Изобретение относится к контрольно-измерительной техники и может быть использовано для неразругаающе- го контроля механических напряжений в ферромагнитных изделиях методом регистрации ЭДС магнитных шумов, а также для прогнозирования склонности сталей к трещинообразованию.
Цель изобретения - повышение точности контроля.
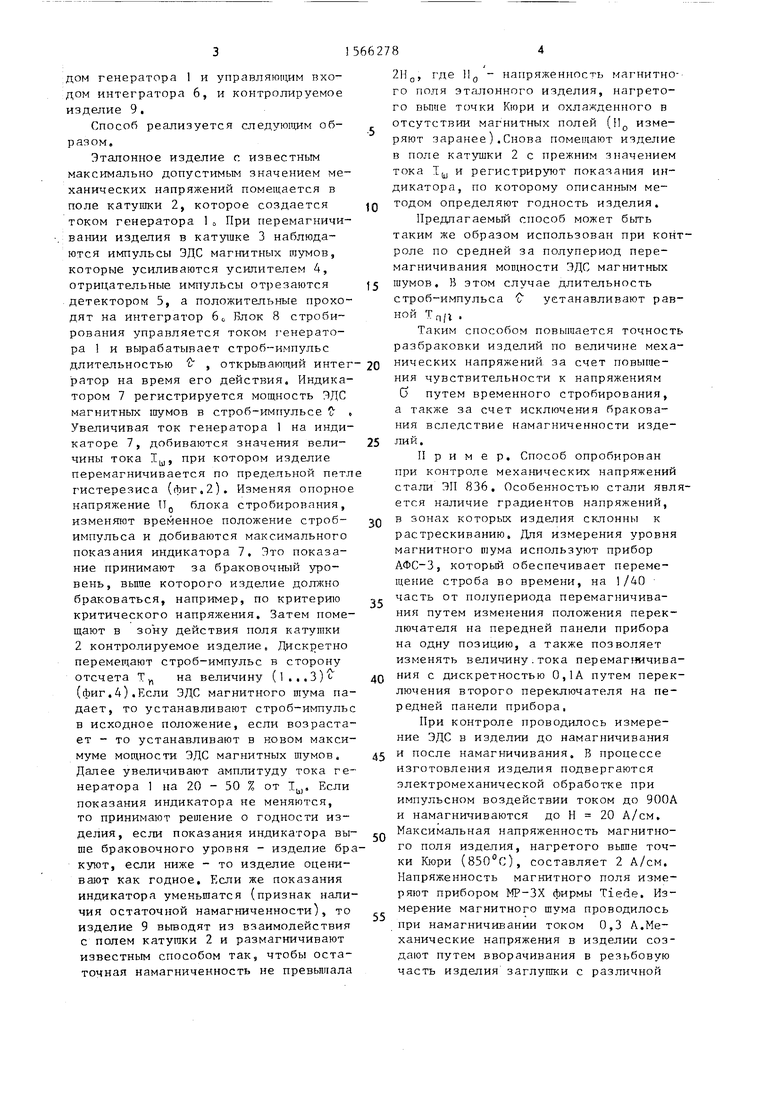
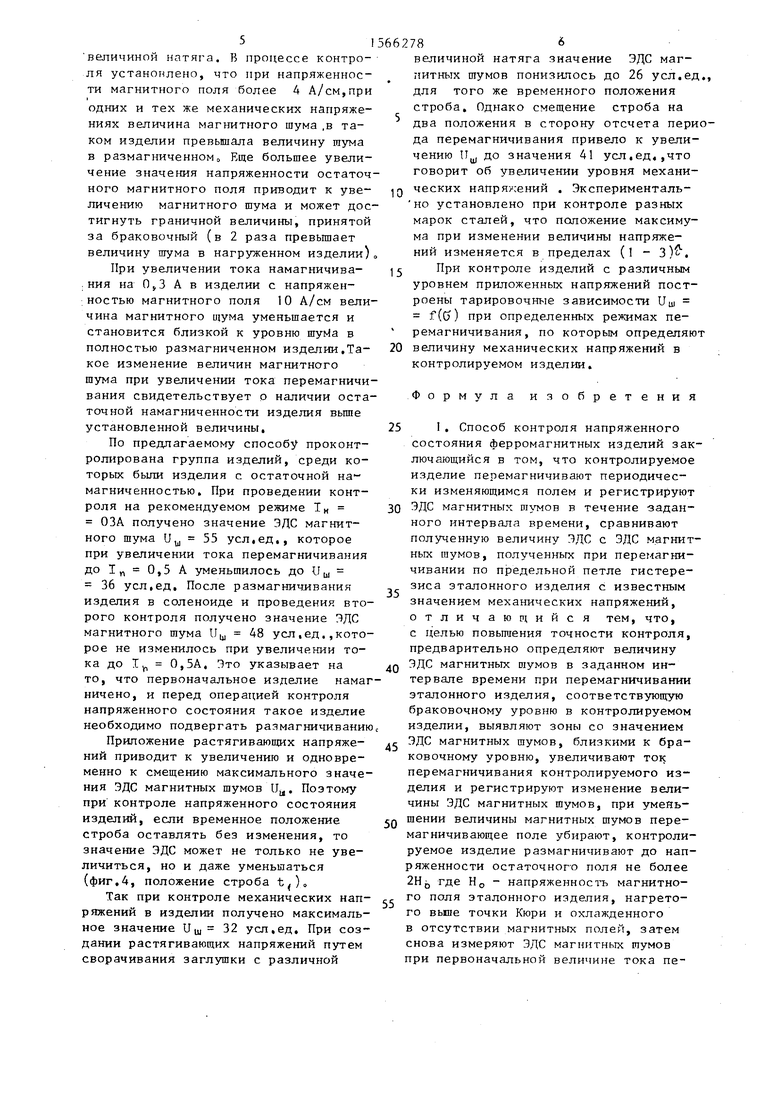
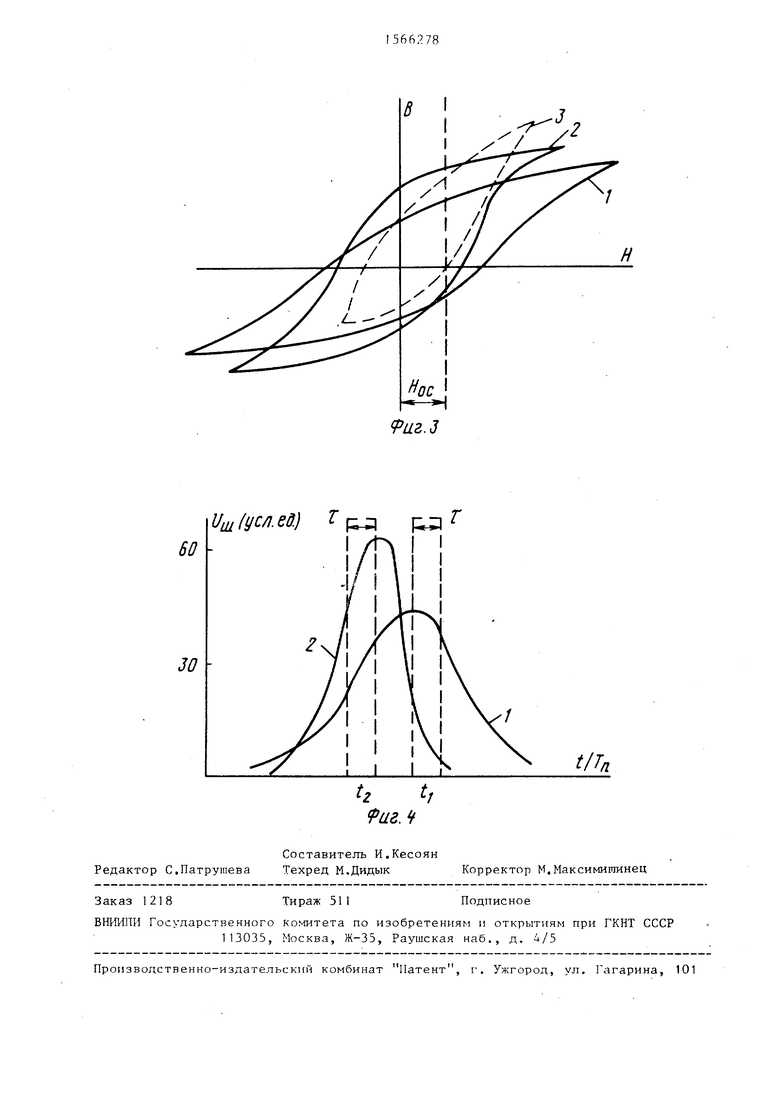
На фиг.1 приведена блок-схема устройства, осуществляющего способ контроля напряженного состояния ферромагнитных изделий; на Лиг.2,3 и 4 - зависимости Uu(l), В(Н) и Uu(t/Tnl, поясняющие физическую сущность технического решения.
