Изобретение относится к метрологии, в частности к методам калибровки средств измерений плоского угла (СИУ), которые охватывают как угломерные, так и углозадающие устройства поворотного типа, формирующие дискретные круговые шкалы, путем их сличений с эталонными устройствами (эталонными шкалами). Термин «шкала» понимается в соответствии с рекомендацией по метрологии МИ 2365-96 «Государственная система обеспечения единства измерений. Шкалы измерительные. Основные положения. Термины и определения».
Сличение СИУ, как любое измерение плоского угла, базируется на сравнении измеряемого угла с углом, полученным путем деления естественной единицы - полного угла. Это деление, как правило, осуществляется материальным образом в кварцевой или электромеханической призме, оптической делительной головке или оптическом делительном столе и других СИУ, в которых результатами деления являются доли полного угла, зафиксированные на шкале с помощью физических (материальных) меток (сигналов). Важно, что результат деления имеется в наличии до калибровки (измерений). Таким образом, калибровка СИУ сводится к сличению двух шкал: одной, формируемой калибруемым устройством, и другой (эталонной), которая фиксирует результаты деления полного угла. При этом как для использования каждой шкалы по назначению в составе СИУ, так и для реализации процедуры сличения указанных шкал необходимо наличие одного или нескольких устройств-указателей, относительно которых тем или иным образом позиционируют отметки шкалы при вращении ее носителя. Для угломерных устройств указатель, как правило, конструктивно входит в состав самого устройства. Для углозадающих устройств различают указатели двух типов - разностные (измерительные) и индикаторные. Так, в случае калибровки кварцевой призмы, круговая шкала которой формируется оптическими нормалями к ее боковым граням, используют один или несколько внешних (конструктивно независимых) указателей - автоколлиматоров. Указатель подобного рода принадлежит к разностному типу, позволяя измерить малые угловые отклонения своей нуль-метки от отметок шкалы призмы (после ее поворота в требуемое по измерительной процедуре положение). Пример другого рода дает случай калибровки электромеханической призмы с использованием селективного вольтметра, который является указателем индикаторного типа, фиксирующим момент достижения точного совпадения указателя с одной из отметок шкалы. Указатель такого же типа имеет зубчатый делительный стол (известный также как индексный стол Мура), конструкция которого позволяет осуществлять только дискретные повороты планшайбы стола на целое число зубьев.
Наиболее близким по технической сущности и принятым за прототип является способ калибровки правильной многогранной кварцевой призмы, входящей в состав первичного эталона плоского угла (М.Г.Богуславский и др. «Государственный первичный эталон единицы угла-радиана». Измерительная техника, 1972, №7, с.9-10). Он известен как «метод разностей» и состоит в попарном сравнении между собой одинаковых по номиналу углов призмы, образованных оптическими нормалями к различным ее боковым граням, с помощью двух автоколлиматоров. Измерительную процедуру организуют циклически как последовательность измерений углов между всеми гранями призмы, взятыми попарно (согласно так называемой «схеме всех комбинаций»), причем комбинации граней (пары) формируются сериями. Каждая серия определяется углом между визирными осями автоколлиматоров и дает оценки соответствующих (указанному межосевому углу) углов призмы, полученные при ее пошаговом вращении в пределах полного оборота. Угол между осями автоколлиматоров изменяется дискретно с периодом, равным номинальному углу между смежными гранями призмы (являющимся шагом калибровки), и в каждой серии равняется по номиналу сравниваемым углам. Принцип метода разностей состоит в том, что искомые углы призмы, а также постоянные (на протяжении каждой серии) углы между автоколлиматорами вычисляют с использованием условия замкнутости шкалы, которая формируется призмой, то есть равенства суммы углов призмы между ее смежными гранями полному углу или 360°.
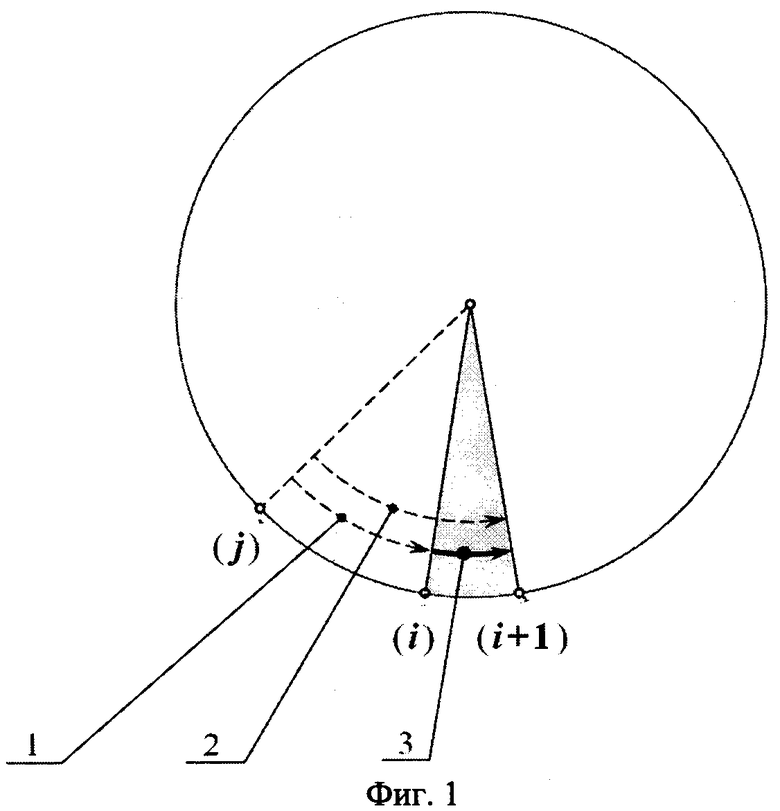
Алгоритм нахождения оценок по способу-прототипу заключается в следующем. Оценки искомых углов призмы между ее смежными гранями находят как среднее арифметическое промежуточных разностных оценок специального вида, количество которых равно числу n граней призмы (или калибруемых отметок шкалы). В свою очередь, промежуточные разностные оценки угла призмы между ее гранями с номерами (i) и (i+1) вычисляют как разности значений пар углов призмы между гранями с номерами (j, i+1) и (j, i), измеренных непосредственно путем сравнения с соответствующими (по номиналу) углами между осями автоколлиматоров (см. фиг.1). Получаемые оценки могут быть названы «левыми разностными» оценками. Указанный индекс j является номером промежуточной оценки и пробегает все n возможных значений (в случае измерений по схеме всех комбинаций), а суммирование/вычитание индексов здесь и далее понимается по модулю n. При этом учитывают, что постоянный (в каждой серии) угол между осями автоколлиматоров имеет остаточный сдвиг от своего предписанного процедурой номинального значения, кратного шагу калибровки. Это требует предварительного внесения поправки в разности отсчетов по автоколлиматорам, которую вычисляют на основе точного равенства суммы всех n углов призмы, измеряемых в данной серии, целому числу полных оборотов.
