Изобретение относится к сварке, в частности к источникам питания для электросварки дугой постоянного тока.
Цель изобретения - снижение мас- согабаритных показателей при сохранении устройством функции сглаживания тока сварки.
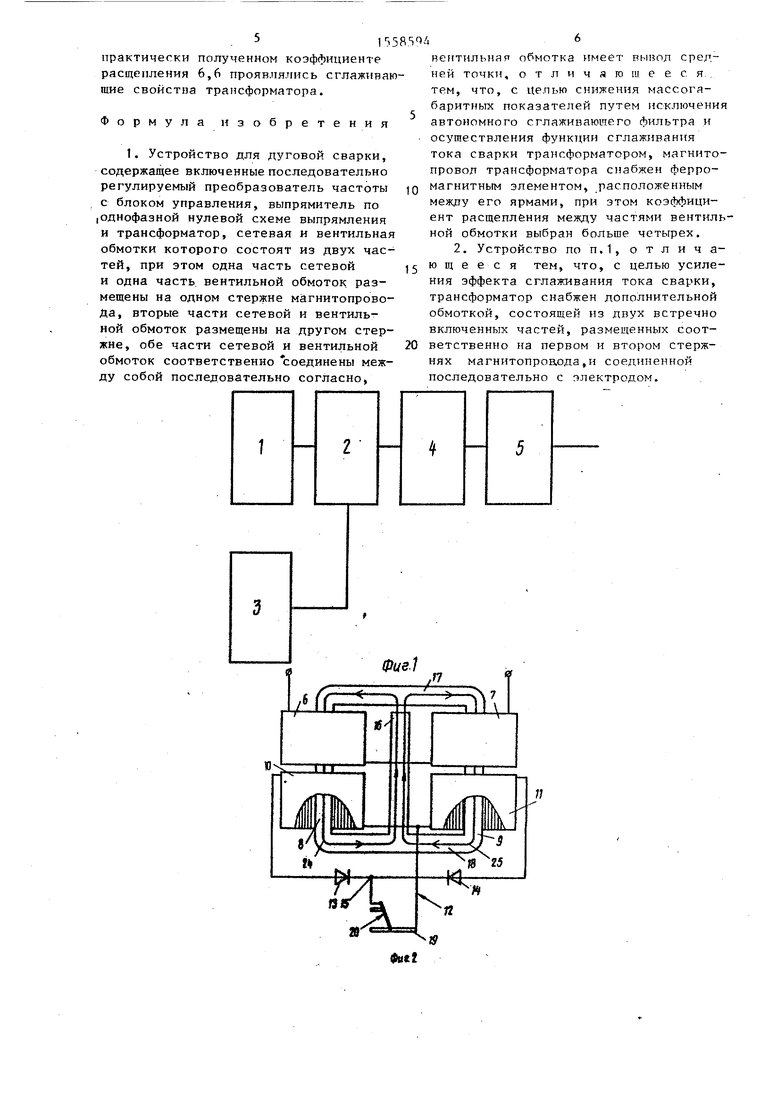
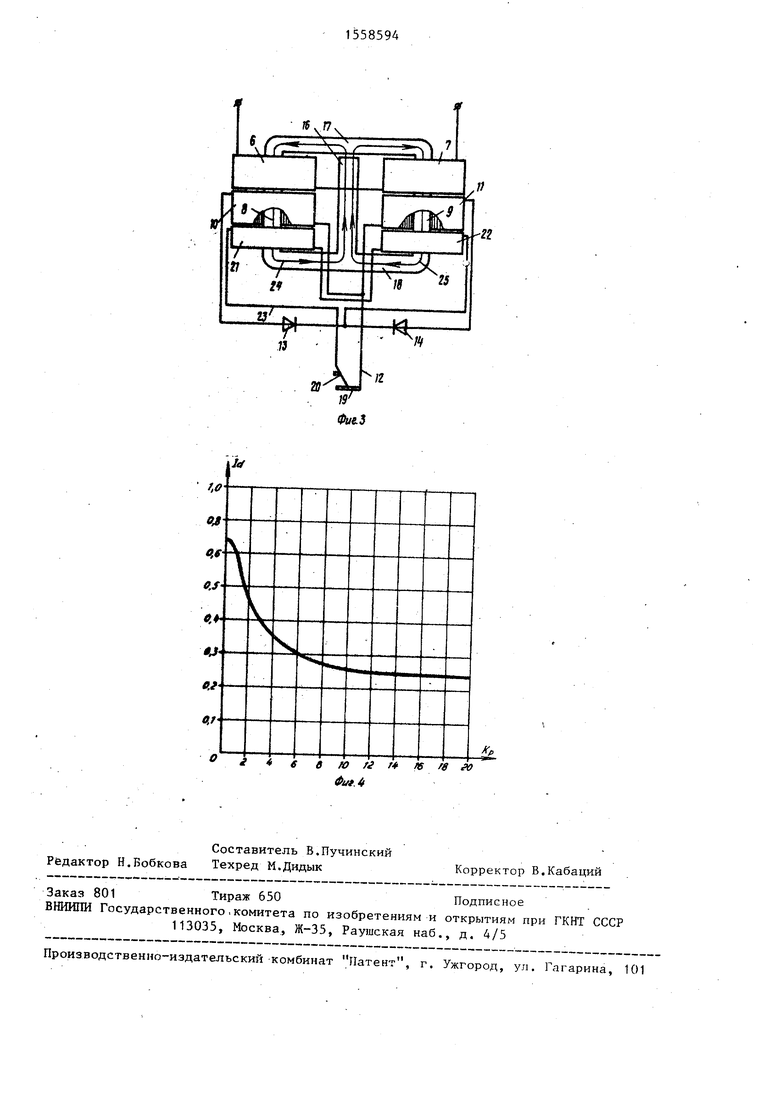
На фиг. 1 показана структурная схема устройства для дуговой сварки постоянным током; на фиг. 2 - конструктивная схема трансформатора; на фиг. 3 - конструктивная схема трансформатора с дополнительной обмоткой; на фиг. 4 - зависимость между током начально-непрерывного режима и коэффициентом расщепления.
