Изобретение относится к сварочному производству, а именно к источникам
питания сварочной дуги переменного тока.
Цепь изобретения - повышение элек робечопасности сварочных работ и нижение потребления электроэнергии hpn холостом ходе сварочного транс- орматора, а также повышение надежноти работы.
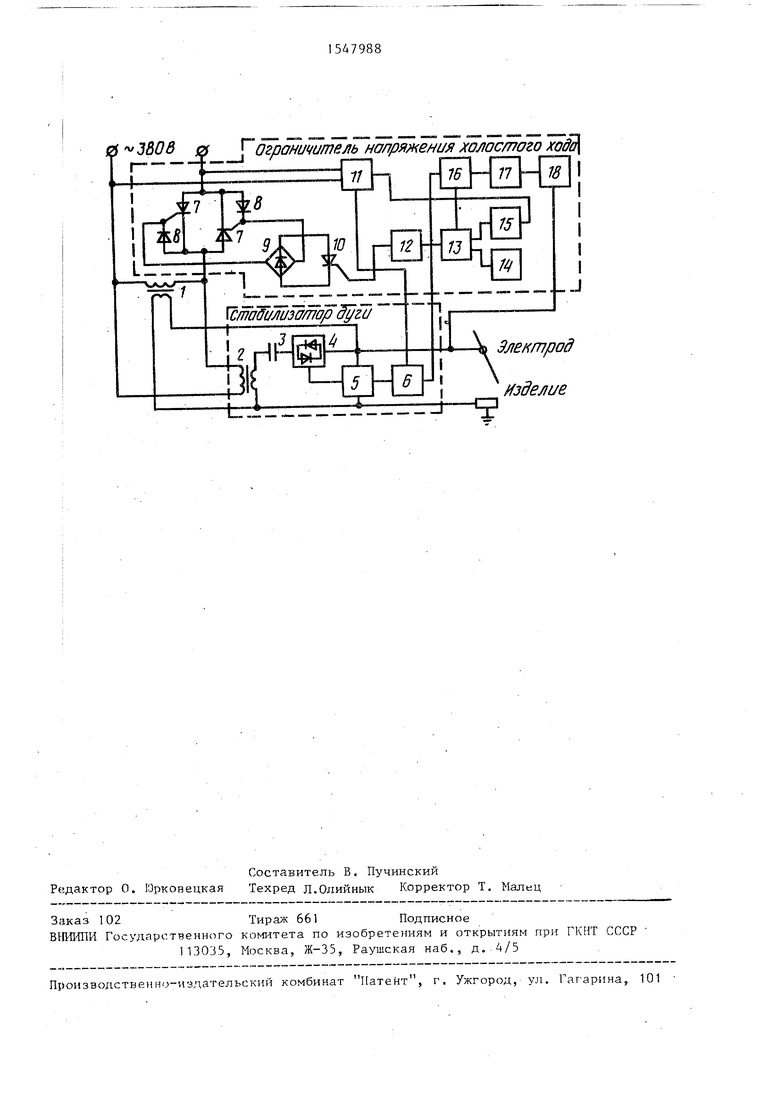
На чертеже изображена схема источника питания сварочной дуги переменного тока.
Источник содержит сварочный трансорматор 1, к обмоткам которого под- слючается стабилизатор дуги, состояши из зарядного трансформатора 2, Накопительного конденсатора 3, полуроводникового ключа 4, нуль-органа 5 и блока 6 управления полупроводниковым ключом. К сети и к обмоткам варочного трансформатора 1 подключается ограничитель напряжения холосто- fo хода, содержащий силовые тиристоры 7, включенные последовательно с Первичной обмотки сварочного трансформатора, защитные диоды 8, диодный мост 9, управляющий тиристор 10, блок 11 питания, усилитель мощности и узел Гальванической развязки 12, селектор 13 импульсов, генератор 14 импульсов, формирователь 15 управляющих импульсов холостого хода, узел 16 временной задержки, усилитель 17 и датчик 18 тока.
Источник питания сварочной дуги работает следующим образом.
