(Л
21
ел
00
о
00
ел
19 30
П Фиг.3
3
содержит нижнюю плиту 22 и верхнюю плиту 19, между которыми устанавливается заполняемый подшипник. Верхня плита стыкуется с фланцем 11 средства нагнетания смазки. Механизм стыковки выполнен в виде пальцев 20, опорных планок 18 и приводных ползунов 21. Ползуны 21 имеют верхние и нижние продольные направляющие, раз- мещенные в ответных пазах верхней плиты и планок. Горизонтальное пере
мещение ползунов 21 обеспечивает вертикальное перемещение опорных планок. 18 по пальцам 20. Опорные планки 18 связаны с фланцем 11 средг ства нагнетания смазки. Это обеспечивает стыковку средства нагнетания смазки и верхней плиты устройства, что предохраняет от вытекания смазки на поверхность верхней плиты И приводит к качественному заполнени подшипников. 2 з.п. ф-лы, 4 ил.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для закладки смазки в подшипник | 1987 |
|
SU1668895A1 |
| Устройство для закладки самосмазывающего материала в подшипник качения | 1983 |
|
SU1145208A1 |
| Устройство для закладки самосмазывающегося материала в подшипник качения | 1987 |
|
SU1448161A1 |
| ШАРОВОЙ ШАРНИР | 2017 |
|
RU2648649C1 |
| СТОМАТОЛОГИЧЕСКИЙ НАКОНЕЧНИК | 1992 |
|
RU2033769C1 |
| РОЛИК КОНВЕЙЕРНЫЙ | 2003 |
|
RU2265567C2 |
| ЛЮК ЗАЩИТНО-ГЕРМЕТИЧЕСКИЙ (ВАРИАНТЫ) | 2008 |
|
RU2374395C1 |