Устройство для дуговой сварки питается от источника 1 и содержит регулируемый преобразователь 2 частоты, блок 3 управления, трансформатор 4, выпрямитель 5 по однофазной нулевой схеме выпрямления. Преобразователь частоты может состоять из выпрямителя и инвертора. Блок управления содержит
ел
ЈЛ
00
ел &
генератор пилообра оюго напряжения, обратнчю связь, устройство сравнения напряжений генератора и обратной
С Н Я Ч И .Трансформатор содержит первичную обмотку, состоящую из двух последовательно и согласно соединенных частей 6 и 7,причем часть 6 размещена на стержне 8 магнитопровода, а часть 7 - на стерж- не 9. Вентильная обмотка состоит из двух частей 10 и 11. Часть 10 размещена на стержне 8, часть 11 - на стержне 9. Части 10 и 11 соединены последовательно согласно. Вентильная обмот ка имеет средний вывод 12.
Выполнение выпрямителя по нулевой схеме предопределяет подключение к части 10 вентиля 13, к части 11 - вентиля 14. Катоды вентилей соединены между собой в точке 15.
Магнитопровод содержит ферромагнитный элемент 16, расположенный между ярмами 17 и 18 симметрично в окне магнитопровода. Элемент выполнен, например, из электротехнической стали материала магнитопровода. Сечение элемента выбрано таким, чтобы не имело место магнитное насыщение (например, чтобы магнитная индукция не превыша- ла 1,7 Тл). При этом возможно выполнение ферромагнитного элемента между ярмами с зазором или без него.
Указанное выполнение ферромагнитного элемента в сочетании с располо- жением частей сетевой и вентильной обмоток поэтажно на разных стержнях обеспечивает К„ 4.
Сварочное изделие 19 подключено к выводу 12, а электрод 20 - к выводу 15.
В случае введения в трансформатор (фиг.З) дополнительной обмотки она выполнена из двух встречно соединенных частей 21 и 22, каждая из которых размещена соответственно на стержнях 8 и 9. При этом электрод 20 подключен к выводу 23.
При работе устройства для сварки электроэнергия на частоте источника 1 питания, например сеть переменного тока частоты 50 Гц, поступает на вход преобразователя 2 частоты. С выхода последнего напряжение значительно повышенной частоты подается на
первичную обмотку, состоящую из частей 6 и 7, трансформатора 4. С вторичной обмотки, состоящей из частей 10 и 11, трансформатора 4 электроэнер
с
0
5
о
5
гия череч выпрямитель, включающий вентили 13 и 14, подается на свариваемое изделие 19 и электрод 20. Регулирование тока сварки осуществляется блоком 3 управления. Регулирование может осуществляться как за счет изменения частоты генератора импульсов, так и за счет изменения напряжения обратной связиг
В частях 10 и 11 вторичной обмотки при сварке протекают токи, содержащие постоянные и переменные составляющие. Постоянные составляющие в частях 10 и 11 вызывают постоянные составляющие магнитных потоков, одна из которых(составляющая 24)замыкает- ся по пути: стержень 8, левая часть ярма 18, ферромагнитный элемент 16, левая часть ярма 17, другая составляющая 25 - по пути: стержень 9, правая часть ярма 18, ферромагнитный элемент 16, правая часть ярма 17,
При изменении тока сварки происходит изменение магнитных потоков 24 и 25, которые индуктируют в частях 10 и 11 вентильной обмотки электродвижущие силы, препятствующие изменению тока сварки, что равносильно введению в цепь сварки сглаживающего дросселя.