В режиме холостого хода сварочного трансформатора 1 сварочная цепь разо- кнута, и сигнал с датчика 18 тока отсутствует. Соответственно, отсутствует сигнал на выходе усилителя 17. С выхода узла 16 временной задержки на селектор 13 поступает сигнал, разрешающий прохождение управляющих импульсов холостого хода с формирователя 15. Эти импульсы частотой 100 Гц, сформированные из сниженного напряжения сети, поступающего с. блока 1 1 питания и сдвинутые относительно начала полупериода на определенный угол, подаются через усилитель мощности и узел гальванической развязки 12 на управляющий тиристор 10. При этом тиристор 10 включается и на управляющие электроды силовых тиристоров 7 через тиристор 10, диодный мост 9 и защитные диоды 8 подается напряжение сети такой полярности, что происходит их включение. Поэтому через тиристоры 7 на первичную обмотку сварочного трансформатора 1 проходит только
5
0
5
0
5
0
5
0
5
часть сетевого напряжения, и, тем самым, напряжение оказывается сниженным до безопасной величины. Величина угла сдвига выбирается из условия получения на вторичной обмотке сварочного трансформатора безопасного дежурного напряжения.
В режиме холостого хода сварочного трансформатора сниженное напряжение в сварочной цепи недостаточно для работы полупроводникового ключа 4. Кроме того, с узла 16 временной задержки на блок 6 управления полупроводниковым ключом подается сигнал, запрещающий работу полупроводникового ключа. И, наконец, напряжение на вторичной обмотке зарядного трансформатора 2 мало, все это в совокупности определяет отсутствие стабилизирующих импульсов в сварочной цепи.
При замыкании сварочной цепи сигнал с датчика 18 тока после соответствующего усиления в усилителе 17 и детектирования подается на узел 16 временной задержки. Последний выдает соответствующие команды, поступающие на селектор 13 и блок 6 управления полупроводниковым ключом. При этом селектор отключает управляющие импульсы холостого хода, поступающие с формирователя 15, и пропускает импульсы повышенной частоты с генератора 14. Эти импульсы после соответствующего усиления поступают на управляющий электрод тиристора 10, который включает силовые тиристоры 7 в начале соответствующего полупериода напряжения сети.
Таким образом, на сварочный трансформатор 1 подается полное напряжение сети, что необходимо для нормального протекания процесса сварки. Одновременно полное напряжение сети поступает на трансформатор 2, во вторичную цепь которого включен накопительный конденсатор 3.
Сигнал, поступающий с узла 16 временной задержки на блок 6 управления полупроводниковым ключом, разрешает работу. Таким образом, обеспечиваются условия для работы стабилизатора дуги в режиме сварки и подачи стабилизирующих импульсов в сварочную цепь
При прерывании процесса сварки сигнал на выходе узла 16 временной задержки меняется не сразу, а продолжает оставаться соответствующим режиму сварки еще некоторое время (не бо- лее. 1 с). Причем сначала изменяется сигнал, поступающий с узла 16 временной задержки на блок управления полупроводниковым ключом, и, соответственно, прекращается прохождение стабилизирующих импульсов в сварочную цепь. Затем происходит смена сигнала, поступающего с узла временной задержки на селектор 13 импульсов. Силовые тиристоры 7 при этом почти закрываются, и на сварочный трансформатор 1 подается сниженное дежурное напряжение.
Для надежной работы силовых тиристоров 7, защитных диодов 8, диодного моста 9 и управляющего тиристора 10 необходимо, чтобы стабилизирующие импульсы появились с задержкой после включения силовых тиристоров 7 и исчезали раньше момента их включения, т.е. стабилизирующие импульсы не должны проходить в сварочную цепь, когда тиристоры 7 почти закрыты. Особенно опасно изменение режимов работы сварочного трансформатора 1: Холостой ход - Сварка и Технологическая выдержка (1 с) полного напряжения холостого хода - Холостой ход.
При переходе из холостого хода в режим сварки стабилизирующие импульсы могут появиться только после включения силовых тиристоров 7, так как иначе на накопительный конденсатор 3 с зарядного трансформатора 2 не будет подаваться напряжение для их заряда.
Таким образом, условия надежной работы коммутирующих элементов в этом переходном режиме соблюдаются автоматически за счет включения сетевой обмотки трансформатора 2 параллельно первичной обмотке сварочного трансформатора 1 .
При переходе из режима выдержки полного напряжения холостого хода в
, 547988
5
0
5
0
5
0
5
режим холостого хода прекращение подачи стабилизирующих импульсов происходит раньше выключения силовых тиристоров 7 за счет временного сдвига между командами, поступающими с узла 16 временной задержки на блок 6 ynpa-t вления полупроводниковым ключом и на селектор 13 импульсов.
По сравнению с известным предлагаемый источник позволяет повысить эле- ктробезопасность сварочных работ и сократить расход электроэнергии за счет снижения напряжения холостого хода- сварочного трансформатора.
