Изобретение относится к измерительной технике и может быть использовано в производстве электромагнитных измерительных приборов при их градуировке методом стандартных шкал.
Цель изобретения - повышение- производительности.
Сущность способа определения индекса стандартной шкалы электромагнитного измерительного прибора заключается в том, что градуируемый прибор проверяют по точкам, соответствующим искомым отметкам технологической шкалы, и в каждой отметке по технологической шкале определяют, в какую до- пусковую зону попадает указатель, а потом по комбинации допусковых зон во всех искомых точках определяют индекс стандартной шкалы градуируемого прибора.
При этом технологическая шкала выполнена в виде обычной отсчетной шкалы, используемой на исследуемом типе приборов, отметки которой нанесены в виде неперекрывающихся допусковых секторных зон, каждая из которых имеет свой цвет или номер и т.д. При этом положение центра одной из зон соответствует значению среднестатистической градуировочной характеристи- , ки исследуемого типа приборов, а ее ширина (размах) равна основной абсолютной погрешности прибора, выраженной в значениях угла отклонения указателя, опредепяемых на основании угпа наклона среднестатистической
СЛ
Јь
СП
4 J
градуировочной характеристики в повторяемой точке и значения основной nor- релности измерения градуируемого прибора.
Другие зоны, из которых состоит искомая отметка, имеют такой же размах и расположены относительно центральной так, что, не перекрывая одна
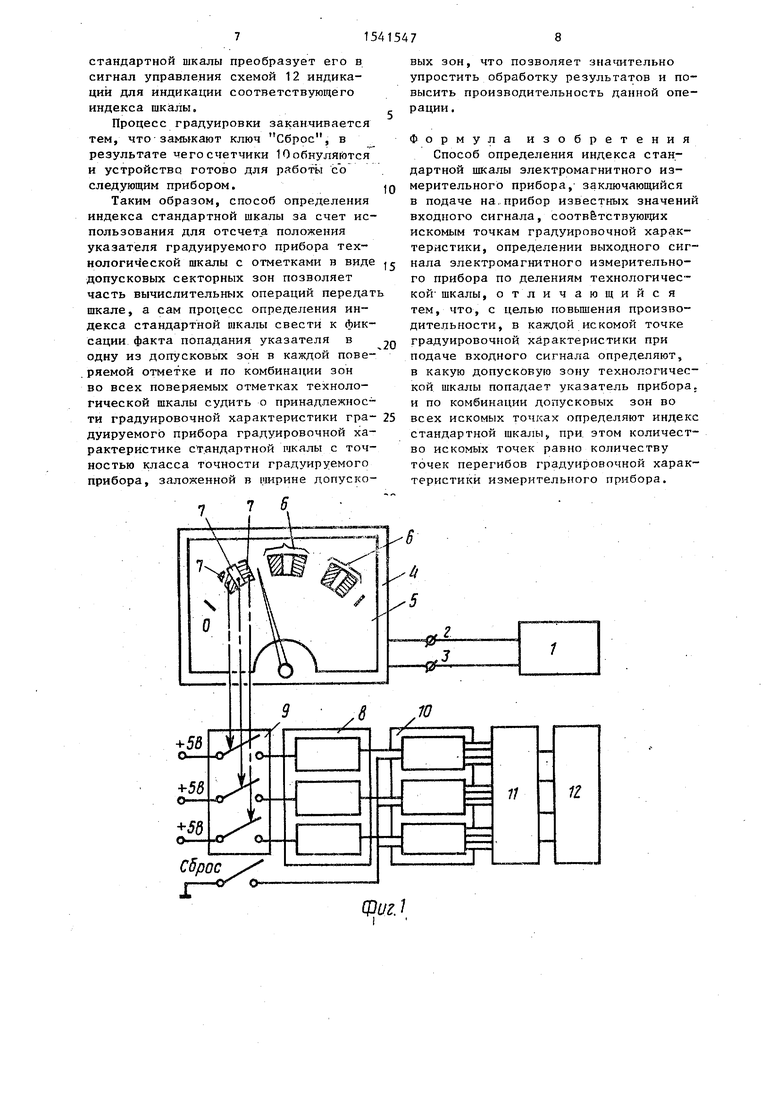
Устройство содержит согласно максимальному числу допусковых зон 7 в отметках 6 триггеры 8, замкнутые по входу через ключи 9 на источник питания, а к выходу каждого триггера подключен последовательно один из счетчиков 10, подключенных своими выходами к дешифратору 11, соединен
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматической поверки стрелочных измерительных приборов | 1990 |
|
SU1739328A1 |
| УСТРОЙСТВО И СПОСОБ ДЛЯ ГРАДУИРОВКИ ЭЛЕКТРОМАГНИТНЫХ АМПЕРМЕТРОВ | 1996 |
|
RU2121155C1 |
| Устройство для автоматической градуировки и печатания шкал измерительных приборов | 1986 |
|
SU1406549A1 |
| УСТРОЙСТВО ДЛЯ ГРАДУИРОВКИ ЩИТОВЫХ ЭЛЕКТРОМАГНИТНЫХ ИЗМЕРИТЕЛЬНЫХ ПРИБОРОВ | 1993 |
|
RU2036481C1 |
| Устройство для автоматической поверки стрелочных приборов | 1991 |
|
