Изобретение относится к устройствам для уплотнения зазора между вращающейся печью и неподвижной камерой и может быть использовано в черной И цветной металлургии, в промышлен- 14ости строительных материалов и других отраслях промышленности, где используются трубчатые вращающиеся печи
Цель изобретения - повышение герметичности уплотнения за счет устра-- Йения влияния радиального биения корпуса печи и обеспечение постоянства Кольцевого зазора между уплотняющими Элементами.
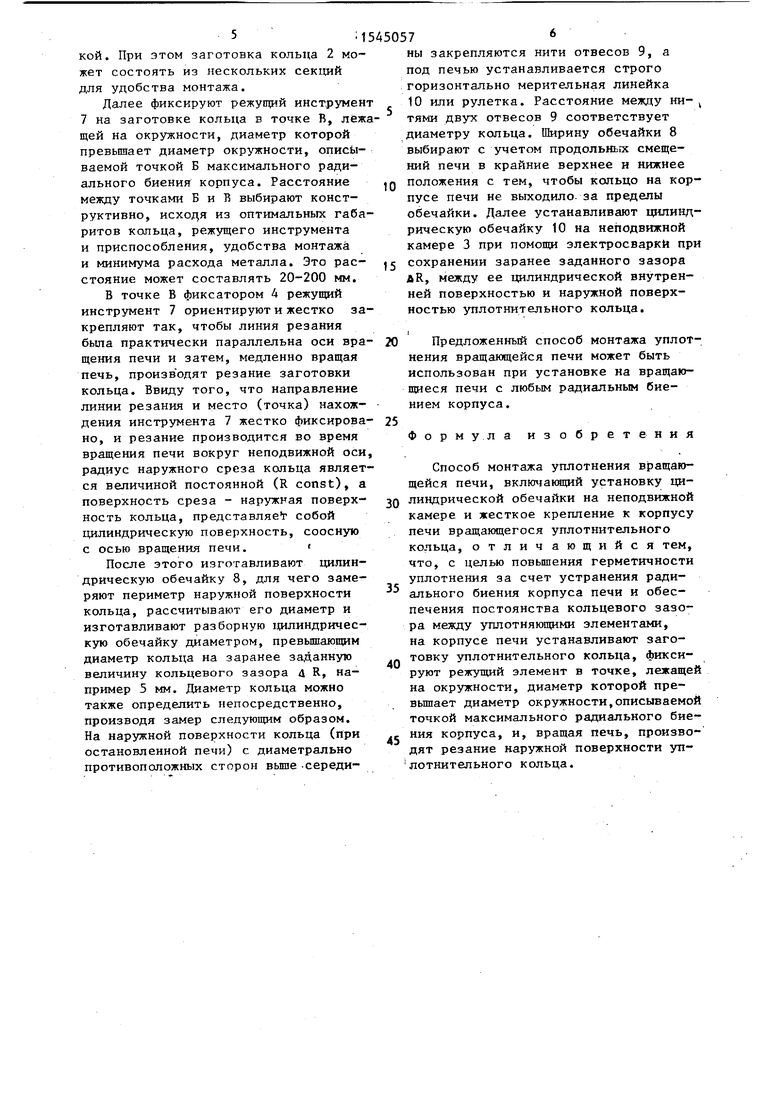
На фиг.1 схематично показано положение корпуса печи и разметочного Инструмента; на фиг,2 - положение Корпуса и режущего инструмента в про- цессе изготовления уплотнительного устройства; на фиг.З - сечение па фиг.2; на фиг.4 - устройство, изготов (пенное предлагаемым способом, общий вид (пунктирными линиями показаны (крайние положения уплотнительного кольца)„
Способ включает установку цилиндрической обечайки на неподвижной камере и жесткое крепление к корпусу печи вращающегося уплотнительного кольца в виде заготовки. Затем фиксируют режущий, элемент в точке, лежащей на окружности, диаметр которой превышает диаметр окружности, описываемой точкой максимального радиального биения корпуса и, вращая печь, производят резание наружной поверхности уплотнительного копьца.
Способ монтажа уплотнения вращающейся печи осуществляют следующим образом.
К корпусу 1 вращающейся печи жестко прикрепляют уплотнительное кольцо 2 в виде заготовки, для чего предварительно определяют место его установки: оно должно находиться вблизи неподвижной камеры 3 с учетом данных по линейному удлинению корпуса 1 пе
5
5 0
5
о
0 5
0
5
чи за счет его нагрева, а также с учетом возможности продольного смещения печи при работе (при перемещениях ее в крайнее нижнее и верхнее положения). После этого жестко закрепляют фиксатор 4 разметочного инструмента 5 от смещений, параллельных оси вращения печи, выдвигают разметочный инструмент 5 до соприкосновения с корпусом 1 печи и, медленно вращая печь на един полный оборот, прочерчивают на корпусе 1 линию 6 установки уплотнительного кольца 2. Проведенная линия находится в плоскости (воображаемой), перпендикулярной оси вращения печи. Разметочный инструмент во время разметки имеет возможность перемещения в радиальном направлении. Это дает возможность определить при повороте печи точку Б - точку максимального радиального биения.