Формула изо-бретения
Источник питания сварочной дуги переменного тока, содержащий сварочный трансформатор, цепь зарядки накопительного конденсатора с полупроводниковым ключом, блок управления полупроводниковым ключом, о т л и чающийся тем, что, с целью повышения электробезопасности сварочных работ, экономии электроэнергии при холостом ходе сварочного трансформатора и повышения надежности работы, он снабжен ограничителем напряжения холостого хода сварочного трансформатора, содержащим силовые полупроводниковые коммутирующие элементы, и блоком управления с узлом временной задержки, причем силовые коммутирующие элементы включены в цепь первичной обмотки сварочного трансформатора, цепь зарядки накопительного конденсатора стабилизатора дуги подключена параллельно первичной обмотке сварочного трансформатора, а выход узла временной задержки ограничителя соединен с блоком управления полупроводниковым ключом стабилизатора дуги.
0 3808 0Г ограничитель напряжения холостого

| название | год | авторы | номер документа |
|---|---|---|---|
| Инверторный сварочный источник питания | 1989 |
|
SU1687395A2 |
| ВОЗБУДИТЕЛЬ СВАРОЧНОЙ ДУГИ ПЕРЕМЕННОГО ТОКА | 1996 |
|
RU2103125C1 |
| СВАРОЧНЫЙ ПРЕОБРАЗОВАТЕЛЬ НАПРЯЖЕНИЯ | 1994 |
|
RU2129330C1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОСВАРКИ С БЕЗОПАСНЫМ НАПРЯЖЕНИЕМ ХОЛОСТОГО ХОДА И ПОВЫШЕННОЙ УСТОЙЧИВОСТЬЮ ПОДЖОГА И ГОРЕНИЯ СВАРОЧНОЙ ДУГИ | 1999 |
|
RU2157303C1 |
| УСТРОЙСТВО ДЛЯ ДУГОВОЙ СВАРКИ НА ПЕРЕМЕННОМ ТОКЕ | 2004 |
|
RU2283210C2 |
| ТИРИСТОРНЫЙ ИНВЕРТОР | 2006 |
|
RU2314631C1 |
| СПОСОБ ВОЗБУЖДЕНИЯ СВАРОЧНОЙ ДУГИ ПЕРЕМЕННОГО ТОКА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2065344C1 |
| Сварочный осциллятор | 1972 |
|
SU437584A1 |
| Устройство для ограничения напряженияХОлОСТОгО ХОдА СВАРОчНОгО ТРАНСфОРМАТОРА | 1979 |
|
SU823027A1 |
| ТИРИСТОРНЫЙ ИСТОЧНИК ПИТАНИЯ ДЛЯ ДУГОВОЙ СВАРКИ | 2010 |
|
RU2449868C2 |
Изобретение относится к сварочному производству, а именно к источникам питания сварочной дуги переменного тока. Цель изобретения - повышение электробезопасности сварочных работ и уменьшение расхода электроэнергии в режиме сварочного трансформатора. В режиме сварочного трансформатора сигнал с датчика тока отсутствует. Узел временной задержки выдает команду селектору на прохождение через него импульсов частотой 100 Гц с формирователя. После усиления эти импульсы управляют работой силовых тиристоров. За счет временного сдвига управляющих импульсов относительно начала полупериода сети силовые тиристоры пропускают только часть сетевого напряжения, тем самым обеспечивается его снижение до безопасной величины. Величина сниженного напряжения недостаточна для зарядки через трансформатор накопительного конденсатора и, следовательно, стабилизирующие импульсы в сварочной цепи отсутствуют. С узла временной задержки подается команда на блок управления полупроводниковым ключом стабилизатора дуги, запрещающая его работу. При переходе в режим сварки силовые тиристоры управляются сигналами повышенной частоты, поступающими через селектор импульсов с генератора. Силовые тиристоры включаются в начале каждого полупериода сетевого напряжения, и на сварочный трансформатор подается полное напряжение сети. Это напряжение используется для зарядки накопительного конденсатора. На блок управления полупроводниковым ключом стабилизатора дуги поступает команда, разрешающая его работу. После прекращения сварки поступает команда на отключение стабилизирующих импульсов, а затем происходит отключение силовых тиристоров. Такая последовательность работы схемы позволяет предохранить силовые коммутирующие элементы от перенапряжений и тем самым повысить надежность работы всего устройства. 1 ил.
стоишшшюр Щ/ги
Электрод Изделие
| Источник питания дуги переменного тока | 1978 |
|
SU730507A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Устройство для сварки на переменном токе плавящимся электродом со стабилизацией дуги | 1973 |
|
SU603521A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
