Изобретение относится к оптическим средствам контроля поверхностей в процессе их обработки и может быть использовано в процессе армирования оптических колебаний кабелей связи, световодов для передачи изображения, а также при обработке деталей, материал которых прозрачен для зондирующего излучения.
Целью изобретения является повышение точности контроля за счет использования в качестве информационных параметров интенсивности и степени поляризации отраженного от поверхносю |
ти обрабатывающего инструмента излучения на выходе сердечника световода и интенсивности отраженного излучения в оболочке световода и за счет уменьшения потерь световой энергии при отражении.
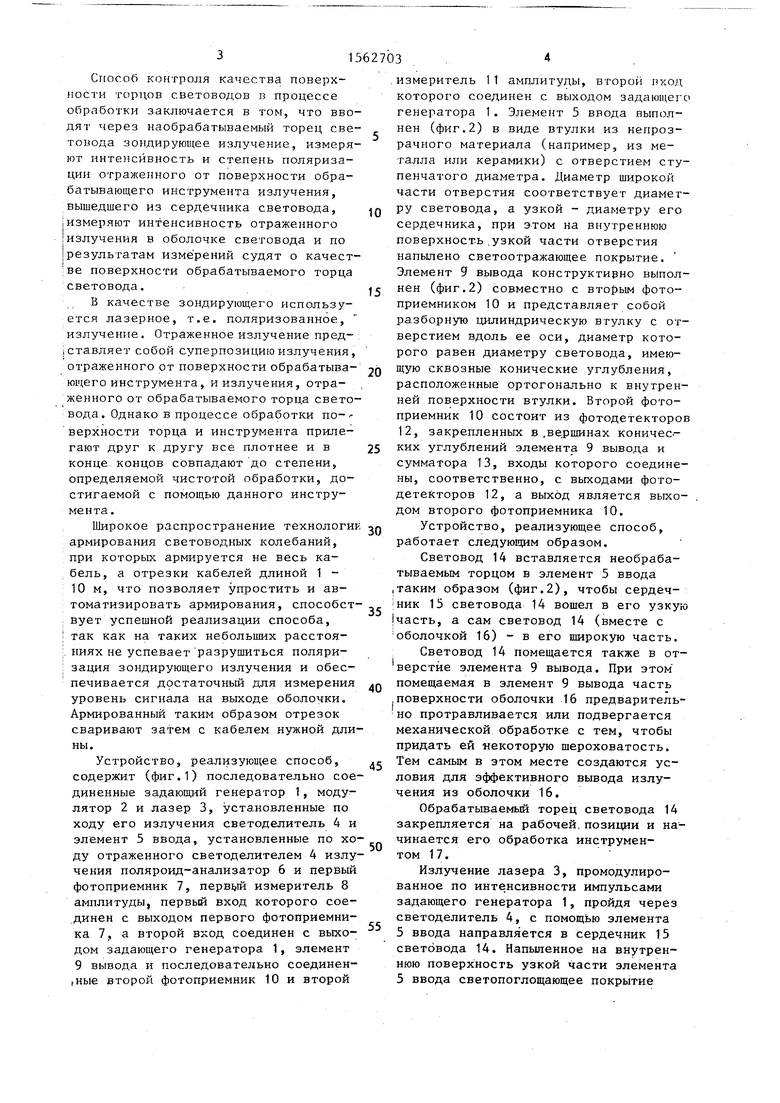
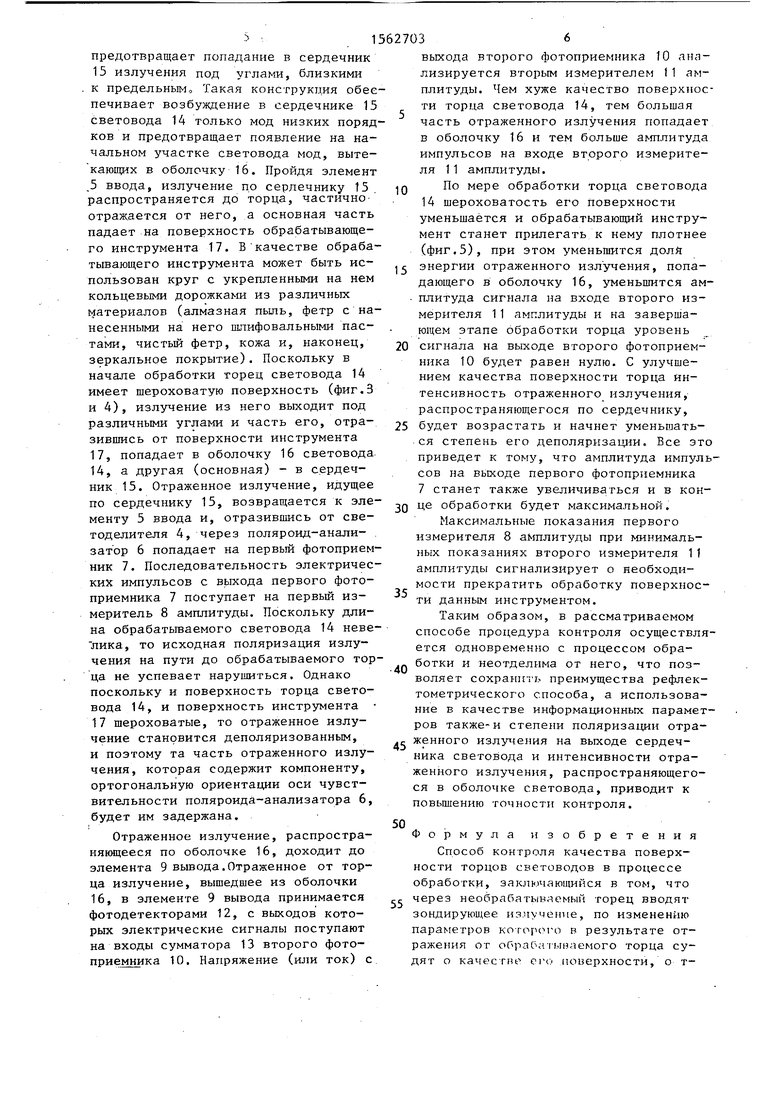
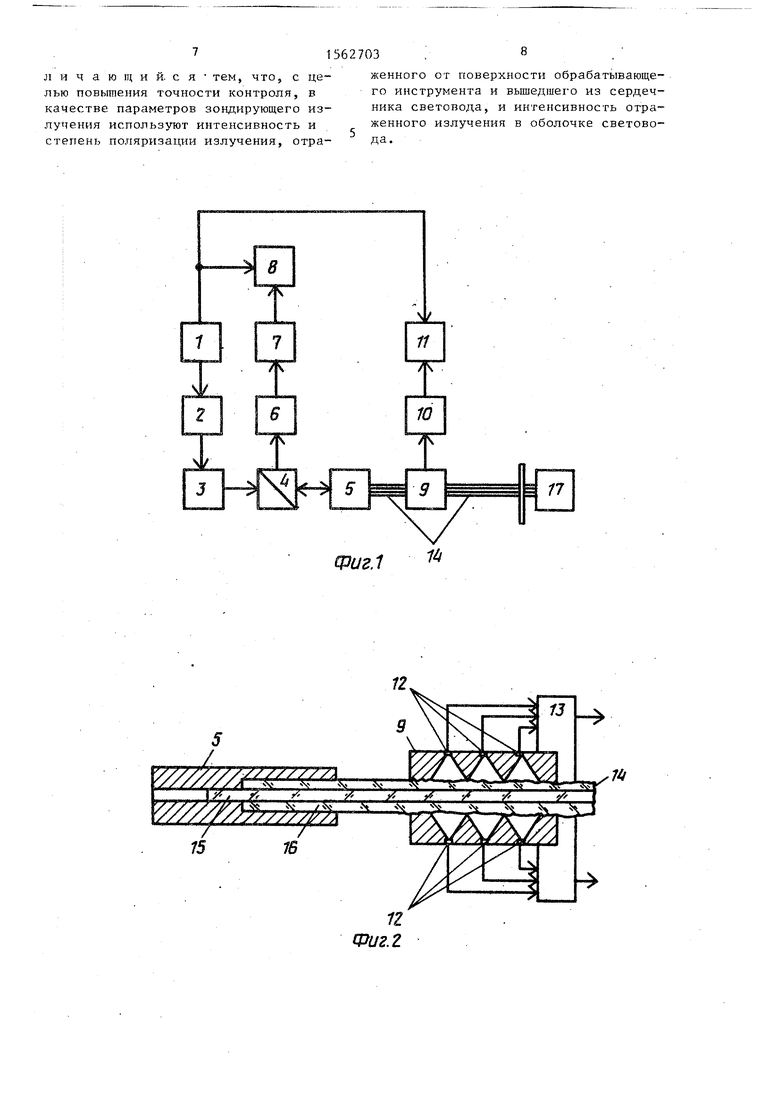
На фиг.1 представлена функциональная схема устройства для реализации способа; на фиг.2 - конструкция элементов ввода и вывода контролирующего излучения,- на фиг.3-5 - схемы, поясняющие процесс контроля в различных стадиях обработки.
Од
Спосоо контроля качегтва поверхности горцов световодов в процессе обработки заключается в том, что вводят через необрабатываемый торец световода зондирующее излучение, измеряют интенсивность и степень поляризации отраженного от поверхности обрабатывающего инструмента излучения, вышедшего из сердечника световода, .измеряют интенсивность отраженного излучения в оболочке световода и по результатам измерений судят о качестве поверхности обрабатываемого торца световода.