Устройство,осуществляющее способ контроля напряженного состояния,содержит генератор 1 пилообразного тока перемагничивания, соединенный с катушкой 2, последовательно соединенные катушку 3 регистрации магнитных шумов, усилитель 4, детектор 5, интегратор 6, индикатор 7, блок 8 стробирования,включенный между выходом генератора 1 и управляющим входом интегратора 6, и контролируемое изделие 9.
Способ реализуется следующим об- разом.
Эталонное изделие с. известным максимально допустимым значением механических напряжений помещается в поле катушки 2, которое создается током генератора 1„ При перемагничи- вании изделия в катушке 3 наблюдаются импульсы ЭДС магнитных шумов, которые усиливаются усилителем 4, отрицательные импульсы отрезаются детектором 5, а положительные проходят на интегратор 60 Клок 8 строби- рования управляется током генератора 1 и вырабатывает строб-импульс длительностью t , открывающий интег рлтор на время его действия. Индикатором 7 регистрируется мощность ЭДС магнитных шумов в строб-импульсе Ј , Увеличивая ток генератора 1 на индикаторе 7, добиваются значения пели- чины тока Тш, при котором изделие перемагничивается по предепьной петл гистерезиса (фиг.2). Изменяя опорное напряжение П0 блока стробирования, изменяют временное положение строб- импульса и добиваются максимального показания индикатора 7. Это показание принимают за браковочный уровень, выше которого изделие должно браковаться, например, по критерию критического напряжения. Затем помещают в зону действия поля катушки 2 контролируемое изделие. Дискретно перемещают строб-импульс в сторону отсчета Т на величину ( 1 . .. 3 ) - (фиг.4).Если ЭДС магнитного шума падает, то устанавливают строб-импульс в исходное положение, если возрастает - то устанавливают в новом максимуме мощности ЭДС магнитных шумов. Далее увеличивают амплитуду тока генератора 1 на 20 - 50 % от Ты. Если показания индикатора не меняются, то принимают решение о годности изделия, если показания индикатора вы- ше браковочного уровня - изделие бракуют, если ниже - то изделие оценивают как годное. Если же показания индикатора уменьшатся (признак наличия остаточной намагниченности), то изделие 9 выводят из взаимодействия с полем катугаки 2 и размагничивают известным способом так, чтобы остаточная намагниченность не превышала
2Н0 где 110 - напряженность магнитного поля эталонного изделия, нагретого выше точки Кюри и охлажденного в отсутствии магнитных полей (Н0 измеряют заранее 1 .Снова помещают изделие в поле катушки 2 с прежним значением тока Ты и регистрируют показания индикатора, по которому описанным методом определяют годность изделия.
Предлагаемый способ может быть таким же образом использован при контроле по средней за полупериод пере- магничивания мощности ЭДС магнитных шумов, В этом случае длительность
строб-импульса
устанавливают равной Т
п|1
Таким способом повышается точност разбраковки изделий по величине механических напряжений за счет повышения чувствительности к напряжениям С путем временного стробирования, а также за счет исключения бракования вследствие намагниченности изделий.
Пример. Способ опробирован при контроле механических напряжений стали III 836. Особенностью стали явлется наличие градиентов напряжений, в зонах которых изделия склонны к растрескиванию. Для измерения уровня магнитного шума используют прибор АФС-3, который обеспечивает перемещение строба во времени, на 1/40 часть от полупериода перемагничива- ния путем изменения положения переключателя на передней панели прибора на одну позицию, а также позволяет изменять величину тока перемагничива ния с дискретностью 0,1 А путем переключения второго переключателя на передней панели прибора.