SU1800262A1 |
| СПОСОБ КАЛИБРОВКИ ГРУППЫ СРЕДСТВ ИЗМЕРЕНИЙ ПЛОСКОГО УГЛА С СУММАРНЫМ ДИАПАЗОНОМ ШКАЛ НЕ МЕНЕЕ 360° | 2007 |
|
RU2377499C2 |
| Способ градуировки электромагнитных измерительных приборов и устройство для его осуществления | 1986 |
|
SU1460708A1 |
| СПОСОБ АВТОМАТИЧЕСКОЙ ПОВЕРКИ СТРЕЛОЧНЫХ ИЗМЕРИТЕЛЬНЫХ ПРИБОРОВ | 1990 |
|
RU2007740C1 |
| Способ автоматической поверки электроизмерительных приборов | 1985 |
|
SU1277031A1 |
| СПОСОБ АВТОМАТИЧЕСКОЙ ПОВЕРКИ СТРЕЛОЧНЫХ ИЗМЕРИТЕЛЬНЫХ ПРИБОРОВ | 1992 |
|
RU2054689C1 |
Изобретение относится к области измерительной техники и может быть использовано в производстве электромагнитных измерительных приборов при их градуировке методом стандартных шкал. Целью изобретения является повышение производительности. Способ предусматривает подачу на прибор известных значений входного сигнала, соответствующих искомым точкам градуировочной характеристики, определение в какую допусковую зону попадает указатель около каждой искомой точки. По комбинации зон во всех искомых точках определяют индекс стандартной шкалы. При этом количество искомых точек и количество допусковых зон около каждой из них определяют исходя из разброса градуировочных характеристик и величины основной погрешности испытуемого прибора. 2 ил.
другую, образуют отметку в виде- одной Q ному с входом схемы 12 индикации.
непрерывной зоны. Количество допусковых секторных зон в каждой поверяемой точке назначают так, что суммарная ширина отметки достаточная для
Способ осуществляют следующим образом.
Подают электрический входной си нал на градуируемый прибор 4 с ист
I перекрытия разброса значений градуи- $ ника 1 входных сигналовтподклтачен20
25
ровочных характеристик в поверяемой точке. Цветность или нумерация зон, начиная с центральной, при переходе от одной отметки к другой сохраняется. Сами поверяемые отметки технологической шкалы располагают в точках, где кривая зависимости вепичины отношения среднеквадратического отклонения значений градуировочных характеристик от среднестатических к значению основной погрешности, выра женной в углах отклонения указателя в каждой ее точке, от значения измеряемого сигнала в этой точке имеет перегибы, т.е. в точках, где относитепьный JQ разброс значений градуировочных характеристик исследуемого типа приборов является максимальным или минимчлъ- ным.