| УПЛОТНИТЕЛЬНЫЙ УЗЕЛ ДЛЯ ЦИЛИНДРИЧЕСКИХ ПАР ГИДРО- И ПНЕВМОМАШИН | 2004 |
|
RU2262022C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОНАСОСНОГО АГРЕГАТА МОДЕЛЬНОГО РЯДА И МОДЕЛЬНЫЙ РЯД ЭЛЕКТРОНАСОСНЫХ АГРЕГАТОВ, ИЗГОТОВЛЕННЫХ ЭТИМ СПОСОБОМ | 2013 |
|
RU2505713C1 |
| МЕХАНИЗМ ПОДНЯТИЯ И ОПУСКАНИЯ ЗАПАСНОГО КОЛЕСА МЕЖДУГОРОДНОГО АВТОБУСА | 2013 |
|
RU2528459C2 |
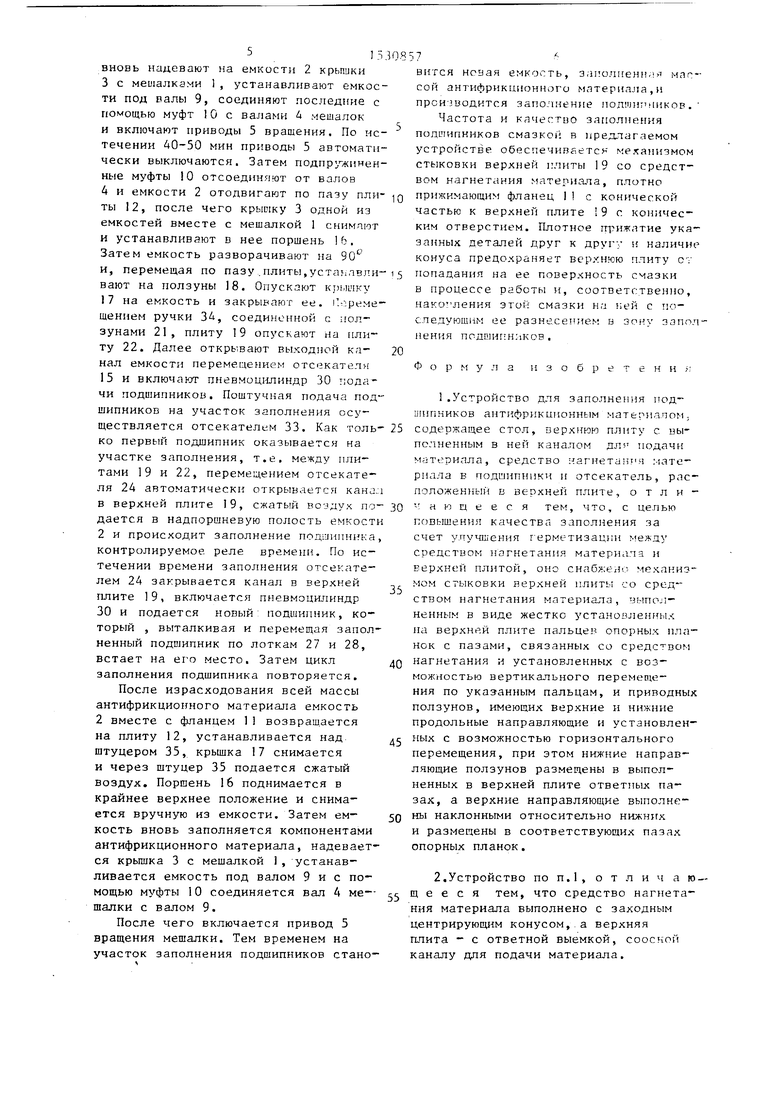
Изобретение относится к машиностроению и предназначено для закладки антифрикционного самосмазывающего материала в подшипник. Цель изобретения - повышение качества заполнения подшипников антифрикционным самосмазывающим материалом. Устройство содержит нижнюю плиту 22 и верхнюю плиту 19, между которыми устанавливается заполняемый подшипник. Верхняя плита стыкуется с фланцем 11 средства нагнетания смазки. Механизм стыковки выполнен в виде пальцев 20, опорных планок 18 и приводных ползунов 21. Ползуны 21 имеют верхние и нижние продольные направляющие, размещенные в ответных пазах верхней плиты и планок. Горизонтальное перемещение ползунов 21 обеспечивает вертикальное перемещение опорных планок 18 по пальцам 20. Опорные планки 18 связаны с фланцем 11 средства нагнетания смазки. Это обеспечивает стыковку средства нагнетания смазки и верхней плиты устройства, что предохраняет от вытекания смазки на поверхность верхней плиты и приводит к качественному заполнению подшипников. 2 з.п. ф-лы, 4 ил.