Сущность прототипа поясняется представленной фиг.1, на которой изображена схема формирования левой разностной оценки угла между смежными отметками круговой шкалы калибруемого устройства, и введены следующие обозначения:
1 - значение угла, полученное на основе отсчетов в серии с номером sj=i-j;
2 - значение угла, полученное на основе отсчетов в серии с номером tj=i-j+1;
3 - j-я промежуточная левая разностная оценка угла между смежными отметками шкалы с фиксированными номерами (i) и (i+1), использующая переменную отметку шкалы с номером (j).
Использованные на фиг.1 индексы i (номер оцениваемого углового интервала шкалы) и j (номер промежуточной оценки) пробегают значения в диапазоне от 0 до n-1 в соответствии с номерами отметок калибруемой круговой шкалы, а разности индексов (при вычислении номеров серий) при необходимости должны быть увеличены на n для приведения к указанному диапазону индексов. Левая разностная оценка может быть названа также «запаздывающей», поскольку переменный номер j-й используемой отметки всегда отстает от номера оцениваемого углового интервала i.
Ключевым для изложения предлагаемого способа является тот факт, что измерительная процедура способа-прототипа, по сути, неявно задает вторую вспомогательную шкалу, которая формируется автоколлиматорами путем изменения угла между ними и играет роль эталона сравнения углов шкалы призмы, формируемых при каждом ее обороте. Через посредство указанной эталонной шкалы устанавливаются многочисленные связи между всеми возможными комбинациями искомых углов призмы, что обусловливает в итоге избыточность измерений и позволяет вычислить собственно оценки углов призмы.
Методологическая основа и оригинальность способа-прототипа состоит в том, что эталонное деление полного угла осуществляется в процессе измерения, то есть результат деления фиксируется не материальным (аппаратурным), а виртуальным (процедурным) образом. Процедурное деление позволяет отказаться в прототипе от явного эталона (например, второй аналогичной призмы с точно известными углами) и использовать, как указано выше, эквивалентный эталон в форме неявной шкалы, формируемой автоколлиматорами. При этом в случае одной калибруемой призмы (как в прототипе) для достижения указанной цели необходимо использовать не менее двух автоколлиматоров. В случае применения способа-прототипа для двух явно задаваемых шкал, например, если выполняют одновременную калибровку двух совмещенных основаниями призм с одинаковым числом граней, достаточно использовать один автоколлиматор, настроенный для одновременного наблюдения сдвоенных боковых граней обеих призм. Тогда соответствующая разновидность процедурного деления полного угла состоит в задании и фиксации различных относительных угловых положений призм между собой (что формирует третью неявную шкалу) с соблюдением приблизительной попарной параллельности их боковых граней. Такая фиксация позволяет установить ряд соотношений между результатами материального деления (углами между гранями каждой из призм) путем измерения с помощью автоколлиматора малых углов между парами соответствующих граней призм (с последующим вычислением оценок как искомых углов обеих призм, так и остаточных относительных угловых сдвигов призм). Важно также отметить, что для реализации обеих разновидностей процедурного деления необходимо использовать хотя бы один указатель измерительного типа, например автоколлиматор.
Недостатками способа-прототипа являются:
- ограниченная дискретность формируемой кварцевой призмой круговой шкалы (практически не более 36 равномерных на окружности делений);
- требование к калибруемой шкале (шкалам) иметь полный диапазон 0-360°;
- невозможность планирования измерений с целью реализации требуемой (а не предельно достижимой в условиях конкретного эксперимента, как в случае схемы всех комбинаций) точности калибровки;
- отсутствие анализа измерительной модели, согласно которой формируются первичные исходные данные (разности отсчетов по автоколлиматорам).
Вследствие недостатков способа его применение ограничено, он может быть использован лишь в небольшом числе метрологических лабораторий, осуществляющих контроль углозадающих приборов на стационарных установках, ключевым элементом которых является эталонная кварцевая призма. Вместе с тем существует ряд областей использования углозадающих и угломерных приборов, для которых чрезвычайно существен был бы оперативный, проводимый на месте контроль их точности (стабильности) с использованием эталонной меры, по точности сопоставимой с контролируемой мерой (прибором). В качестве примера можно привести судовождение, геодезические работы, проводимые в удаленных районах, функционирование космической, подводной и подземной (скважинной) аппаратуры.
Задача, которая решается предлагаемым изобретением, заключается в расширении области применения способа, а именно в расширении диапазона дискретности калибруемых круговых шкал, в отказе от требования полноты их диапазона и в обеспечении возможности управления достигаемой точностью калибровки, в том числе в обоснованных случаях за счет переопределения (уточнения) модели формирования первичных исходных данных.
Задача решается путем регулирования показателей плана измерительной процедуры и осуществления внутреннего и внешнего контроля точности ее результатов. Регулируются следующие показатели плана процедуры: степень избыточности, наблюдаемость (разрешимость системы модельных уравнений), индекс устойчивости, ортогональность и др. Регулирование осуществляется в форме адаптивных модификаций измерительной процедуры как на этапе подготовки измерений, так и непосредственно в ходе их выполнения. Процедура организуется как последовательность сравнений равных по номиналу углов между отметками каждой из калибруемых шкал, взятыми попарно, причем комбинации отметок (пары), аналогично прототипу, формируются сериями. Однако, в отличие от прототипа, серии образуют определенную последовательность (в соответствии с адаптивной процедурой), давая в совокупности ограниченное число комбинаций (пар), а количество серий не фиксировано заранее. Полученный по выполненным сериям набор данных обрабатывается по методу наименьших квадратов (МНК) на основе модельных уравнений, связывающих измеряемые параметры. В общем случае количество комбинаций увеличивается от серии к серии.
