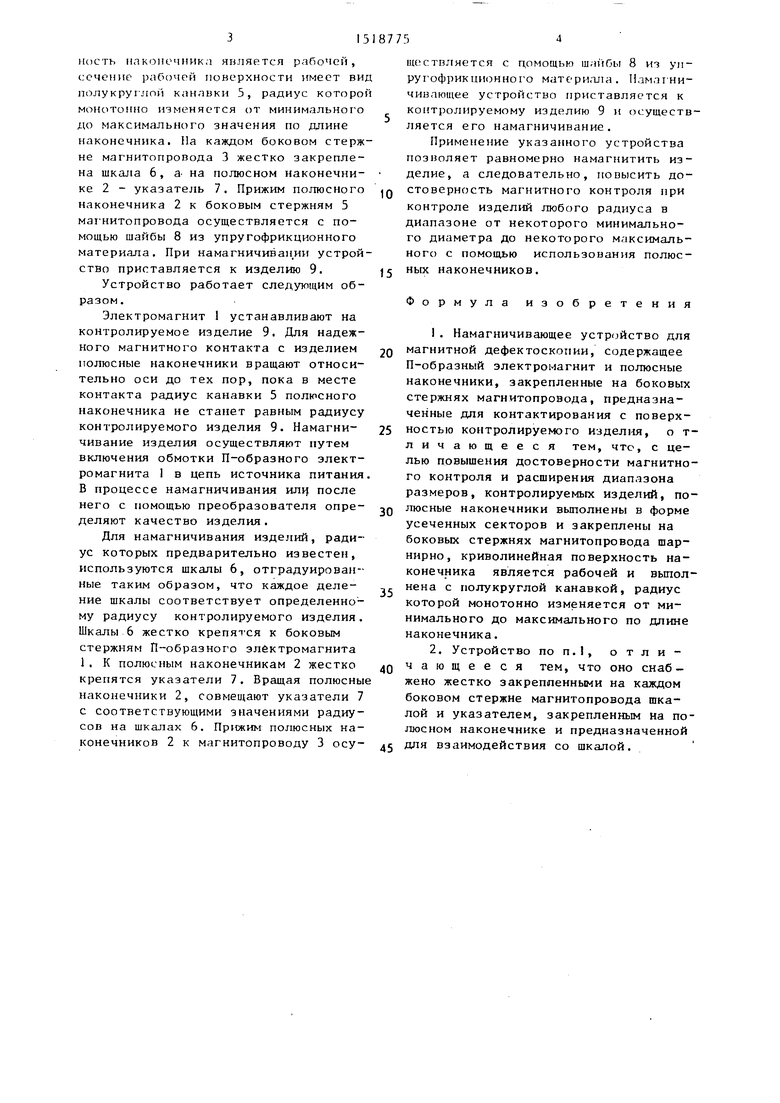
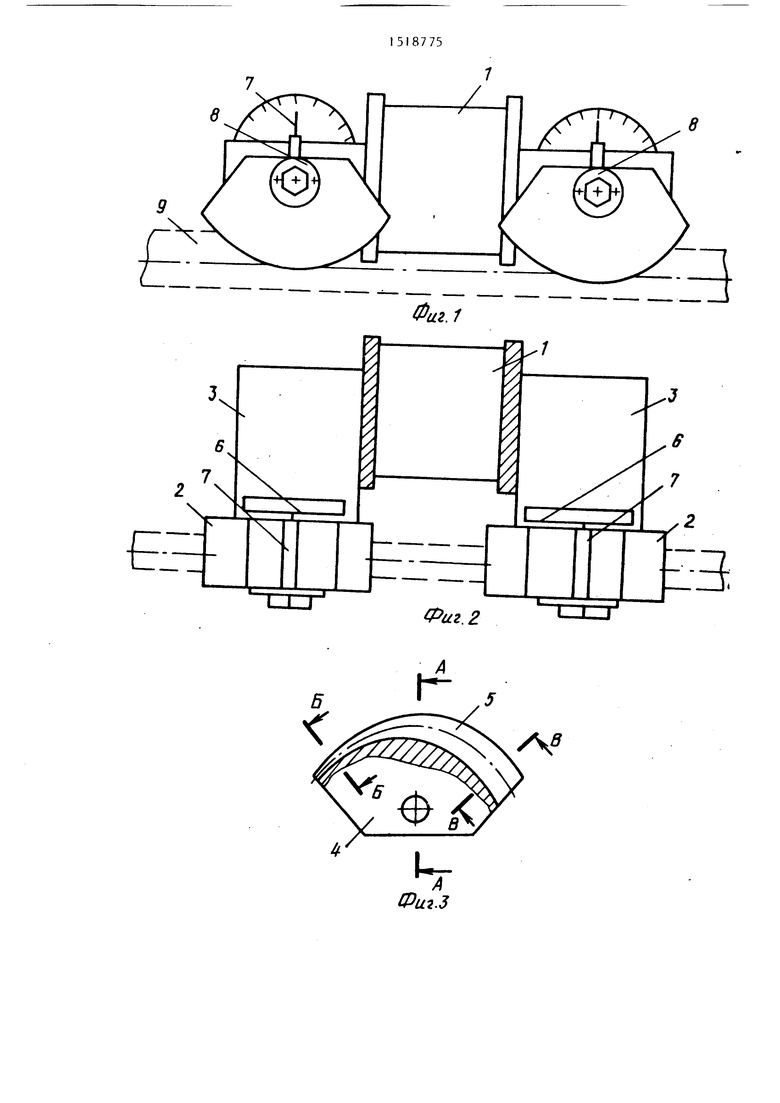
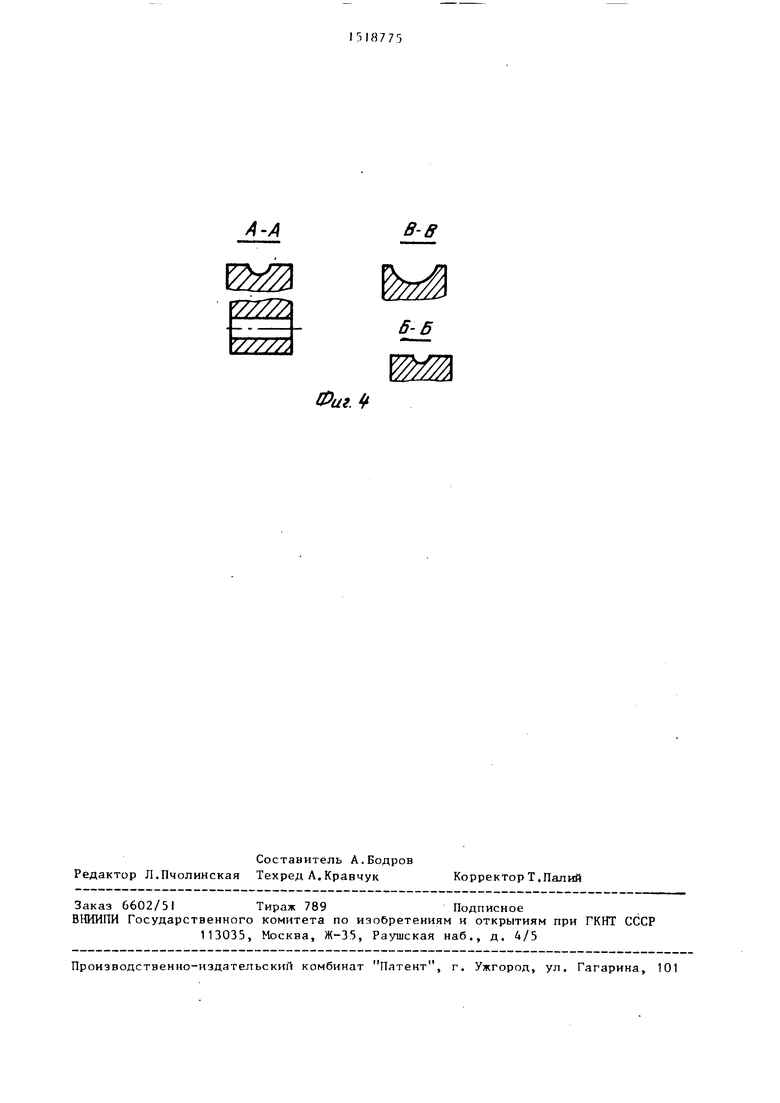
иость наконечника является рабочей, сечение рабочей поверхности имеет ви полукруг лой канавки 5, радиус которо монотонно изменяется от минимального до максимального значения по длине наконечника. На каждом боковом стержне магнитопровода 3 жестко закреплена шкала 6, а- на полюсном иаконечни- ке 2 - указатель 7. Прижим полюсного наконечника 2 к боковым стержням 5 магнитопровода осуществляется с помощью шайбы 8 из упругофрикционного материала. При намагничиван ии устройство приставляется к изделию 9.
Устройство работает следующим образом.
Электромагнит 1 устанавливают на контролируемое изделие 9. Для надежного магнитного контакта с изделием полюсные наконечники вращают относительно оси до тех пор, пока в месте контакта радиус канавки 5 полюсного наконечника не станет равным радиусу контролируемого изделия 9. Намагни- чивание изделия осуществляют путем включения обмотки П-образного электромагнита 1 в цепь источника питания В процессе намагничивания ил1 после него с помощью преобразователя опре- деляют качество изделия.
