Изобретение относится к сварке, а именно к проектированию источников питания для сварки сопротивлением.
Целью изобретения является повышение надежности работы.
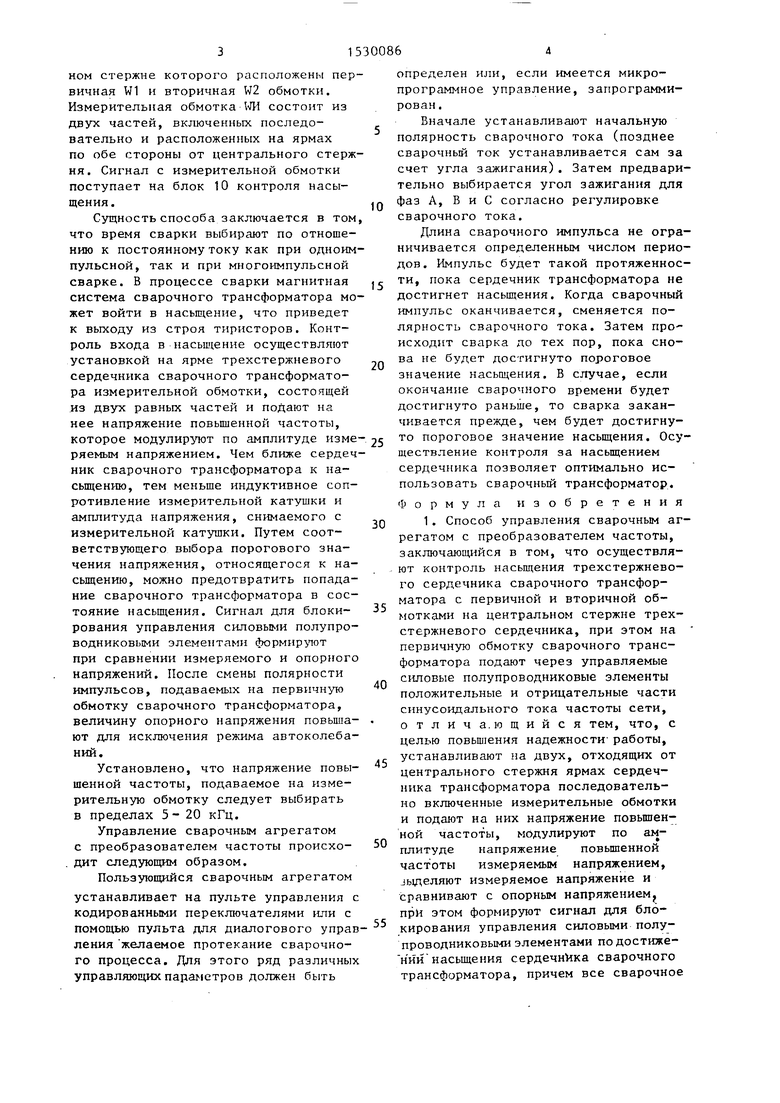
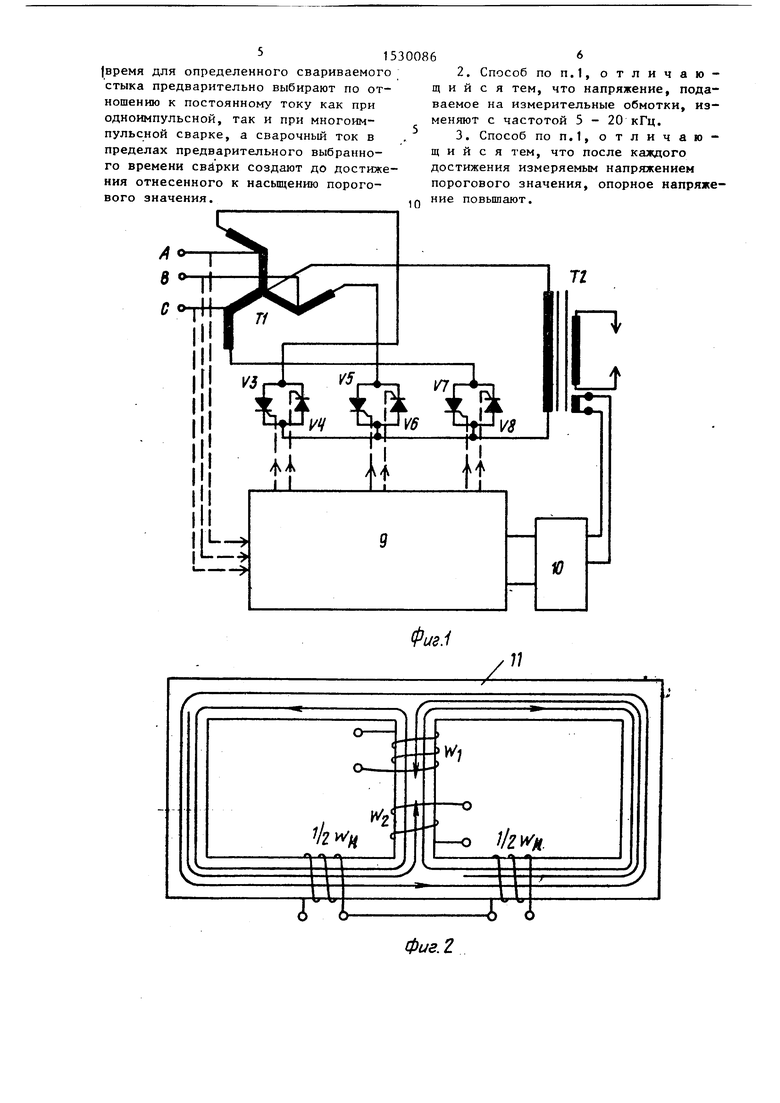
На фиг.1 представлена схема сварочного агрегата с преобразователем частоты для реализации предлагаемого способа; на фиг.2 - магнитная система сварочного трансформатора.
На вторичной стороне включенного зигзагом трехфазного сетевого трансформатора Т1 (фиг.1) включены первичная обмотка сварочного трансформатора Т2 и три пары тиристоров V3 - V8, соединенных встречно-параллельно. На первичную обмотку сварочного трансформатора Т2 подают положительные или отрицательные импульсы тока, амплитуда которых, а также прохождение их во времени регулируют цифровым блоком 9 управления.- В процессе работы сварочного агрегата на блок 9 управления поступает информация с блока 10 контроля насыщения. Магнитная система сварочного трансформатора Т2 (фиг.2) представляет из себя трехстержневой сердечник, на централь00 9д
СМ
ном стержне которого расположены первичная W1 и вторичная W2 обмотки. Измерительная обмотка Ш состоит из двух частей, включенных последовательно и расположенных на ярмах по обе стороны от центрального стержня. Сигнал с измерительной обмотки поступает на блок 10 контроля насыщения .
Сущность способа заключается в том что время сварки выбирают по отношению к постоянному току как при одноим пульсной, так и при многоимпульсной сварке. В процессе сварки магнитная система сварочного трансформатора может войти в насьш;ение, что приведет к выходу из строя тиристоров. Контроль входа в насьачение осуществляют