Определим для каждого калибруемого устройства понятия ротора и статора соответственно, как носителя отметок шкалы и указателя (указателей). Таким образом, можно говорить о взаимных вращательных движениях однородных (ротор - ротор или статор - статор) и неоднородных (ротор - статор) элементов или групп элементов. Тогда процедура сводится к двум попеременно осуществляемым вращательным движениям. Первое движение представляет собой пошаговый поворот либо ротора относительно ротора, либо статора относительно статора с фиксацией их взаимного положения на каждом шаге. Второе движение - серия - представляет собой пошаговое вращение «сцепленных» роторов относительно «сцепленных» статоров. Иными словами, каждый шаг первого движения сопровождается очередной серией (вторым движением).
Серия представляет собой измерения в процессе перебора всех положений неподвижных относительно друг друга одних однородных элементов калибруемых устройств - роторов - относительно неподвижных других однородных элементов - статоров. В случае одного или двух калибруемых устройств от серии к серии изменяется угол относительного сдвига либо роторов (носителей шкал), либо статоров (указателей), который задается целым числом угловых периодов дискретности шкал; указанное число служит номером серии. В случае большего числа калибруемых устройств серии определяются сходным образом, однако при этом каждая серия будет описываться своим многомерным номером в соответствии с количеством сдвигаемых между собой пар «ротор-ротор» и (или) «статор-статор». Кроме того, при участии в калибровке многоотсчетного устройства (имеющего более одного указателя) серии могут также формироваться путем относительного углового сдвига его указателей между собой (если конструктивно обеспечена подвижность хотя бы одного из них). Номера серий, отвечающие предписанным взаимным угловым положениям носителей шкал (указателей), определяются до начала процедуры ее планом, который обусловлен результатами анализа структуры ковариационной матрицы погрешностей результатов калибровки.
Процедура является интерактивной и длится до тех пор, пока не будет реализована требуемая или предельно достижимая точность ее результатов. Для реализации предельно достижимой точности при условии, что калибруют одну или одновременно две явные шкалы полного диапазона 360°, осуществляется (вынужденно) процедура реализации способа-прототипа по схеме всех комбинаций. Таким образом, способ-прототип является частным (предельным) случаем предлагаемого решения.
Двумя основными параметрами процедуры служат число шагов при дискретном вращении связанных роторов в пределах полного оборота (который допускается ограничить наименьшим из диапазонов шкал) и количество серий, то есть элементарных угловых взаимных сдвигов роторов и (или) статоров.
Контроль точности выполняется в два этапа. На первом этапе по внутрисерийным оценкам дисперсии производится проверка равноточности серий между собой по мере их выполнения с возможной отбраковкой данных одной или нескольких серий. На втором этапе получают интегральную оценку точности процедуры по всем выполненным сериям и рассчитывают показатели точности текущих результатов. Если полученные показатели не превышают установленные границы, то процедуру останавливают. Если требуемая точность не задана, то осуществляют следующую серию, и так вплоть до выполнения всех серий, обеспечивающих реализацию предельно достижимой точности.
Если условно разделить калибруемые устройства по характеру отсчитывания показаний на две группы: индикаторное (И) - на шкале которого фиксируется точное совпадение указателя с номинальной отметкой, и разностное (Р) - на шкале которого фиксируется малое угловое отклонение указателя от ближайшей номинальной отметки, то предложенный способ пригоден для сличений двух шкал вида Р-И и Р-Р и не пригоден для пары И-И. При большем числе одновременно калибруемых устройств (шкал) обязательным является наличие в группе хотя бы одного устройства вида Р, а также усложняется порядок остановки поворотов для регистрации отсчетов по шкалам вида Р при наличии более одного устройства вида И.
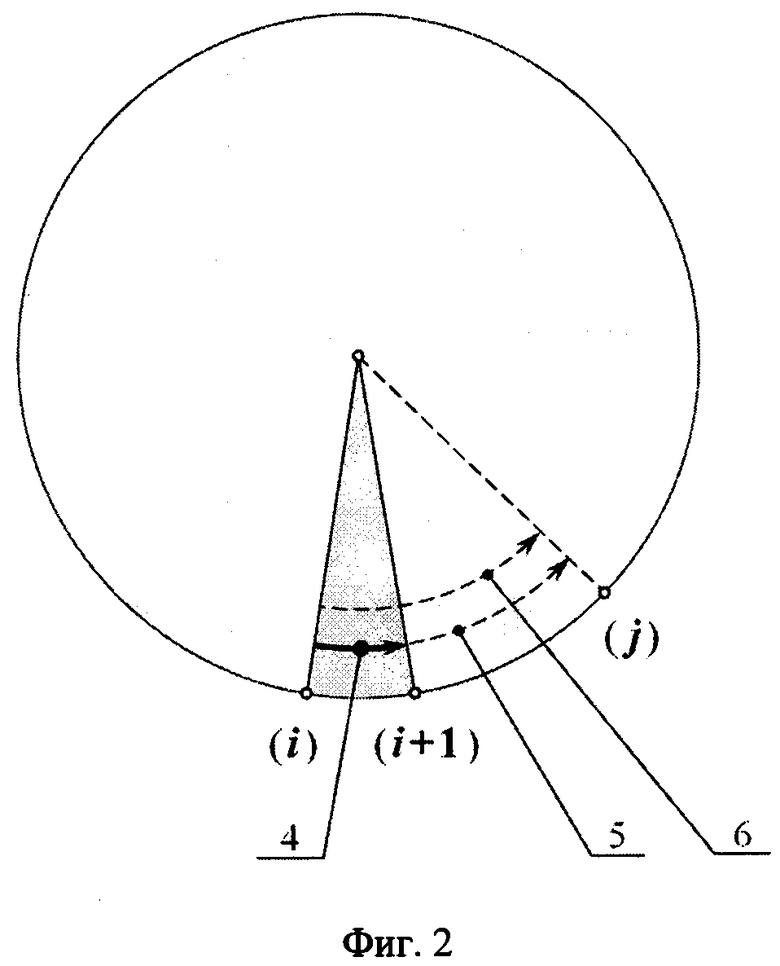
Сущность изобретения поясняется представленными фиг.2-5, на которых изображены:
фиг.2 - схема формирования правой разностной оценки угла между смежными отметками круговой шкалы;
4 - j-я промежуточная правая разностная оценка угла между смежными отметками шкалы с фиксированными номерами (i) и (i+1), использующая переменную отметку шкалы с номером (j);
5 - значение угла, полученное на основе отсчетов в серии с номером uj=n-i+j-1;
6 - значение угла, полученное на основе отсчетов в серии с номером νj=n-i+j.