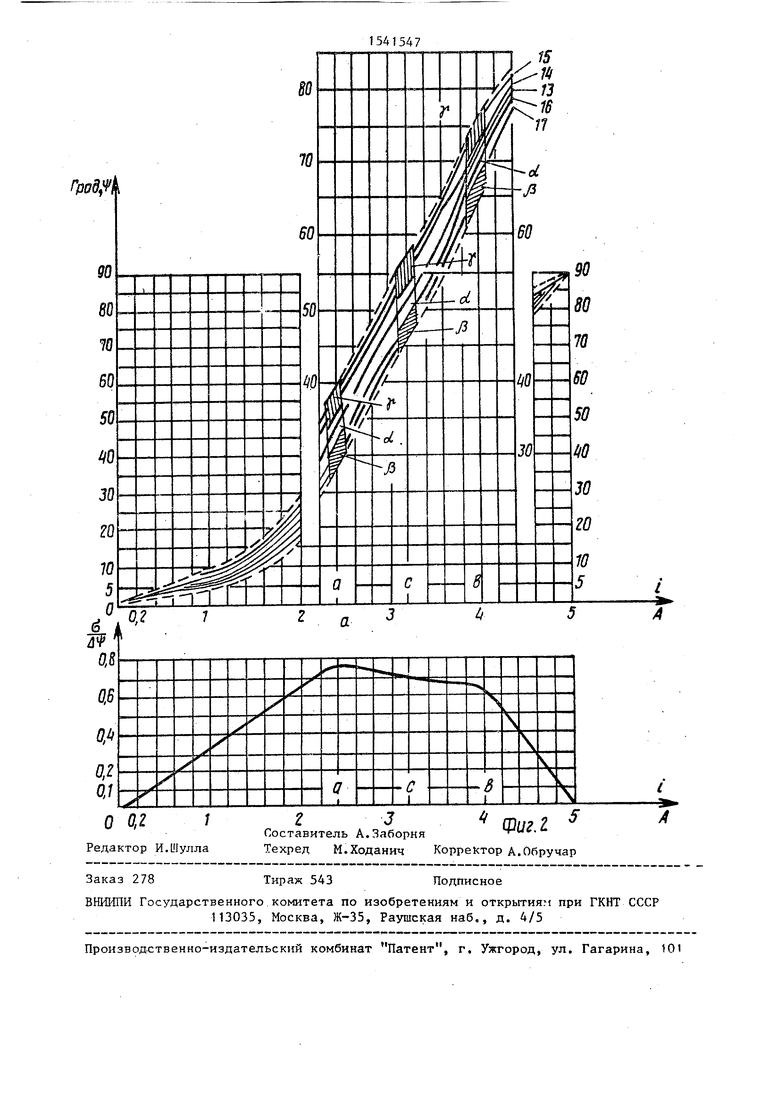
На фиг. 1 изображена функциональная схема устройства, осуществляющего предлагаемый способ; на фиг. 2 - кривые, соответствующие среднестатистической градуировочной характе3
ного к его клеммам 2 и 3. По технологической шкале 5, установленной н приборе 4, в каждой отметке 6 определяют, в какую допусковую секторну зону 7 попадает указатель. Б качест ве искомых отметок 6 используют точ ки, где кривая зависимости отношения среднеквадратическпх отклонений значений градуировочных характерист к основной погрешности исследуемого типа приборов, выраженной в значени угла отклонения в каждой градуируемой точке шкалы, от значения изме - ряемого сигнала в этих точках имеет перегибы, т. е. в точках, где относительный разброс градуировочных ха рактеристик исследуемого типа прибо ров является максимальным или минимальным. Каждая искомая отметка 6 выполнена в виде неперекрывающихся допусковых секторных зон, количеств которых берут равным числу ДОПУСКОВ чон, которые откладывают от централ ной, совпадающей своим центром с
ристике электромагнитных приборов ти- ,Q значением среднестатистической граду- па Э8030, предела измерения 5А, клас- ировочной характеристики в поверяе- са точности 2,5, и типовые кривые мой точке, в обе стороны по рчадиусу градуировочных характеристик для расположения отметок 6 на .технологи- конкретных приборов данного типа (а). ческой шкале 5, необходимому для пе- а также кривая относительного разбро- ,с рекрытия разброса градуировочных ха са градуировочных характеристик
электромагнитных приборов типа ЭЯОЗО, предела измерения 5А, класса точности 2.5 (5).