В качестве зондирующего используется лазерное, т.е. поляризованное, излучение. Отраженное излучение пред- ,ставляет собой суперпозицию излучения, отраженного от поверхности обрабатывающего инструмента, и излучения, отраженного от обрабатываемого торца световода. Однако в процессе обработки по- верхности торца и инструмента прилегают друг к другу все плотнее и в конце концов совпадают до степени, определяемой чистотой обработки, достигаемой с помощью данного инструмента.
Широкое распространение технологи армирования световодных колебаний, при которых, армируется не весь кабель, а отрезки кабелей длиной 1 - 10м, что позволяет упростить и автоматизировать армирования, способствует успешной реализации способа, так как на таких небольших расстояниях не успевает разрушиться поляризация зондирующего излучения и обеспечивается достаточный для измерения уровень сигнала на выходе оболочки. Армированный таким образом отрезок сваривают затем с кабелем нужной длины.
Устройство, реализующее способ, содержит (фиг.1) последовательно соединенные задающий генератор 1, модулятор 2 и лазер 3, установленные по ходу его излучения светоделитель 4 и элемент 5 ввода, установленные по хо- ду отраженного светоделителем 4 излучения поляроид-анализатор 6 и первый фотоприемник 7, первый измеритель 8 амплитуды, первый вход которого соединен с выходом первого фотоприемника 7, а второй вход соединен с выходом задающего генератора 1, элемент 9 вывода и последовательно соединен- ,ные второй фотоприемник 10 и второй
5
0
5
0
5
0
5
измеритель 11 амплитуды, второй пхол которого соединен с выходом задающе о генератора 1. Элемент 5 ввода выполнен (фиг.2) в виде втулки из непрозрачного материала (например, из металла или керамики) с отверстием ступенчатого диаметра. Диаметр широкой части отверстия соответствует диаметру световода, а узкой - диаметру его сердечника, при этом на внутреннюю поверхность узкой части отверстия напылено светоотражающее покрытие. Элемент 9 вывода конструктивно выполнен (фиг.2) совместно с вторым фотоприемником 10 и представляет собой разборную цилиндрическую втулку с отверстием вдоль ее оси, диаметр которого равен диаметру световода, имеющую сквозные конические углубления, расположенные ортогонально к внутренней поверхности втулки. Второй фотоприемник 10 состоит из фотодетекторов 12, закрепленных в .вершинах конических углублений элемента 9 вывода и сумматора 13, входы которого соединены, соответственно, с выходами фото- детекторов 12, а выход является выходом второго фотоприемника 10.