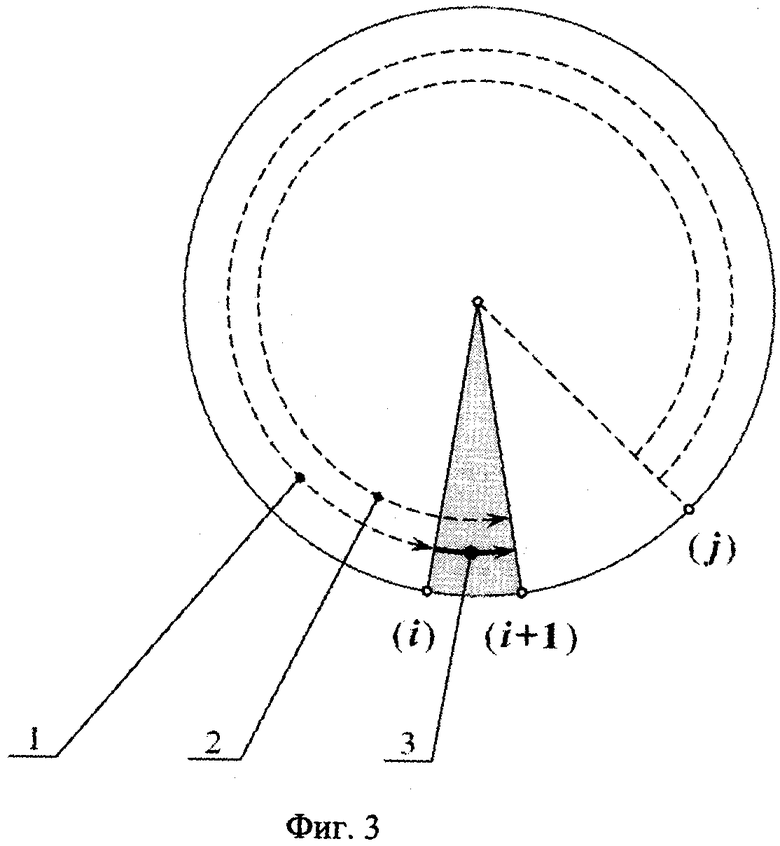
Фиг.3 - соотношение правой и левой разностных оценок при переходе к углам, дополнительным до 360° (обозначения соответствуют фиг.1, см. также фиг.2 для сравнения);
фиг.4 - представление оценки угла между смежными отметками круговой шкалы, полученной по методу наименьших квадратов (МНК), в разностной форме как полусуммы левой и правой разностных оценок:
7 - промежуточная разностная оценка, порождаемая соответствующей МНК-оценкой и одновременно использующая углы, формирующие как левую, так и правую разностные оценки.
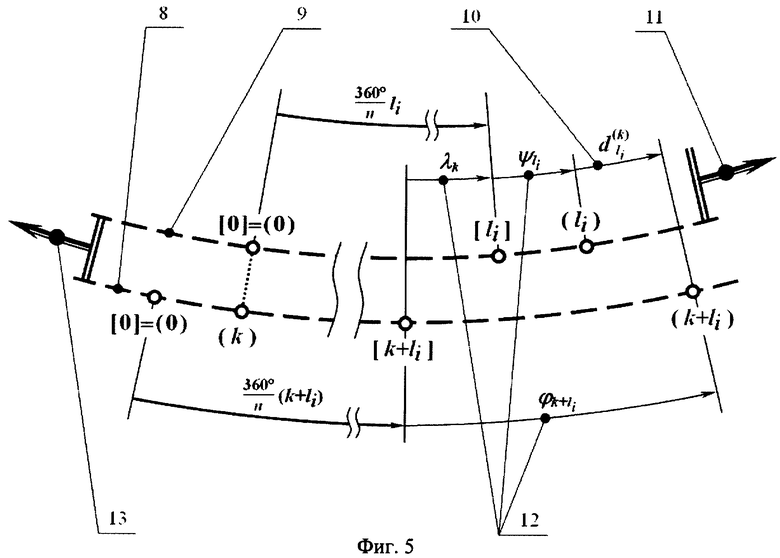
Фиг.5 - два основных движения при одновременной калибровке двух углозадающих (угломерных) устройств и формирование модельных уравнений, связывающих измеряемые параметры:
8 - круговая шкала первого устройства;
9 - круговая шкала второго устройства;
10 - отсчет в k-й серии, li-м положении связанных роторов, равный разности показаний по первой и второй шкалам;
11 - движение в серии (совместное пошаговое вращение связанных роторов);
12 - искомые параметры калибровки (отклонения отметок {φj, ψj} двух шкал от своих равномерных на окружности номинальных значений и остаточные отклонения относительных угловых сдвигов {λk} роторов от предписанных процедурой значений, кратных шагу калибровки);
13 - движение между сериями (относительный угловой сдвиг роторов между собой, кратный шагу калибровки);
k - номер серии;
li - номер отметки второй шкалы, соответствующей i-му отсчету (внутри серии);
k+li - номер отметки первой шкалы, соответствующей i-му отсчету (внутри серии);
[…] - номера номинальных отметок шкал (заключены в квадратные скобки);
(…) - номера действительных отметок шкал (заключены в круглые скобки).
Предлагаемый способ реализуется следующим образом. После подготовки и выполнения первой серии ее проверяют на замыкание путем попарного сравнения отсчетов, дублирующих один или несколько начальных в серии отсчетов, после совершения совмещенными шкалами полного оборота. Иными словами, серию продолжают поворотом на небольшой угол сверх 360°.
В случае если серия оказывается уверенно замкнувшейся, ее данные включаются в совокупность данных, подлежащих обработке. Если серия оказывается уверенно незамкнувшейся, ее отбрасывают и повторяют измерения в серии заново.