Устройство для определения индек- са стандартной шкалы электромагнитнорактеристик в поверяемой точке. При этом в каждой отметке 6 каждая зона 7, начиная с центральной, имеет свой цвет или номер и т.п., а при переходе от отметки к отметке цветность зон или номер сохраняется.
Таким подходом к Формированию отметок шкалы добиваются однозначности представления градуировочных характеристик любого прибора исследуемого типа приборов через комбинации допусковых зон в поверяемых точках.
го измерительного прибора содержит источник 1 входных сигналов, подключенный к клеммам 2 и 3 градуируемого прибора 4, и технологическую шкалу 5 с отметками 6. установленную на приборе 4. Отметки 6 выполнены в виде неперекрывающихся допусковых зон 7 определенного размаха.
Способ осуществляют следующим образом.
Подают электрический входной сигнал на градуируемый прибор 4 с источ0
5
JQ
ного к его клеммам 2 и 3. По технологической шкале 5, установленной на приборе 4, в каждой отметке 6 определяют, в какую допусковую секторную зону 7 попадает указатель. Б качестве искомых отметок 6 используют точки, где кривая зависимости отношения среднеквадратическпх отклонений значений градуировочных характеристик к основной погрешности исследуемого типа приборов, выраженной в значениях угла отклонения в каждой градуируемой точке шкалы, от значения изме - ряемого сигнала в этих точках имеет перегибы, т. е. в точках, где относительный разброс градуировочных характеристик исследуемого типа приборов является максимальным или минимальным. Каждая искомая отметка 6 выполнена в виде неперекрывающихся допусковых секторных зон, количество которых берут равным числу ДОПУСКОВЫХ чон, которые откладывают от центральной, совпадающей своим центром с
Q значением среднестатистической граду- ировочной характеристики в поверяе- мой точке, в обе стороны по рчадиусу расположения отметок 6 на .технологи- ческой шкале 5, необходимому для пе- с рекрытия разброса градуировочных ха
5
рактеристик в поверяемой точке. При этом в каждой отметке 6 каждая зона 7, начиная с центральной, имеет свой цвет или номер и т.п., а при переходе от отметки к отметке цветность зон или номер сохраняется.
Таким подходом к Формированию отметок шкалы добиваются однозначности представления градуировочных характеристик любого прибора исследуемого типа приборов через комбинации допусковых зон в поверяемых точках.
Для электромагнитных ичмеритечь- ных приборов fifciTb получены ста51
тистические данные о значениях гра- дуировочных характеристик в градуирумых точках шкал. В результате обработки статистических данных получают среднестатистическую градуировочную характеристику (фиг. 2 а , кривая 13, где V значение градуировочных характеристик исследуемых приборов i - значение измеряемого сигнала). Разброс градуировочных характеристик показан пунктирными линиями. На фиг. 2а представлены типовые градуи ровочные характеристики кривыми 14 - 17 для исследуемого типа приборов, а на фиг. 26 - зависимость значени относительного разброса градуировочных характеристик б /ДФ от значений входного сигнала i, где 6 - сред- неквадратическое отклонение значений градуировочных характеристик от среднестатистических, ЬЧ - основная погрешность градуируемого прибора, выраженная в углах отклонения .указателя, исходя из значения угла наклон среднестатистической градуировочной характеристики, определяемое отношение UV/ui в каждой искомой точке, где ui основная абсолютная погрешность измерения градуируемого прибора.
Указанная кривая имеет перегибы в точках а и Ь„ В качестве поверяемых точек берут точки а и b и в каждой точке градуировочной характеристики, соответствующей данным точкам, формируют допусковые секторные зоны С р у 5 одна из которых С совпадает своим центром с среднестатистической градуировочной характеристикой, а ее протяженность в направлении оси О Ч равна величине 2ЛЧ1. Если ширина полученной центральной зоны el не перекрывает разброс градуировочных характеристик, то симметрично располагают две другие допусковые сеторные зоны |5 , у такой же протяженности 2&V так, чтобы они не перекрывали центральную с/, а образуемая тремя зонами Ј, (Ь , у отметка представляла собой одну непрерывную секторную зону, суммарная протяженность которой равна трем (2Q40. В случае с указанного типа прибора (фиг. 2о) трех допусковых сеторных зон в каждой из поверяемых отметок, соответствующих точкам а и Ь,достаточно для перекрытия разброса градуировочных характеристик, хотя
15476
в обшем случае их может быть ше, например пять, и меньше, мер одна, и поверяемых точек случае может быть больше.