Устройство, реализующее способ, работает следующим образом.
Световод 14 вставляется необрабатываемым торцом в элемент 5 ввода .таким образом (фиг.2), чтобы сердечник 15 световода 14 вошел в его узкую часть, а сам световод 14 (вместе с оболочкой 16) - в его широкую часть.
Световод 14 помещается также в от- верстие элемента 9 вывода. При этом помещаемая в элемент 9 вывода часть поверхности оболочки 16 предварительно протравливается или подвергается механической обработке с тем, чтобы придать ей некоторую шероховатость. Тем самым в этом месте создаются условия для эффективного вывода излучения из оболочки 16.
Обрабатываемый торец световода 14 закрепляется на рабочей позиции и начинается его обработка инструментом 17.
Излучение лазера 3, промодулиро- ванное по интенсивности импульсами задающего генератора 1, пройдя через светоделитель 4, с помощью элемента 5 ввода направляется в сердечник 15 световода 14. Напыленное на внутреннюю поверхность узкой части элемента 5 ввода светопоглощающее покрытие
предотвращает попадание в сердечник 15 излучения под углами, близкими к предельным. Такая консгрукиия обеспечивает возбуждение в сердечнике 15 световода 14 только мод низких порядков и предотвращает появление на начальном участке световода мод, вытекающих в оболочку 16. Пройдя элемент
.5 ввода, излучение по сердечнику 15 распространяется до торца, частично
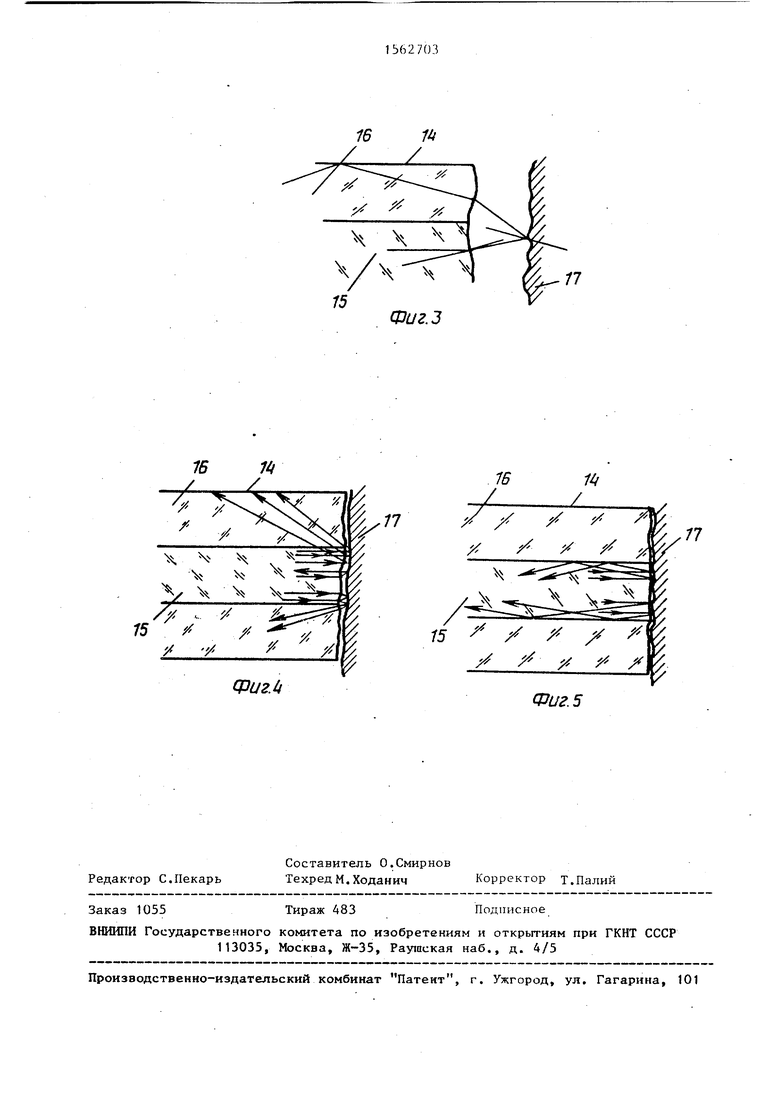
отражается от него, а основная часть падает на поверхность обрабатывающего инструмента 17. В качестве обрабатывающего инструмента может быть использован круг с укрепленными на нем кольцевыми дорожками из различных материалов (алмазная пыль, фетр с нанесенными на него шлифовальными пастами, чистый фетр, кожа и, наконец, зеркальное покрытие). Поскольку в начале обработки торец световода 14 имеет шероховатую поверхность (фиг.З и 4), излучение из него выходит под различными углами и часть его, отразившись от поверхности инструмента 17, попадает в оболочку 16 световода 14, а другая (основная) - в сердечник 15. Отраженное излучение, идущее по сердечнику 15, возвращается к элементу 5 ввода и, отразившись от светоделителя 4, через поляроид-анализатор 6 попадает на первый фотоприемник 7. Последовательность электрических импульсов с выхода первого фотоприемника 7 поступает на первый измеритель 8 амплитуды. Поскольку длина обрабатываемого световода 14 невелика, то