Точку максимального радиального биения находят следующим образом.
Вращая печь и фиксируя разметочн ый инструмент на различном расстоянии от корпуса печи, находят такое его положение, при котором корпус печи за полный оборот делает одно касание, т.е. соприкасается с разметочным инструментом только в одной точке. Это и есть точка максимального радиального биения, т.е. это точка на корпусе печи с максимальным удалением от оси вращения по месту установки кольца. Ее отмечают на разметочной линии 6 и используют затем в качестве исходной позиции для определения расстояния между точками Б и В, где точка В - это точка, лежащая на окружности, диаметр которой превышает диаметр окружности точки максимального радиального биения. Затем на корпусе 1 печи устанавливают заготовку кольца 2 перпендикулярно к корпусу по ранее найденной линии 6 и жестко ее закрепляют, например, электросваркой. При этом заготовка кольца 2 может состоять из нескольких секций для удобства монтажа.
Далее фиксируют режущий инструмен 7 на заготовке кольца в точке В, лежщей на окружности, диаметр которой превышает диаметр окружности, описываемой точкой Б максимального радиального биения корпуса. Расстояние между точками Б и В выбирают конструктивно, исходя из оптимальных габаритов кольца, режущего инструмента и приспособления, удобства монтажа и минимума расхода металла. Это расстояние может составлять 20-200 мм.
В точке В фиксатором 4 режущий инструмент 7 ориентируют и жестко закрепляют так, чтобы линия резания была практически параллельна оси вращения печи и затем, медленно вращая печь, производят резание заготовки кольца. Ввиду того, что направление линии резания и место (точка) нахождения инструмента 7 жестко фиксировано, и резание производится во время вращения печи вокруг неподвижной оси радиус наружного среза кольца является величиной постоянной (R const), a поверхность среза - наружная поверхность кольца, представляет собой цилиндрическую поверхность, соосную с осью вращения печи. «
После этого изготавливают цилиндрическую обечайку 8, для чего замеряют периметр наружной поверхности кольца, рассчитывают его диаметр и изготавливают разборную цилиндрическую обечайку диаметром, превышающим диаметр кольца на заранее заданную величину кольцевого зазора и, R например 5 мм. Диаметр кольца можно также определить непосредственно, производя замер следующим образом. На наружной поверхности кольца (при остановленной печи) с диаметрально противоположных сторон выше -середи0
5
0
5
ны закрепляются нити отвесов 9, а под печью устанавливается строго горизонтально мерительная линейка 10 или рулетка. Расстояние между ни-k тями двух отвесов 9 соответствует диаметру кольца. Ширину обечайки 8 выбирают с учетом продольных смещений печи в крайние верхнее и нижнее положения с тем, чтобы кольцо на корпусе печи не выходило за пределы обечайки. Далее устанавливают цилиндрическую обечайку 10 на неподвижной камере 3 при помощи электросварки при сохранении заранее заданного зазора AR, между ее цилиндрической внутренней поверхностью и наружной поверхностью уплотнительного кольца.
1
Предложенный способ монтажа уплотнения вращающейся печи может быть использован при установке на вращающиеся печи с любым радиальным биением корпуса.