0
5
0
Градуировочные характеристики (кривые 14 - 17) в поверяемых точках а, Ь мосут быть выражены через комбина- ции допусковых секторных зон следующим образом: кривая 14 % , кривая 15 flfl , кривая 16 , кривая 17 pp. При этом коды различны между собой.
Если берут в качестве поверяемых точек точки а и с s где точка с характерна тем, что в этой точке кривая бУоц не имеет перегиба и в этой точке ,формируют допусковые секторные зоны oi, p , до , то кривые 14-17 через комбинации допусковых зон выражаются следующим образом: кривая 14 уу, кривая 15 у у , кривая 16 jjp,, кривая 17 . Таким образом, представление кривых имеет неоднозначность.
Выбор в качестве поверяемых точек а и Ь, в которых формируют отметки, позволяет добиться однозначности представления градуировочных характеристик исследуемого типа приборов в виде комбинации допусковых зон в поверяемых точках а и Ь. Через комбинации допусковых зон в поверяемых отметках, соответствующих точкам а и Ь, выражают градуировочные характеристики стандартных шкал. Следовательно, определив в какую допусковую зону попадает указатель градуируемого прибора в каждой поверяемой отмет5
0
5
0
5
0
5
ке, по комбинации зэн во всех поверяемых точках можно найти соответствующую стандартную шкалу. Поэтому, определив попадание указателя в каждой поверяемой отметке 6 в зону 7, процесс определения индекса стандартной шкалы для градуируемого прибора осуществляют следующим образом,
В каждой поверяемой отметке 6 замыкают один из триггеров 8, соответствующий допусковой зоне 7 попадания указателя, на источник питания, в результате чего после поверки всех поверяемых точек получают на входах счетчика 10 двоичный код, отражающий комбинацию зон во всех поверяемых точках. Полученный код подают на входы дешифратора 11, который при наличии на соответствующих входах кода
стандартной шкалы преобразует его в сигнал управления схемой 12 индикации для индикации соответствующего индекса шкалы.
Процесс градуировки заканчивается тем, что замыкают ключ Сброс, в результате «его счетчики 10 обнуляются и устройство готово для работы со следующим прибором.
Таким образом, способ определения индекса стандартной шкалы за счет использования для отсчета положения указателя градуируемого прибора технологической шкалы с отметками в виде допусковых секторных зон позволяет часть вычислительных операций передат шкале, а сам процесс определения индекса стандартной шкалы свести к фиксации факта попадания указателя в одну из допусковых зон в каждой поверяемой отметке и по комбинации зон во всех поверяемых отметках технологической шкалы судить о принадлежности градуировочной характеристики гра- дуируемого прибора градуировочной характеристике стандартной шкалы с точностью класса точности градуируемого прибора, заложенной в ширине допуско0
Q 5
вых зон, что позволяет значительно упростить обработку результатов и повысить производительность данной операции .
Формула изобретения
Способ определения индекса стандартной шкалы электромагнитного измерительного прибора, заключающийся в подаче на прибор известных значений входного сигнала, соответствующих искомым точкам градуировочной характеристики, определении выходного сигнала электромагнитного измерительного прибора по делениям технологической шкалы, отличающийся тем, что, с целью повышения производительности, в каждой искомой точке градуировочной характеристики при подаче входного сигнала определяют, в какую допусковую зону технологической шкалы попадает указатель прибора, и по комбинации допусковых зон во всех искомых точках определяют индекс стандартной шкалы, при этом количество искомых точек равно количеству точек перегибов градуировочной характеристики измерительного прибора.
Щиг.1
| Орешников В.В | |||
| Электроизмерительные приборы непосредственной оценки.- М.: Машиностроение, 1964, с | |||
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