Все накопленные данные (включая все предыдущие серии) обрабатываются по методу наименьших квадратов (МНК) на основе точных модельных уравнений связи, описывающих комбинирование параметров. Начиная с двух (в случае калибровки одной явно заданной шкалы) или трех (в случае одновременной калибровки двух явно заданных шкал) выполненных серий появляется избыточность данных, позволяющая выполнить апостериорное оценивание границ погрешностей результатов и проверку адекватности модели. Результаты обработки включают в себя: (а) МНК-оценки всех комбинируемых параметров, а именно индивидуальные поправки к номинальным значениям отметок каждой из калибруемых круговых шкал (целевые параметры) и поправки на относительные сдвиги нулей шкал в каждой выполненной серии (вспомогательные параметры); (б) оценки границ погрешностей оценок параметров; (в) оценки, характеризующие обобщенную точность каждой выполненной серии; (г) показатели адекватности принятой модели.
Указанные оценки получаются с помощью следующего алгоритма. Прежде всего формируют систему условных уравнений Y=АХ, где Y - вектор отсчетов (исходные данные), А - матрица плана (коэффициенты участия параметров Х в комбинациях). Х - вектор искомых параметров, учитываемых принятой моделью исходных данных. Решение этих уравнений Х по методу наименьших квадратов имеет вид

где  - оценка дисперсии отдельного отсчета уi (единичной дисперсии);
- оценка дисперсии отдельного отсчета уi (единичной дисперсии);  - матрица ковариаций результатов измерений
- матрица ковариаций результатов измерений  (апостериорные оценки точности), вычисление которых возможно при наличии избыточности первичных данных р>0, в простейшем случае равной превышению размерности вектора Y над размерностью вектора X. Далее невязки условных уравнений Е=Y-A
(апостериорные оценки точности), вычисление которых возможно при наличии избыточности первичных данных р>0, в простейшем случае равной превышению размерности вектора Y над размерностью вектора X. Далее невязки условных уравнений Е=Y-A квадратично суммируют также внутри серий, что позволяет получить оценки точности для каждой серии.
квадратично суммируют также внутри серий, что позволяет получить оценки точности для каждой серии.
Указанный выше алгоритм действий дополняется двумя следующими процедурами: (1) проверкой однородности (равноточности) серий измерений; (2) проверкой необходимости уточнения модели.
(1) Если очередная серия оказывается замкнутой с расхождениями соответствующих дублирующих начало серии данных на пределе допустимого и (или) одна из принятых серий выделяется на фоне других по своей обобщенной характеристике точности, то эксперимент приостанавливают для изучения причин указанных явлений. В зависимости от результатов изучения реализация алгоритма продолжается, либо он запускается заново.
(2) Модель, положенная в основу алгоритма МНК-обработки, уточняется в том случае, когда оказываются нарушенными правильные соотношения между указанными выше левыми разностными оценками параметров калибруемых устройств (формируемых шкал) и правыми разностными оценками, то есть оценками, являющимися двойственными к левым и получаемыми заменой в определяющих их формулах центральных углов между отметками шкал на их дополнения до 360°. Указанные правильные соотношения состоят в том, что, в случае измерений по схеме всех комбинаций, МНК-оценки основных параметров сравниваемых шкал равны полусуммам левых и правых разностных оценок (см. фиг.2-4), а именно

где для упрощения записи не указана зависимость промежуточных оценок от индексов i и j, а индексы ЛМР/ПМР означают левый/правый методы разностей соответственно.
Сравнительный анализ показал, что в схеме всех комбинаций (т.е. при выполнении полного числа серий при калибровке шкал полного диапазона) усреднение всех введенных выше промежуточных оценок приводит к получению собственно строгих МНК-оценок для модельных уравнений, которые связывают отсчеты по АК с искомыми параметрами - углами между смежными отметками шкалы и остаточными отклонениями углов между АК (постоянными в каждой серии). Как МНК-оценки, так и разностные оценки различных видов могут быть вычислены по неполным данным, начиная с двух серий. Однако соотношение типа (1) верно только в схеме всех комбинаций.
Для различных j получаем ряд промежуточных оценок разностного типа (порождаемых МНК), определяемых как полусуммы соответствующих левой и правой (запаздывающей и опережающей) промежуточных оценок.
Введенные правые, левые и полные разностные оценки формально могут быть вычислены и при неполном числе серий, то есть до перебора всех комбинаций параметров. Если совокупность оцениваемых параметров Х полностью соответствует указанной выше на фиг.5 совокупности (именно их учитывает геометрически наглядная модель комбинирования), то разности правых и левых оценок соответствующих отметок шкал должны проявлять себя случайным образом, колеблясь около нуля в пределах инструментальных погрешностей. Если же для реального набора данных получают существенное их расхождение (по сравнению с инструментальной погрешностью), то это свидетельствует о неполноте совокупности учитываемых оцениваемых параметров (неадекватности модели). Для описания и учета отклонений такого типа предлагается уточненная модель. Например, для случая, когда одна из шкал представлена правильной многогранной призмой в комплекте с одним или несколькими разнесенными по окружности на определенные углы неподвижными автоколлиматорами, уточненная модель учитывает также и параметры ориентации неподвижных автоколлиматоров относительно связанной с призмой плоскости измерений.
Реализация указанного алгоритма заканчивается в соответствии со следующим правилом останова: накопление данных прекращается, когда апостериорная оценка границ погрешностей результатов (по выполненным сериям) впервые не превосходит предела допускаемой погрешности; окончательной обработке подвергается полная совокупность данных.
Если по мере реализации алгоритма правило останова «не срабатывает», то выполняют измерения, аналогично прототипу, по схеме всех комбинаций (с дополнительным учетом диапазонов сравниваемых шкал) с целью реализовать максимально достижимую точность.