установкой на ярме трехстержневого сердечника сварочного трансформатора измерительной обмотки, состоящей из двух равных частей и подают на нее напряжение повышенной частоты, которое модулируют по амплитуде измеряемым напряжением. Чем ближе сердечник сварочного трансформатора к насыщению, тем меньще индуктивное соп- Р отивление измерительной катушки и амплитуда напряжения, снимаемого с измерительной катзштки. Путем соответствующего выбора порогового значения напряжения, относящегося к на- сьщению, можно предотвратить попадание сварочного трансформатора в состояние насыщения. Сигнал для блокирования управления силовыми полупроводниковыми элементами формир; пот цри сравнении измеряемого и опорного напряжений. После смены полярности импульсов, подаваемых на первичную обмотку сварочного трансформатора, величину опорного напряжения повышают для исключения режима автоколебаний.
Установлено, что напряжение повышенной частоты, подаваемое на измерительную обмотку следует выбирать в пределах 5-20 кГц.
Управление сварочным агрегатом с преобразователем частоты происхо- . дит следующим образом.
Пользующийся сварочным агрегатом
устанавливает на пульте управления с кодированными переключателями или с помощью пульта для диалогового управления желаемое протекание сварочного процесса. Для этого ряд различных управляющих параметров должен быть
0
5
0
5
0
5
0
5
0
5
определен или, если имеется микропрограммное управление, запрограммирован.
Вначале устанавливают начальную полярность сварочного тока (позднее сварочный ток устанавливается сам за счет угла зажигания). Затем предварительно выбирается угол зажигания для фаз А, В и С согласно регулировке сварочного тока.