Формула изобретения
Способ монтажа уплотнения вращающейся печи, включающий установку цилиндрической обечайки на неподвижной камере и жесткое крепление к корпусу печи вращающегося уплотнительного кольца, отлич ающнйся тем, что, с целью повышения герметичности уплотнения за счет устранения радиального биения корпуса печи и обеспечения постоянства кольцевого зазора между уплотняющими элементами, на корпусе печи устанавливают заготовку уплотнительного кольца, фиксируют режущий элемент в точке, лежащей на окружности, диаметр которой превышает диаметр окружности,описываемой точкой максимального радиального биения корпуса, и, вращая печь, производят резание наружной поверхности уплотнительного кольца.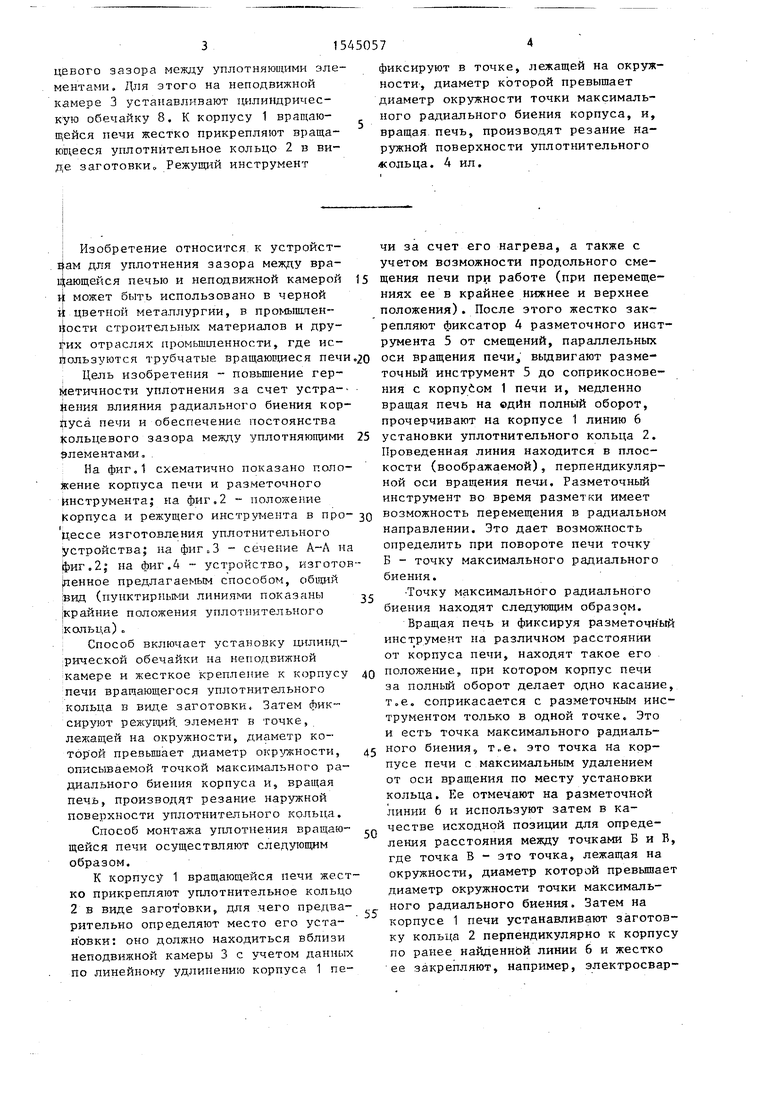
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для уплотнения зазора между вращающейся печью и загрузочной камерой | 1982 |
|
SU1052815A1 |
| Вращающаяся печь | 1990 |
|
SU1788406A1 |
| Уплотнение вращающейся печи | 1981 |
|
SU966472A1 |
| Устройство для уплотнения зазора между вращающейся печью и неподвижной камерой | 1981 |
|
SU1006890A1 |
| Уплотнение вращающейся печи | 1989 |
|
SU1691680A1 |
| Уплотнение вращающейся печи | 1981 |
|
SU976255A1 |
| Устройство для уплотнения зазора между вращающейся печью и неподвижной камерой | 1988 |
|
SU1605121A1 |
| Уплотнение вращающейся печи | 1980 |
|
SU872923A1 |
| Уплотнение вращающейся печи | 1988 |
|
SU1571384A1 |
| УСТРОЙСТВО ДЛЯ ИМПУЛЬСНОГО ИГЛОФРЕЗЕРОВАНИЯ ПЛОСКОСТЕЙ | 2008 |
|
RU2367560C1 |
Изобретение относится к технике уплотнения зазора между вращающейся печью и неподвижной камерой и может быть использовано в черной и цветной металлургии в промышленности строительных материалов и других отраслях промышленности, где используются трубчатые вращающиеся печи. Целью изобретения является повышение герметичности уплотнения за счет устранения влияния радиального биения корпуса печи и обеспечение постоянства кольцевого зазора между уплотняющими элементами. Для этого на неподвижной камере 3 устанавливают цилиндрическую обечайку 8. К корпусу 1 вращающейся печи жестко прикрепляют вращающееся уплотнительное кольцо 2 в виде заготовки. Режущий инструмент фиксируют в точке, лежащей на окружности, диаметр которой превышает диаметр окружности точки максимального радиального биения корпуса и, вращая печь, производят резание наружной поверхности уплотнительного кольца. 4 ил.
Фие.З
Редактор А.Козориз
Составитель С.Прямкова
Техред М.Ходанич Корректор Н.Король
| Уплотнение вращающейся печи | 1979 |
|
SU970057A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