При контроле проводилось измерение ЭДС в изделии до намагничивания и после намагничивания. В процессе изготовления изделия подвергаются электромеханической обработке при импульсном воздействии током до 900А и намагничиваются до Н 20 А/см. Максимальная напряженность магнитного поля изделия, нагретого выше точки Кюри (850°С), составляет 2 А/см. Напряженность магнитного поля измеряют прибором МР-ЗХ фирмы Tiede. Измерение магнитного шума проводилось при намагничивании током 0,3 А.Механические напряжения в изделии создают путем вворачивания в резьбовую часть изделия заглушки с различной
величиной нлтягл. В процессе контроля устанонленп, что при напряженности магнитного поля более 4 А/см,при
одних и тех же механических напряжениях величина магнитного шума ,в таком изделии превышала величину шума в размагниченномD Еще большее увеличение значения напряженности остаточного магнитного поля приводит к увеличению магнитного шума и может достигнуть граничной величины, принятой за браковочный (в 2 раза превышает величину шума в нагруженном изделии)„
При увеличении тока намагничивания на 0,3 А в изделии с напряженностью магнитного поля 10 А/см величина магнитного шума уменьшается и становится близкой к уровню шуМа в полностью размагниченном изделии.Такое изменение величин магнитного шума при увеличении тока перемагничи- вания свидетельствует о наличии остаточной намагниченности изделия выше установленной величины.
По предлагаемому способу проконтролирована группа изделий, среди которых были изделия с остаточной намагниченностью. При проведении контроля на рекомендуемом режиме Ти ОЗА получено значение ЭДС магнитного шума IJы 55 усл.ед., которое при увеличении тока перемагничивания до I „ 0,5 А уменьшилось до иш 36 усл.ед. После размагничивания изделия в соленоиде и проведения второго контроля получено значение ЭДС магнитного шума 1 ш 48 уел.ед.,которое не изменилось при увеличении тока до Т 0,5А. Что указывает на то, что первоначальное изделие намагничено, и перед операцией контроля напряженного состояния такое изделие необходимо подвергать размагничиванию
Приложение растягивающих напряжений приводит к увеличению и одновременно к смещению максимального значения ЭДС магнитных шумов Uu. Поэтому при контроле напряженного состояния изделий, если временное положение строба оставлять без изменения, то значение ЭДС может не только не увеличиться, но и даже уменьшаться (фиг. 4, положение строба t ),,
Так при контроле механических напряжений в изделии получено максимальное значение иш 32 усл.ед. При создании растягивающих напряжений путем сворачивания заглушки с различной
величиной натяга значение ЭДС магнитных тумов понизилось до 26 усл.ед., для того же временного положения строба. Однако смешение строба на два положения в сторону отсчета периода перемагничивания привело к увеличению 11 ш до значения 41 усл.ед.,что говорит об увеличении уровня механических напряжений . Эксперименталь- но установлено при контроле разных марок сталей, что положение максимума при изменении величины напряжений изменяется в пределах (I - 3. При контроле изделий с различным уровнем приложенных напряжений построены тарировочные зависимости 11ш Г((Л при определенных режимах перемагничивания, по которым определяют величину механических напряжений в контролируемом изделии.