Изобретение относится к машиностроению и может быть использовано при изготовлении подшипников, в частности для закладки антифрикционного самосмазывающего материала.
Цель изобретения - повышение качества заполнения за счет улучшения герметизации между средством нагнетания материала и верхней плитой.
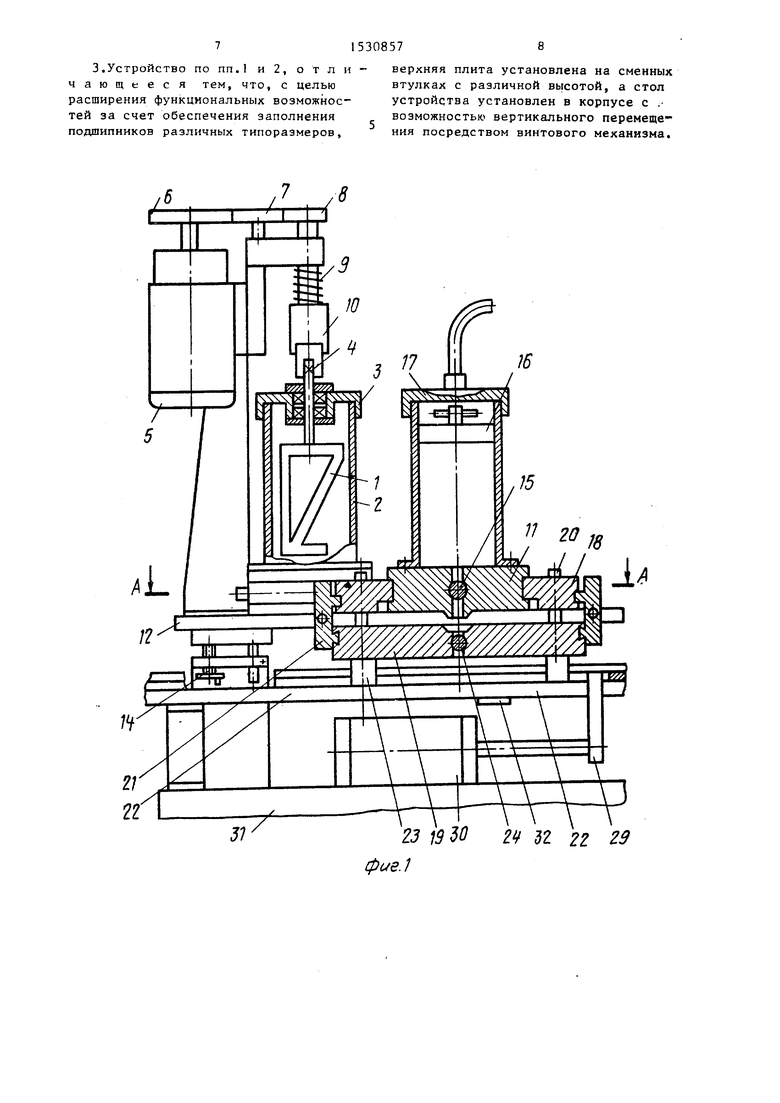
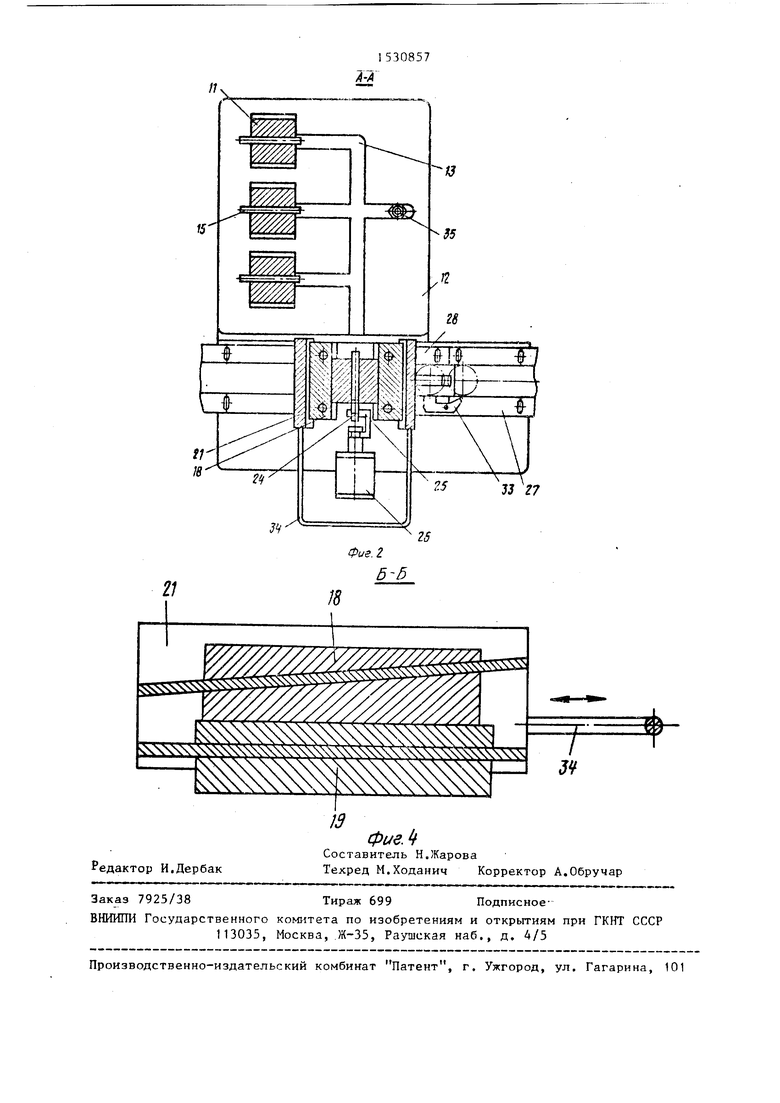
На фиг.1 изображена кинематическая схема устройства; на фиг.2 - разрез А-А на фиг.1; на фиг.З - устройство в рабочем положрнии; на фиг.А - разрез Б-Б на фиг.З.
Устройство для заполнения подшипнков антифрикционным материалом содержит три мешалки 1, каждая из которых размещена в емкости 2 и связана с ее крышкой 3 с возможностью относите ного вращения и снятия вместе с ней из емкости. Вал 4 с мешалкой 1 связан с приводом 5 ее вращения через зубчатые колеса 6-8, вал 9 и установленную на нем подпружиненную в осевом направлении быстросъемную муфту 10. Емкости 2 закреплены на фланцах 11, установленных на плите 12 с возможностью свободного перемещения по ее пазам 13. Положение плиты 12 в вертикальном направлении регулируется посредством винта 14, В центральной части каждого из фланцев имеется сообщающееся с внутренней полостью емкости 2 отверстие и установленный во фланце отсекатель 15 для открывания или закрывания этого отверстия.