Предложенный способ позволяет охватить значительно большее, нежели прототип, количество углозадающих и угломерных устройств (носителей дискретных круговых шкал), включая случай калибровки нескольких устройств, ни одно из которых не имеет шкалу полного диапазона. Единственным требованием является расположение номинальных значений калибруемых отметок шкал равномерно вдоль окружности (с возможными пропусками и с практически не ограниченной дискретностью). Этому требованию отвечают как равномерные дискретные шкалы неполного диапазона (с пропуском одного фрагмента, состоящего из одной или нескольких последовательных отметок), так и неравномерные дискретные шкалы (с пропуском двух и более фрагментов указанного вида). При правильном выборе плана процедуры калибровки способ применим, если только суммарный диапазон калибруемых шкал составляет не менее 360°, где диапазон каждой дискретной шкалы принимается равным разности между 360° и наибольшим из номинальных угловых интервалов, образуемых ее смежными отметками. При превышении суммарным диапазоном указанного значения не менее чем на шаг калибровки, получаемые первичные данные становятся избыточными, что позволяет найти апостериорные оценки точности результатов. Способ отличается повышенной экономичностью, поскольку позволяет достигнуть требуемой точности с помощью меньшего числа измерений за счет эффективного их планирования. Способ включает в себя прототип как предельный случай (для двух калибруемых шкал полного диапазона, одна из которых может быть задана как явно, так и неявно), когда требуемая точность не может быть достигнута. Точность, которую может обеспечить заявленный способ, ограничена лишь уровнем нестабильности показаний калибруемых СИУ, а также качеством временных механических связей между ними (вынужденно устанавливаемых в процессе калибровки). Среди указанных факторов основными являются следующие:
- степень неповторяемости (разброс) отсчетов, регистрируемых при повторном совмещении с указателем любой фиксированной отметки шкалы, или «размытость» калибруемых отметок (индивидуальна для каждой из калибруемых шкал в соответствии с физическим принципом формирования их отметок и конструкцией отсчетного устройства);
- неидеальность вращательного движения каждого СИУ, различного рода биения и люфты в исполнительных устройствах углового позиционирования отметок шкалы относительно указателя/указателей (также индивидуальна для каждого СИУ);
- неидеальность временных механических связей между роторами и связей между статорами или степень их «нежесткости» (на протяжении каждой серии при калибровке);
- неидеальность совмещения осей вращения различных СИУ при их одновременной калибровке (отклонение от параллельности осей и их радиальный сдвиг в каждой серии).
Исходя из изложенного выше, заявленная совокупность признаков позволяет получить способ одновременной калибровки углозадающих и (или) угломерных устройств, формирующих дискретные круговые шкалы, отличающийся расширенной областью применения и повышенной эффективностью.
Предложенный способ может быть реализован в трех модификациях, в зависимости от числа калибруемых шкал, а также числа и подвижности/неподвижности их указателей.
Модификация (А) предполагает возможность сдвинуть (с последующей фиксацией) роторы двух и более одновременно калибруемых шкал относительно друг друга на любой угол, кратный шагу калибровки, который определяется планом. Реализуя модификацию (А) согласно выбранному плану, производят в начале очередной серии относительный сдвиг роторов на шаг калибровки и далее осуществляют перебор всех возможных положений (на окружности) совмещенных роторов (с отметками шкал) относительно их статоров (с указателями). Перебор осуществляют с шагом калибровки. При наличии среди калибруемых устройств хотя бы одного с неполной шкалой перебор положений соответствующего ротора относительно статора производят в пределах диапазона неполной шкалы. После завершения очередной серии выполняют предварительную обработку накопленных данных (по выполненным сериям, с возможной отбраковкой части серий) с принятием решения либо о прекращении процедуры (по достижению требуемой точности), либо о переходе к следующей серии (в противном случае).
Правило остановки вращения роторов (при переборе отметок шкал) зависит от наличия/отсутствия указателей типа И: а) если все используемые указатели имеют тип Р, то остановку вращения выполняют в малой окрестности соответствующей плану номинальной отметки, ориентируясь на показания любого из указателей (с учетом наименьшего из их диапазонов); б) если имеется хотя бы один указатель типа И, то остановку вращения выполняют, ориентируясь на достижение нулевого показания поочередно каждым из указателей типа И. При каждой остановке регистрируют точные отсчеты по шкалам, имеющим указатели типа Р (учитывающих малые отклонения от номинальных значений отметок).
Модификация (А) ориентирована на одновременную калибровку двух или более дискретных полных или неполных шкал, роторы которых расположены соосно и могут быть предварительно сдвинуты (с последующей фиксацией) относительно друг друга в требуемые по процедуре взаимные угловые положения. Предполагается наличие хотя бы одного указателя, в том числе допускается иметь общий конструктивно комплексированный указатель, одновременно считывающий показания с некоторых (в том числе со всех) совместно вращаемых шкал при остановке их вращения. Из имеющихся указателей хотя бы один должен иметь тип Р.
Модификация (Б) предполагает возможность сдвинуть (с последующей фиксацией) один или несколько подвижных указателей калибруемой шкалы (шкал) относительно одного или нескольких неподвижных указателей на требуемые по процедуре углы, кратные шагу калибровки. Реализуя модификацию (Б) согласно выбранному плану, производят в начале очередной серии относительный сдвиг подвижных указателей на шаг калибровки и далее осуществляют перебор всех возможных положений на окружности одного или нескольких совмещенных роторов (отметок шкал) относительно их статоров (указателей). Перебор осуществляют с шагом калибровки. При наличии среди калибруемых устройств хотя бы одного с неполной шкалой, перебор положений соответствующего ротора относительно статора производят в пределах диапазона неполной шкалы. После завершения очередной серии выполняют предварительную обработку накопленных данных (по выполненным сериям, с возможной отбраковкой части серий) с принятием решения либо о прекращении процедуры (по достижении требуемой точности), либо о переходе к следующей серии (в противном случае). Правило остановки аналогично модификации (А).
Модификация (Б) ориентирована как на калибровку одной шкалы, так и на одновременную калибровку двух или более дискретных полных или неполных шкал, роторы которых расположены соосно и зафиксированы. При этом предполагается наличие хотя бы у одной из шкал двух и более независимых указателей (т.е. вхождение указанной шкалы в состав многоотсчетного устройства), и подвижность хотя бы одного из этих указателей, т.е. наличие возможности передвинуть его вдоль окружности (на статоре) в новое положение на угол, кратный шагу калибровки.
Модификацию (В) выполняют за одну серию путем перебора всех возможных положений на окружности одного или нескольких совмещенных (расположены соосно и зафиксированных) роторов с отметками шкал относительно их статоров с неподвижными указателями. Перебор осуществляют с шагом калибровки. Модификация (В) предполагает наличие хотя бы у одной из шкал двух или более неподвижных независимых указателей, разнесенных определенным образом по окружности. При наличии среди калибруемых устройств хотя бы одного с неполной шкалой перебор положений соответствующего ротора относительно статора производят в пределах диапазона неполной шкалы. После завершения перебора выполняют обработку полученных данных (без возможности регулирования достигаемой точности результатов). Правило остановки аналогично модификации (А).