Для намагничивания изделий, радиус которых предварительно известен, используются шкалы 6, отградуированные таким образом, что каждое деление шкалы соответствует определенному радиусу контролируемого изделия. Шкалы 6 жестко крепятся к боковым стержням П-образного электромагнита 1. К полюсным наконечникам 2 жестко
крепятся указатели 7. Вращая полюсные наконечники 2, совмещают указатели 7 с соответствующими значениями радиусов на шкалах 6. Прижим полюсных наконечников 2 к МаГНИТОПрОВОДУ 3 осу-
Q 5
0 5 о
5
0
д
шсствляется с помощью ш;п1бы 8 из упругофрикционного матери.гпа. Намагничивающее устройство приставляется к контролируемому изделию 9 и осуществляется его намагничивание.
Применение указанного устройства позволяет равномерно намагнитить изделие, а следовательно, повысить достоверность магнитного контроля при контроле изделий любого радиуса в диапазоне от некоторого минимального диаметра до некоторого максимального с помощью использования полюсных наконечников.
Формула изобретения
1.Намагничивающее устройство для магнитной дефектоскопии, содержащее П-образный электромагнит и полюсные наконечники, закрепленные на боковых стержнях магнитопровода, предназначенные для контактирования с поверхностью контролируемого изделия, о т- личающееся тем, что, с целью повышения достоверности магнитного контроля и расширения диапазона размеров, контролируемых изделий, полюсные наконечники выполиены в форме усеченных секторов и закреплены на боковых стержнях магнитопровода шар- нирно, криволинейная поверхность наконечника является рабочей и выполнена с полукруглой канавкой, радиус которой монотонно изменяется от минимального до максимального по длине наконечника.
2.Устройство ПОП.1, отличающееся тем, что оно снабжено жестко закрепленными на каждом боковом стержне магнитопровода шкалой и указателем, закрепленньм на полюсном наконечнике и предназначенной для взаимодействия со шкалой.
в
Фа2.1
| название | год | авторы | номер документа |
|---|---|---|---|
| МАГНИТОПРОВОД НАМАГНИЧИВАЮЩЕГО УСТРОЙСТВА | 1998 |
|
RU2171983C2 |
| УСТРОЙСТВО ДЛЯ МАГНИТОПОРОШКОВОЙ ДЕФЕКТОСКОПИИ | 1992 |
|
RU2020465C1 |
| УСТРОЙСТВО ДЛЯ НАМАГНИЧИВАНИЯ СТЕНОК ТРУБ ДЕЙСТВУЮЩИХ ТРУБОПРОВОДОВ | 2006 |
|
RU2304279C1 |
| НАМАГНИЧИВАЮЩЕЕ УСТРОЙСТВО ДЛЯ ДЕФЕКТОСКОПИИ | 2008 |
|
RU2370761C1 |
| Магнитная система сканера-дефектоскопа | 2016 |
|
RU2680103C2 |
| Намагничивающее устройство для неразрушающего контроля | 1987 |
|
SU1499208A2 |
| Намагничивающее устройство для магнитографической дефектоскопии | 1989 |
|
SU1656444A1 |
| Намагничивающее устройство для дефектоскопии изделий цилиндрической формы | 1985 |
|
SU1295316A1 |
| Намагничивающее устройство для неразрушающего контроля | 1985 |
|
SU1315887A1 |
| Стенд для продольного намагничивания протяженных изделий | 1990 |
|
SU1748033A1 |
Намагничивающее устройство относится к магнитной дефектоскопии и может быть использовано при контроле качества изделий, изготовленных из ферромагнитных материалов. Целью изобретения является создание намагничивающего устройства, позволяющего повысить достоверность магнитного контроля при контроле изделий трубчатой формы в диапазоне от некоторого минимального радиуса до некоторого максимального. Контролируемое изделие прикладывается к полюсным наконечникам, имеющим форму сектора. На радиусной поверхности сектора выполняется канавка, радиус сечения которой монотонно изменяется по ширине полюсного наконечника. Полюсные наконечники поворачиваются до такого положения, в котором радиус контролируемого изделия станет равным радиусу канавки в месте их контакта. Намагничивающее устройство имеет шкалы, жестко прикрепленные к боковым стержням магнитопровода и отградуированные в значениях радиусов, и указатели, жестко прикрепленные к полюсным наконечникам, применение которых позволяет предварительно настраивать намагничивающее устройство на контроль изделий, диаметр которых предварительно известен. 1 з.п.ф-лы, 4 ил.
6
N
е
/
J
8 7
х2
Фиг. 2
/f-
////л
Фиг.
B-ff
| Козлов B.C | |||
| Техника магнитографической дефектоскопии | |||
| Минск, 1976, с | |||
| Прибор для массовой выработки лекал | 1921 |
|
SU118A1 |
| Устройство для дефектоскопии стальных канатов | 1978 |
|
SU1002945A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