исходная поляризация излучения на пути до обрабатываемого торца не успевает нарушиться. Однако поскольку и поверхность торца световода 14, и поверхность инструмента 17 шероховатые, то отраженное излучение становится деполяризованным, и поэтому та часть отраженного излучения, которая содержит компоненту, ортогональную ориентации оси чувствительности поляроида-анализатора 6, будет им задержана.
Отраженное излучение, распространяющееся по оболочке 16, доходит до элемента 9 вывода.Отраженное от торца излучение, вышедшее из оболочки 16, в элементе 9 вывода принимается фотодетекторами 12, с выходов которых электрические сигналы поступают на входы сумматора 13 второго фотоприемника 10. Напряжение (или ток) с
10
5
20
выхода второго фотоприемника 10 анализируется вторым измерителем 11 амплитуды. Чем хуже качество поверхности торца световода 14, тем большая часть отраженного излучения попадает в оболочку 16 и тем больше амплитуда импульсов на входе второго измерителя 11 амплитуды.
По мере обработки торца световода 14 шероховатость его поверхности уменьшается и обрабатывающий инструмент станет прилегать к нему плотнее (фиг.5), при этом уменьшится доля энергии отраженного излучения, попадающего в оболочку 16, уменьшится амплитуда сигнала на входе второго измерителя 11 амплитуды и на завершающем этапе обработки торца уровень сигнала на выходе второго фотоприемника 10 будет равен нулю. С улучшением качества поверхности торца интенсивность отраженного излучения, распространяющегося по сердечнику, 5 будет возрастать и начнет уменьшаться степень его деполяризации. Все это приведет к тому, что амплитуда импульсов на выходе первого фотопрнемника 7 станет также увеличиваться и в конце обработки будет максимальной.
Максимальные показания первого измерителя 8 амплитуды при минимальных показаниях второго измерителя 11 амплитуды сигнализирует о необходимости прекратить обработку поверхности данным инструментом.
Таким образом, в рассматриваемом способе процедура контроля осуществляется одновременно с процессом обработки и неотделима от него, что позволяет сохранить преимущества рефлек- тометрического способа, а использование в качестве информационных параметров также-и степени поляризации отра- женного излучения на выходе сердечника световода и интенсивности отраженного излучения, распространяющегося в оболочке световода, приводит к повышению точности контроля.