Формула изобретения
1. Способ контроля напряженного
состояния ферромагнитных изделий заключающийся в том, что контролируемое изделие перемагничнвают периодически изменяющимся полем и регистрируют
ЭДС магнитных шумов в течение заданного интервала времени, сравнивают полученную величину ЭДС с ЭДС магнитных шумов, полученных при перемагни- чивании по предельной петле гистерезиса эталонного изделия с известным
значением механических напряжений, отличающийся тем, что,
0
0
5
с целью повышения точности контроля, предварительно определяют величину ЭДС магнитных шумов в заданном интервале времени при перемагничивании эталонного изделия, соответствующую браковочному уровню в контролируемом изделии, выявляют зоны со значением г ЭДС магнитных шумов, близкими к браковочному уровню, увеличивают ток перемагничивания контролируемого изделия и регистрируют изменение величины ЭДС магнитных шумов, при уменьшении величины магнитных шумов пере- магничивающее поле убирают, контролируемое изделие размагничивают до напряженности остаточного поля не более 2Н0 где Н0 - напряженноетъ магнитного поля эталонного ИЗДРПИЯ, нагретого выше точки Кюри и охлажденного в отсутствии магнитных полей, затем снова измеряют ЭДС магнитных шумов при первоначальной величине тока перемлгничивания и по полученному значению ЭДС судят о напряженном состоянии изделия,
2.Способ по п.1, о т л и ч а ю- щ и и с я тем, что заданный интервал времени устанавливают равным полупериоду перемагничивания.
3.Способ поп.1,отличающ и и с я тем, что заданный интервал
времени устанавливают меньше полупериода перемагничивания, изменяют его временное положение до момента достижения максимального значения ЭДС магнитного шума, а в процессе контроля зон изделий со значением ЭДС магнитного шума, близким к браковочному уровню, перемещают заданный интервал времени в сторону начала отчета полупериода перемагничнвания.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ контроля прочностных свойств протяженных ферромагнитных изделий | 1988 |
|
SU1583824A1 |
| Способ магнитошумовой структуроскопии | 1980 |
|
SU894540A1 |
| Способ контроля механических напряжений в ферромагнитных материалах | 1987 |
|
SU1467491A1 |
| Устройство для магнитошумовой структуроскопии | 1983 |
|
SU1155929A2 |
| Устройство для контроля физико-механических свойств ферромагнитных изделий | 1985 |
|
SU1325389A1 |
| Устройство для неразрушающего контроля механических свойств ферромагнитных изделий | 1981 |
|
SU954871A1 |
| Способ контроля механических свойств металлопроката, изготовленного из ферромагнитных металлических сплавов и устройство для его осуществления | 2023 |
|
RU2807964C1 |
| Устройство для магнитошумовой структуроскопии | 1982 |
|
SU1062592A1 |
| Способ магнитошумовой структуроскопии ферромагнитных материалов | 1980 |
|
SU894542A1 |
| Устройство для магнитошумовой структуроскопии | 1980 |
|
SU976409A1 |
Изобретение относится к контрольно-измерительной технике и может быть использовано для неразрушающего контроля механических напряжений в ферромагнитных изделиях методом регистрации ЭДС магнитных шумов. Способ позволяет повысить точность контроля напряженного состояния за счет отстройки от влияния остаточной намагниченности изделия и правильного выбора режима временной селекции. При воздействии на контролируемое ферромагнитное изделие полем низкой частоты значение тока перемагничивания выбирают таким, чтобы при его увеличении на 20...50% значение ЭДС магнитных шумов осталось без изменения. В случае уменьшения ЭДС магнитных шумов изделие размагничивают и процесс контроля повторяют. Временной интервал стробирования, выбранный по эталонному образцу, в случае уменьшения значения ЭДС магнитных шумов контролируемого изделия смещают в сторону начала отсчета, что позволяет находить максимальное значение ЭДС в зонах с повышенным уровнем механических напряжений. По полученному значению ЭДС судят о напряженном состоянии контролируемого изделия. 2 з.п.ф-лы, 4 ил.
1/ш/усл.е8)
60
30
0,1 0,2 0,3 Q,4 0,5 0,6 0,7 0.8 0,9 1.0
Фиг. 2
,)
J(fi)
60
иш{усл.ей) Гм pj Г
I
JO
tz tr
Фиг. f
Составитель И.Кесоян Редактор С.Патрушева Техред М.Дидык Корректор М.Максимитинец
Заказ 1218
Тираж 51
ВНИИПН Государственного комитета по изобретениям и открытиям при ГКНТ СССР 1130ТЗ, Москва, Ж-35, Раушская наб., д. Д/5
t/Tn
Подписное
| Способ магнитошумового контроля механических напряжений | 1979 |
|
SU789722A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ контроля степени упрочнения | 1984 |
|
SU1182380A1 |