Модификация (В) ориентирована, прежде всего, на автокалибровку (внутреннюю калибровку) шкалы многоотсчетного устройства без привлечения других средств измерений угла. При наличии у многоотсчетной шкалы ровно двух указателей она должна иметь полный диапазон. Начиная с трех указателей появляется избыточность данных, позволяющая выполнить апостериорное оценивание границ погрешностей результатов и проверку адекватности модели.
Предложенный способ позволяет, в сравнении с прототипом, планировать неполное число серий и осуществить оптимальную МНК-обработку (без потери информации). Если иметь в виду группы устройств Р и И, то осуществление предложенного способа можно представить следующим образом: (1) фиксируются статоры (с указателями), либо роторы (со шкалами) после их относительного поворота в соответствии с планом для очередной серии; (2) серия выполняется, то есть вращают пошагово сцепленные роторы, отсчитывая показания по каждой шкале при остановке вращения. Отсчеты шкал устройств вида Р регистрируют отдельно при остановке вращения по каждому из устройств вида И при наличии более одного такого устройства. Если все устройства принадлежат к виду Р, то отсутствует жесткое правило остановки (допустимо попадание в среднюю часть диапазона любого из устройств вида Р). После совершения роторами полного оборота повторяют регистрацию для нескольких начальных в серии угловых положений роторов (с целью контроля). По результатам контроля серии на замыкание ее данные принимают или бракуют; (3) начиная с двух выполненных серий выполняют обработку накопленных данных (см. выше). Если требуемая точность не достигнута, переходят к следующей серии (то есть к этапу (1)). Если точность достигнута, следует останов процедуры и переход к составлению протокола.
Примером конкретной реализации предлагаемого способа может служить калибровка полной круговой шкалы в n расположенных равномерно с номинальным угловым шагом 360°/n (шагом калибровки) точках с опорой на углы, задаваемые второй неполной круговой шкалой (с тем же номинальным шагом) без использования априорной информации о значениях углов второй шкалы. Одновременная (взаимная) калибровка указанных двух шкал может быть выполнена по предлагаемому способу в модификации (А). В качестве полной круговой шкалы может выступать, например, правильная многогранная призма или оцифрованный лимб угломерного устройства полного диапазона. Вторая неполная круговая шкала может быть разных типов, в том числе «равномерной секторной» (например, частью правильной многогранной призмы, используемой при поверке вертикальных лимбов теодолитов) и «равномерной с пропусками» некоторых отметок (например, неправильной многогранной призмой). Возможны две существенно различающихся реализации приведенного примера.
1) В простейшем случае, если вторая (неполная) шкала содержит только две отметки, то задаваемый ими единственный опорный угол может быть равным или кратным шагу калибровки с кратностью m, причем для разрешимости соответствующей системы модельных уравнений требуется взаимная простота указанной кратности m и числа калибруемых отметок полной круговой шкалы n. При этом измерительная процедура не обладает избыточностью, что не позволяет, в дополнение к оцениванию основных параметров, выполнить апостериорное оценивание точности результатов калибровки.
2) В случае второй шкалы с более чем двумя отметками измерительная процедура избыточна, и предлагаемый способ применим по полной схеме, включая апостериорное оценивание точности результатов калибровки, а также проверку целостности получаемых первичных данных и проверку адекватности применяемой модели. Условие разрешимости аналогично первому случаю для хотя бы двух отметок второй (неполной) шкалы.
| название | год | авторы | номер документа |
|---|---|---|---|
| МНОГОЗНАЧНАЯ ГАЛОГРАФИЧЕСКАЯ МЕРА ПЛОСКОГО УГЛА | 2006 |
|
RU2332638C1 |
| ОПТИКО-МЕХАНИЧЕСКОЕ УГЛОМЕРНОЕ УСТРОЙСТВО ПОВОРОТНОГО ТИПА С ОПТИЧЕСКИМ УКАЗАТЕЛЕМ НА ОСНОВЕ МНОГОЗНАЧНОЙ МЕРЫ И ФОТОЭЛЕКТРОННЫМ РЕГИСТРАТОРОМ | 2007 |
|
RU2377498C2 |
| УСТРОЙСТВО С КОМПЛЕКСИРОВАННЫМИ НОСИТЕЛЯМИ РАВНОМЕРНЫХ УГЛОВЫХ ШКАЛ РАЗНОЙ ДИСКРЕТНОСТИ ДЛЯ КАЛИБРОВКИ УГЛОЗАДАЮЩИХ И УГЛОМЕРНЫХ ПРИБОРОВ | 2012 |
|
RU2489682C1 |
| УСТРОЙСТВО ДЛЯ ВОСПРОИЗВЕДЕНИЯ УГЛОВОЙ СКОРОСТИ (МЕРА УГЛОВОЙ СКОРОСТИ) НА ОСНОВЕ МНОГОЗНАЧНОЙ ГОЛОГРАФИЧЕСКОЙ МЕРЫ ПЛОСКОГО УГЛА | 2010 |
|
RU2429490C1 |
| Устройство для измерений мгновенных угловых перемещений качающейся платформы | 2016 |
|
RU2642975C2 |
| Способ одновременной калибровки трех и более однотипных устройств с измерительными функциями без опоры на эталонное устройство или эталонный испытательный сигнал | 2016 |
|
RU2625642C1 |
| СПОСОБ КАЛИБРОВКИ УГЛОВОГО ДАТЧИКА | 2015 |
|
RU2592734C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ПРОСТРАНСТВЕННЫХ УГЛОВЫХ КООРДИНАТ РАДИОСИГНАЛА В АМПЛИТУДНЫХ МОНОИМПУЛЬСНЫХ ПЕЛЕНГАЦИОННЫХ СИСТЕМАХ | 2016 |
|
RU2625349C1 |
| Способ калибровки мобильных 3D-координатных средств измерений и устройство для его реализации | 2018 |
|
RU2710900C1 |
| СПОСОБ И УСТРОЙСТВО КАЛИБРОВКИ ИНЕРЦИАЛЬНЫХ ИЗМЕРИТЕЛЬНЫХ МОДУЛЕЙ | 2015 |
|
RU2602736C1 |