Устройство содержит четыре одинаковые емкости 2. Причем, четвертая- емкость - без мешалки с установленным в ней поршнем 16 и с крьш1кой 17, соединенной шлангом с пневмосис
0
5
0
5
0
5
0
5
темой, служит для подачи массы анти- фрикционного материала в подшипник. Она вместе с фланцем I1 установлена на опорных плпнках 18, соединенных с плитой 19 посредством пальцев 20 с возможностью вертикального перемещения по ним. Приводные ползуны 21, помещенные своими наклонными направляющими в ответные пазы опорных планок 18, образуют вместе с последними клиновой механизм, предназначенный для опускания фланца 11.с целью его стыковки с плитой 19 или для его поднятия. Плита 19 установлена на нижнюю плиту 22 через сменные втулки
23,высота которых соответствует ширине данного типа подшипника. В центральной части плиты 19 имеется канал, который закрывается отсекателем
24,связанным через хомут 25 со штоком пневмоцилиндра 26. На нижней плите 22 крепятся лотки 27 и 28 для направленного перемещения подшипников с помощью толкателя 29, связанного с пневмоцилиндром 30, установленным на станине 31. Упор 32, закрепленный
на нижней плите 22, предназначен для регулирования хода поршня ПНРВМОЦИ- линдра 30. Отсекатель 33/, представ-:- ляющий собой двуплечий поворотный рычаг, установлен на лотке и предназначен для поштучной подачи подшипников в зону заполнения, т.е. в промежуток между плитами 19 и 22.
Устройство работает следующим образом.
Подпружиненные муфты 10 отсоединяют от валов 4 их перемещения вверх, а затем отодвигают емкости 2, после чего снимают крышки 3 вместе с мешалками 1 и заполняют емкости 2 компонентами антифрикционного материала. Затем
513
вновь надевают на емкости 2 крьпуки
3с мешалками 1, устанавливают емкости под валы 9, соединяют последние с помощью муфт О с валами Д мешалок
и включают приводы 5 вращения. По не течении 40-50 мин приводы 5 автоматически выключаются. Затем noAnpi-oKHHeH ные муфты 10 отсоединяют от валов
4и емкости 2 отодвигают по пазу пли ты 12, после чего крыику 3 одной из емкостей вместе с мешалкой 1 снимают
и устанавливают в нее поршень 16. Затем емкость разворачивают на и, перемещая по пазу.плиты,устанлвли вают на ползуны 18. Опускают крьачку 17 на емкость и закрывают ее. 1 о:реме щением ручки 34, соединенной с ползунами 21, плиту 19 опускают на плиту 22. Далее открьшают выходной ка- нал емкости перемещением отсекатели 15 и включают пневмоцилиндр 30 подачи подшипников. Поштучная подача подшипников на участок заполнения осуществляется отсекателем 33. Как толь ко первый подшипник оказывается на участке заполнения, т.е. между плитами 19 и 22, перемецением отсекате- ля 24 автоматически открывается канал в верхней плите 19, сжатый воздух по дается в надпоршневую полость емкост 2 и происходит заполнение подшипника контролируемое реле времени. По истечении времени заполнения отсекате- лем 24 закрывается канал в верхней плите 19, включается пневмоцилиндр 30 и подается новый: подшипник, который , выталкивая и перемещая заполненный подшипник по лоткам 27 и 28, встает на его место. Затем цикл заполнения подшипника повторяется,
После израсходования всей массы антифрикционного материала емкость 2 вместе с фланцем 11 возвращается на плиту 12, устанавливается над штуцером 35, крышка 17 снимается и через штуцер 35 подается сжатый воздух. Поршень 16 поднимается в крайнее верхнее положение и снимается вручную из емкости. Затем ем- кость вновь заполняется компонентами антифрикционного материала, надевается крьшка 3 с мешалкой 1, устанавливается емкость под валом 9 и с помощью муфты 10 соединяется вал 4 ме-- шалки с валом 9.
После чего включается привод 5 вращения мешалки. Тем временем на участок заполнения подшипников стано-
5 0 5 О Q
0 5
5
вится новая емкость, заполиеннля массой антифрикционного материала,и производится заполнение подшиг миков.
Частота и качество заполнения ПОДВ1ИПНИКОВ смазкой, в предлагаемом устройстве обеспечивается механизмом стыковки верхней плиты 19 со средством нагнетания aтepиaлa, плотно прижимающим фланец I с конической частью к верхней плите I9 с коническим отверстием. Плотное прижатие указанных деталей друг к другу и наличие конуса предохраняет верхнюю плиту o-v попадания на ее поверхность смазки в процессе работы и, соответственно, нако ления этой смазки на ;ей с последующим ее разнесением н зону заполнения подшипников.
Формула и 3 о б р е т е и и ;
возможностью вертикального перемещения посредством винтового механизма.
/
21
гг
верхняя плита установлена на сменных втулках с различной вьгсотой, а стол устройства установлен в корпусе с .
возможностью вертикального перемещения посредством винтового механизма.
23 19 0
2 д2 22 29
фиг.1
Редактор И.Дербак
фиеЛ
Составитель Н.Жарова
Техред М.Ходанич Корректор А.Обручар
Г
Ч
| Устройство для закладки смазки | 1980 |
|
SU877216A1 |
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