Как видно из графика (фиг.4), полученного аналитическим методом, ток сварки Ij начально-непрерывного режима зависит от коэффициента расщепления Кр между частями вентильной обмотки (начально-непрерывный режим - граничный между прерывистым и непрерывным током сварки). При К « 4 ток начально-непрерывного режима меньше, чем при К. 4, т.е. в первом случае непрерывный режим тока сварки наступает при меньшем токе. Отсюда следует, что сглаживающий эффект тока сварки при Кр 4 проявляется более ярко, т.е. во всем диапазоне регулируемого тока сварки.
Дополнительная обмотка, состоящая из частей 21 и 22, усиливает постоянные составляющие магнитных потоков 24 и 25. Дополнительная обмотка сглаживает ток сварки как обычный дрос - сель.
Требуемый коэффициент расщепления достигается при поэтажном расположении обмоток выбором сечения ферромагнитного элемента, его длины и положением в окне магнитопровода. При
практически полученном коэффициенте расщепления 6,6 проявиячись сглаживающие свойства трансформатора.
,5
Формула изобретения
1. Устройство для дуговой сварки, содержащее включенные последовательно регулируемый преобразователь частоты ю с блоком управления, выпрямитель по ,однофазной нулевой схеме выпрямления и трансформатор, сетевая и вентильная обмотки которого состоят из двух частей, при этом одна часть сетевой15 и одна часть вентильной обмоток размещены на одном стержне магнитопрово- Да, вторые части сетевой и вентильной обмоток размещены на другом стержне, обе части сетевой и вентильной 20 обмоток соответственно соединены между собой последовательно согласно,
вентильная обмотка имеет вывод средней точки, отличающееся тем, что, с Цепью снижения массога- баритных показателей путем исключения автономного сглаживающего Лильтра и осуществления функции сглаживания тока сварки трансформатором, магнито- провод трансформатора снабжен ферромагнитным элементом, расположенным между его ярмами, при этом коэффициент расщепления между частями вентильной обмотки выбран больше четырех.
2. Устройство по п.1, отличающееся тем, что, с целью усиления эффекта сглаживания тока сварки, трансформатор снабжен дополнительной обмоткой, состоящей из двух встречно включенных частей, размещенных соответственно на первом и втором стержнях магнитопроаода.и соединенной последовательно с электродом.

| название | год | авторы | номер документа |
|---|---|---|---|
| ИСТОЧНИК ПИТАНИЯ ДЛЯ ДУГОВОЙ СВАРКИ | 1996 |
|
RU2141888C1 |
| Преобразователь переменного напряжения в постоянное | 1990 |
|
SU1778898A1 |
| УСТРОЙСТВО ДЛЯ БЕСКОНТАКТНОЙ ПЕРЕДАЧИ ЭЛЕКТРОЭНЕРГИИ НА ПОДВОДНЫЙ ОБЪЕКТ (ВАРИАНТЫ) | 2012 |
|
RU2502170C1 |
| ИСТОЧНИК ПИТАНИЯ ДЛЯ ДУГОВОЙ СВАРКИ | 2001 |
|
RU2207942C1 |
| ЭЛЕКТРОМАГНИТНОЕ УСТРОЙСТВО КРИВОНОСОВА | 1992 |
|
RU2041515C1 |
| Двенадцатифазный компенсированный преобразователь переменного напряжения в постоянное | 1982 |
|
SU1072215A1 |
| СВАРОЧНЫЙ ТРАНСФОРМАТОР С ВРАЩАЮЩИМСЯ МАГНИТНЫМ ПОЛЕМ | 1998 |
|
RU2178925C2 |
| Преобразователь переменного напряжения в постоянное | 1983 |
|
SU1142877A1 |
| Двенадцатифазный преобразователь переменного напряжения в постоянное | 1980 |
|
SU936292A1 |
| Компенсатор реактивной мощности | 1990 |
|
SU1786592A1 |
Изобретение относится к сварке, в частности к источникам питания для электросварки дугой постоянного тока. Цель изобретения - снижение массогабаритных показателей при сохранении устройством функции сглаживания тока сварки. Устройство состоит из регулируемого преобразователя частоты с блоком управления, выпрямителя по однофазной нулевой схеме выпрямления и трансформатора. Трансформатор содержит сетевую обмотку из двух частей и вентильную обмотку из двух частей. Одна часть сетевой и одна часть вентильной обмоток размещены на одном стержне, другие части обмоток - на другом стержне. Обе части сетевой и обе части вентильной обмоток соответственно соединены между собой последовательно согласно. Вентильная обмотка имеет вывод средней точки. В магнитопровод трансформатора введен ферромагнитный элемент, расположенный между ярмами с зазором. Для увеличения сглаживания тока может быть введена дополнительная обмотка, состоящая из двух встречно включенных частей. С выхода преобразователя частоты напряжение повышенной частоты подается на первичную обмотку трансформатора. Регулирование тока сварки осуществляется блоком управления. 1 з.п. ф-лы, 4 ил.
| Устройство для дуговой сварки | 1978 |
|
SU725833A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