Изобретение относится к метрологии, в частности к методам калибровки угломерных и углозадающих устройств поворотного типа, формирующих дискретные круговые шкалы полного и (или) неполного диапазонов, путем их сличений с эталонными устройствами (эталонными шкалами). Сущность: предложенный способ основан на регулировании показателей плана измерительной процедуры и осуществлении интерактивного контроля точности ее результатов. Регулирование осуществляется путем адаптивных модификаций процедур подготовки и выполнения измерений. Процедура организуется как последовательность сравнений углов между отметками каждой из калибруемых шкал, взятыми попарно, причем комбинации отметок (пары) формируются сериями, количество которых не фиксировано заранее. Полученные первичные данные обрабатываются по методу наименьших квадратов на основе модельных уравнений, связывающих измеряемые параметры, а алгоритм обработки содержит блоки проверки равноточности серий (с возможной их отбраковкой) и проверки адекватности принятой модели (с возможным ее уточнением). Процедура является интерактивной и длится до тех пор, пока не будет достигнута требуемая или предельно возможная точность ее результатов. Технический результат: расширение диапазона дискретности калибруемых круговых шкал и отказ от требования их полноты, а также обеспечение возможности управления точностью калибровки, в том числе за счет уточнения модели первичных данных. 5 з.п. ф-лы, 5 ил.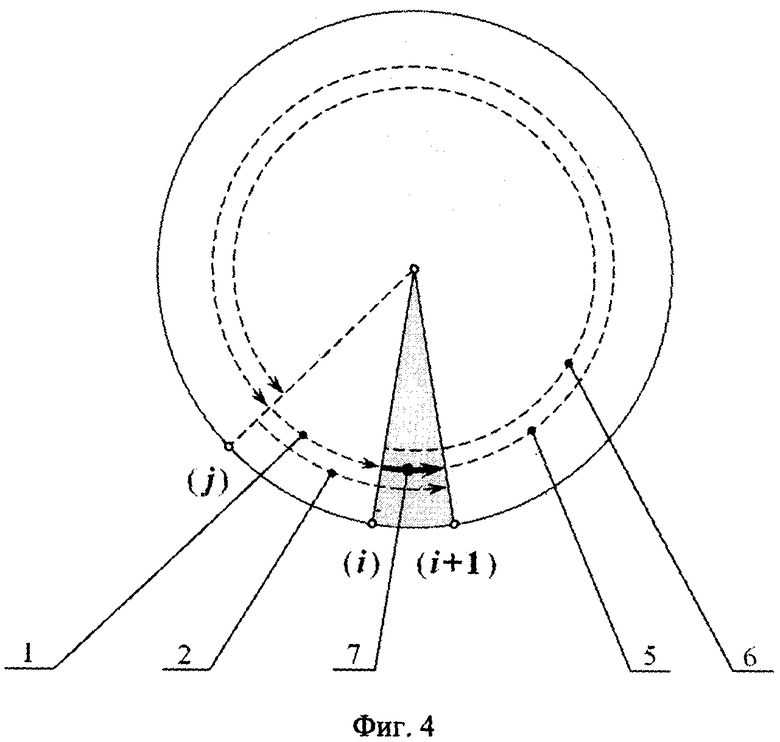
1. Способ калибровки одного и более средств измерений плоского угла поворотного типа, формирующих с помощью встроенных или внешних указателей дискретные круговые шкалы с одинаковыми или кратными периодами дискретности, заключающийся в том, что подвижные части указанных средств измерения устанавливают соосно, осуществляют последовательно угловые сдвиги относительно друг друга носителей шкал и указателей на шаг калибровки, кратный наименьшему из периодов дискретности, и фиксируют их, при каждом фиксированном взаимном положении однородных элементов осуществляют серию угловых сдвигов фиксированных носителей шкал относительно фиксированных указателей также на шаг, кратный наименьшему периоду дискретности, причем каждую серию заканчивают в начальной точке, а в ходе упомянутой серии измеряют воспроизводимые шкалами углы, после чего обрабатывают результаты измерений, на основании которых формируют поправки к значениям отметок калибруемых шкал соответствующих средств измерений, отличающийся тем, что устанавливают калибруемые средства измерения так, что суммарный диапазон их шкал составляет в сумме не менее 360°, количество угловых сдвигов носителей шкал относительно указателей в каждой из упомянутых серий ограничивают либо числом носителей шкал, либо числом указателей, проверяют наличие совпадения начального и конечного результатов измерений в каждой серии, на основании которого изменяют величину углового сдвига носителей шкал и указателей друг относительно друга до тех пор, пока не будет достигнута требуемая или предельно возможная точность результатов измерений.
2. Способ калибровки по п.1, отличающийся тем, что выбирают средства измерений с заведомо неравноточными шкалами, а результаты измерений углов, воспроизводимых при помощи указанных шкал, обрабатывают с весами, обратно зависящими от дисперсий случайных составляющих погрешностей результатов измерений углов, воспроизводимых шкалами.
3. Способ калибровки по п.1, отличающийся тем, что каждую серию измерений при калибровке устройств, формирующих равномерные шкалы полного диапазона одинаковой дискретности, завершают полным оборотом.
4. Способ калибровки по п.1, отличающийся тем, что каждую серию измерений при калибровке устройств, одно из которых формирует секторную шкалу, представленную совокупностью углов с общей вершиной и номинальными значениями, равными или кратными шагу дискретности шкалы другого устройства, формируют путем поворотов в пределах диапазона угла, общего для диапазонов шкал.
5. Способ калибровки по п.1, отличающийся тем, что адекватность измерительной модели, положенной в основу алгоритма обработки результатов измерений, составляющих выполненные серии (в рамках выполненных серий), реализующего метод наименьших квадратов (МНК), контролируют путем сопоставления левых и правых разностных оценок и парных им оценок единичной дисперсии.
6. Способ калибровки по п.5, отличающийся тем, что измерительная модель, положенная в основу МНК-алгоритма обработки результатов измерений, составляющих выполненные серии (в рамках выполненных серий), в том случае, когда различие правых разностных и левых разностных оценок статистически значимо, уточняют путем введения в нее группы параметров, представляющих собой поправки в результаты измерений на неидеальность взаимодействия каждого указателя со своей шкалой на разных ее участках.
| БОГУСЛАВСКИЙ М.Г | |||
| и др | |||
| «Государственный первичный эталон единицы угла-радиана», Измерительная техника, 1972, №7, с.9-10 | |||
| Способ измерения плоских углов объекта и устройство для его осуществления | 1986 |
|
SU1431461A1 |
| Способ измерения плоских углов объекта | 1986 |
|
SU1500822A1 |