Длина сварочного импульса не ограничивается определенньм числом периодов. Импульс будет такой протяженности, пока сердечник трансформатора не достигнет насыщения. Когда сварочный импульс оканчивается, сменяется полярность сварочного тока. Затем происходит сварка до тех пор, пока снова не будет достигнуто пороговое значение насыщения. В случае, если окончание сварочного времени будет достигнуто раньше, то сварка заканчивается прежде, чем будет достигнуто пороговое значение насьпцения. Осуществление контроля за насьщением сердечника позволяет оптимально использовать сварочный трансформатор,
Формула изобретения 1. Способ управления сварочным агрегатом с преобразователем частоты, заключающийся в том, что осуществляют контроль насыщения трехстержнево- го сердечника сварочного трансформатора с первичной и вторичной обмотками на центральном стержне трехстержневого сердечника, при этом на первичную обмотку сварочного трансформатора подают через управляемые силовые полупроводниковые элементы положительные и отрицательные части синусоидального тока частоты сети, отлича.ющийся тем, что, с целью повьшшния надежности- работы, устанавливают на двух, отходящих от центрального стержня ярмах сердечника трансформатора последовательно включенные измерительные обмотки и подают на них напряжение повышенной частоты, модулируют по амплитуде напряжение повьшенной частоты измеряемым напряжением, зыделяют измеряемое напряжение и сравнивают с опорным напряжением при этом формируют сигнал для блокирования управления силовыми полупроводниковыми элементами по достиже- н ий насыщения сердечника сварочного трансформатора, причем все сварочное
5153
|время для определенного свариваемого стыка предварительно выбирают по отношению к постоянному току как при одноимпульсной, так и при многоимпульсной сварке, а сварочный ток в пределах предварительного выбранного времени свирки создают до достижения отнесенного к насыщению порогового значения.
6
2.Способ ПОП.1, отличающийся тем, что напряжение, подаваемое на измерительные обмотки, изменяют с частотой 5 - 20 кГц.
3.Способ поп,1, отличающийся тем, что после каждого достижения измеряемым напряжением порогового значения, опорное напряжение повышают.
Л
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭЛЕКТРИЧЕСКИЙ ТРАНСФОРМАТОР С КОМПЕНСАЦИЕЙ ПОСТОЯННОГО ПОТОКА | 2007 |
|
RU2453010C2 |
| ИСТОЧНИК ПИТАНИЯ ДЛЯ ДУГОВОЙ СВАРКИ | 2004 |
|
RU2284884C2 |
| Система для управления процессом контактной точечной и шовной сварки | 1987 |
|
SU1511039A1 |
| СВАРОЧНЫЙ ПРЕОБРАЗОВАТЕЛЬ НАПРЯЖЕНИЯ | 1994 |
|
RU2129330C1 |
| ТРАНСФОРМАТОР | 2003 |
|
RU2328051C2 |
| Счетчик ампер-часов | 1989 |
|
SU1714523A1 |
| СПОСОБ ДИАГНОСТИРОВАНИЯ СОСТОЯНИЯ ИЗОЛЯЦИИ ТРАНСФОРМАТОРОВ С ТРЕХСТЕРЖНЕВОЙ КОНСТРУКЦИЕЙ СЕРДЕЧНИКА | 2003 |
|
RU2250474C1 |
| Универсальный игнитронный прерыватель | 1950 |
|
SU94552A1 |
| Пусковое устройство ограничителя холостого хода сварочного трансформатора | 1988 |
|
SU1620239A1 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ СВАРКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 2003 |
|
RU2239526C1 |
Изобретение относится к сварке, а именно к проектированию источников питания для сварки сопротивлением. Цель изобретения - повышение надежности работы. В процессе сварки осуществляют контроль входа в насыщение сердечника сварочного трансформатора (ССТ). Для этого устанавливают на ярма ССТ измерительную обмотку, состоящую из двух равных частей, и подают на нее напряжение повышенной частоты, которое модулируют по амплитуде измеряемым напряжением. Сигнал для блокирования управления тиристорами формируют при сравнении измеряемого и опорного напряжений. Когда сварочный импульс оканчивается, сменяется полярность сварочного тока. Затем происходит сварка до тех пор, пока снова не будет достигнуто пороговое значение насыщения ССТ. Осуществление контроля за насыщением ССТ позволяет оптимально использовать сварочный трансформатор. 2 з.п. ф-лы, 2 ил.
| Мейер К | |||
| Процессы насьпцения в периодически включаемых, однофазных трансформаторах-для сварки сопротивлением и способ защиты управляемых вентильным преобразователем тока установок для сварки сопротивлением | |||
| Дис | |||
| технический университет, Берлин, 1962. |