0
Формула изобретения
Способ контроля качества поверхности торцов световодов в процессе обработки, заключающийся в том, что через необрабатываемый горец вводят зондирующее изучение, по изменению параметров которого в результате отражения от оОрзОаiынаемого торца судят о качесгяе его поверхности, о т0
5
0
5
л и ч а ю щ и и с я тем, что, с целью повышения точности контроля, в качестве параметров зондирующего излучения используют интенсивность и степень поляризации излучения, отра1562703 ,8
женного от поверхности обрабатывающего инструмента и вышедшего из сердечника световода, и интенсивность отраженного излучения в оболочке световода.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для измерения распределения осевой компоненты магнитной индукции | 1988 |
|
SU1553910A1 |
| Способ измерения линейной скорости объекта и оптико-волоконный измеритель линейной скорости | 1982 |
|
SU1075814A1 |
| ВОЛОКОННО-ОПТИЧЕСКАЯ ИНФОРМАЦИОННО-ДИАГНОСТИЧЕСКАЯ СИСТЕМА ПЕРЕДАЧИ | 1997 |
|
RU2128885C1 |
| ИНТЕРФЕРОМЕТРИЧЕСКОЕ УСТРОЙСТВО ДЛЯ БЕСКОНТАКТНОГО ИЗМЕРЕНИЯ ТОЛЩИНЫ | 1998 |
|
RU2147728C1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ СКОРОСТИ КАПИЛЛЯРНОГО КРОВОТОКА | 2002 |
|
RU2231286C1 |
| СИСТЕМА ДЕТЕКТИРОВАНИЯ ОДИНОЧНЫХ ФОТОНОВ | 2015 |
|
RU2627025C2 |
| СПОСОБ ТЕСТИРОВАНИЯ СВЕТОВОДОВ С НЕДОСТУПНЫМ ТОРЦОМ ВВОДА-ВЫВОДА ИЗЛУЧЕНИЯ | 2011 |
|
RU2477847C1 |
| Лазерный доплеровский анемометр | 1989 |
|
SU1652919A1 |
| Способ исследования микрообъектов и ближнепольный оптический микроскоп для его реализации | 2016 |
|
RU2643677C1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ПЕРЕМЕЩЕНИЙ | 1991 |
|
RU2087858C1 |
Изобретение касается оптических средств контроля поверхностей в процессе их обработки. Целью изобретения является повышение точности контроля за счет использования в качестве информационных параметров интенсивности и степени поляризации отраженного от поверхности обрабатывающего инструмента излучения на выходе сердечника световода и интенсивности отраженного излучения в оболочке световода и за счет уменьшения потерь световой энергии при отражении. Лазерное зондирующее излучение вводят в контролируемый световод со стороны необрабатываемого торца. Контроль осуществляется в процессе обработки. Отраженное от поверхности обрабатывающего инструмента излучение распространяется вдоль сердечника световода и частично попадает в направляющую оболочку. Чем чище обработана поверхность торца световода, тем большая часть отраженного излучения распространяется внутри сердечника и тем меньше разрушается поляризация отраженного излучения. Отражение зондирующего излучения от непрозрачной поверхности обрабатывающего инструмента существенно снижает потери световой энергии по сравнению со случаем, когда отражение происходит от обрабатываемого торца световода. 5 ил.
Фиг.1
/
WT/ZS/ gz
V
Г гг.. / ,-.- / У
V/////fA r7 j . t
/././/.////S.sS/s/F/A
/
75
/
16
1Ь
12 Фиг. 2
15
16
К
/
/
/
/
х ч ч. .
V .
, ч чч-
//, , /Ј
15 / /
/ /& /
Фиг. 4
Редактор С.Пекарь
Составитель О.Смирнов Техред М. Хода ним
Заказ 1055
Тираж 483
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., д. 4/5
f/ ff / / X х X
Ч
VfiV - MI H H
/5 х х х х у х х & Л
Фиг. 5
Корректор т.Палий
Подписное
| Радиотехника, 1982, т.37, № 2, с.89. |
