Изобретение относится к стекольной промышленности и может быть использовано в производстве плоского и гнутого многослойного безопасного стекла транспортного и строительного назначения .
Целью изобретения является повышение производительности, снижение энергозатрат и повышение качества.
Нагрев заготовки в процессе ее движения перед прессованием осуществляют не по всей площади, а лишь на участке размером 20-100 мм по всей ширине заготовки, при прохождении которого осуществляется нагрев поверхности склеивающей пленки до температуры размягчения.
Нагрев осуществляют лучевым потоком, превышающим теплоотток, за счет теплопроводности через стеклянные за отов- ки. Далее нагретую часть заготовки подвергают прессованию одним из известных способов.
Ширину полосы определяют по формуле
Н Ь-| (см),
где ЕО - энергия, необходимая для нагрева 1 смг поверхносОт
ти пленки от комнатной температуры до 20 С, Д1тц
V скорость движения ки, см/с;
заготовР - плотность потоку световой
энергии, Вт;
об - коэффициент поглощения световой энергии ПВБ-пленкой.
При постоянном тепловом потоке с увеличением скорости движения заготовки ширина полосы увеличивается. При постоянной скорости перемещения заготовки с увеличением величины светового потйка ширина полосы уменьшается, что создает лучшие условия удаления воздуха из межстекольного пространства,
Верхняя граница ширины зоны определяется величиной плотности потока световой энергии, а также условиями эвакуации воздуха, Кроме того,-при увеличении ширины зоны более 100 мм возникает необходимость создания больших давлений на стекло, что может привести к разрушению заготовки.
Интенсивный нагрев заготовки может быть осуществлен источниками лучистой энергии, максимум излучения которых находится в видимой области спектра (0,4 - 0,7 мкм). Поскольку стекло поглощает указанную энергию значительно меньше пленки, то последняя достигает температуры склейки быстрее стекла, что значительно облегчает процесс склейки.
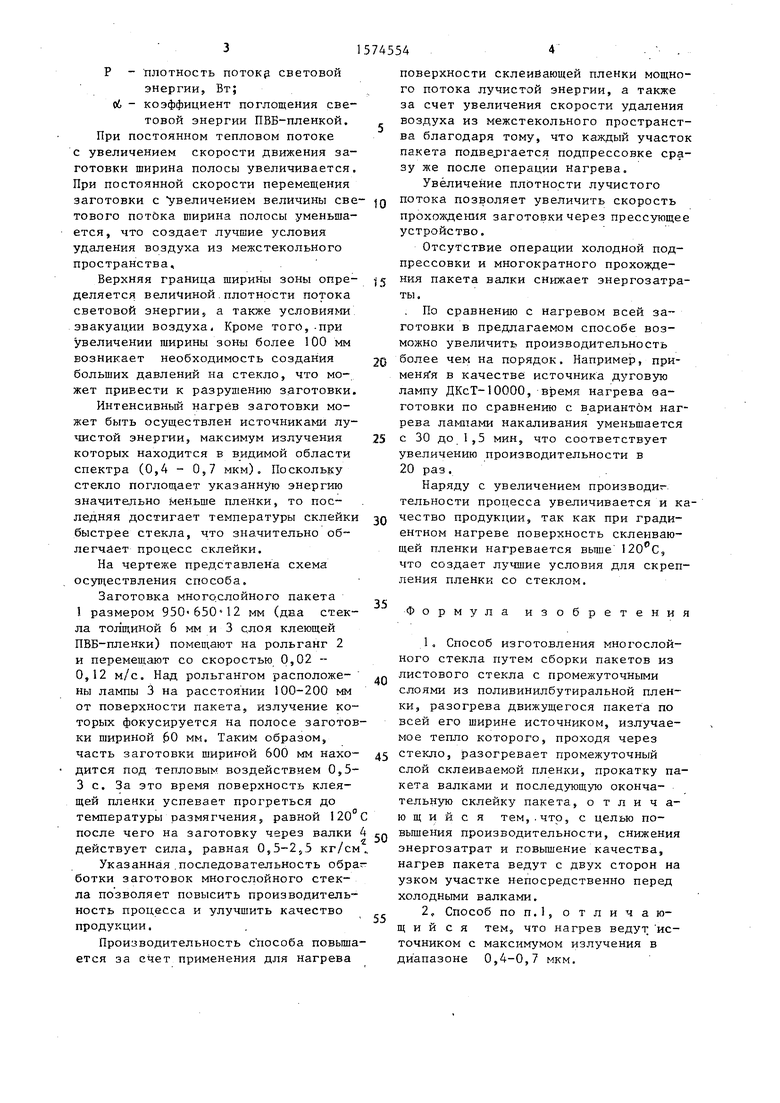
На чертеже представлена схема осуществления способа.
Заготовка многослойного пакета 1 размером 950-650°12 мм (два стекла толщиной 6 мм и 3 слоя клеющей ПВБ-пленки) помещают на рольганг 2 и перемещают со скоростью 0,02 - 0,12 м/с. Над рольгангом расположены лампы 3 на расстоянии 100-200 мм от поверхности пакета, излучение которых фокусируется на полосе заготовки шириной (30 мм. Таким образом, часть заготовки шириной 600 мм находится под тепловым воздействием 0,5- Зс, За это время поверхность клеящей пленки успевает прогреться до температуры оазмягчения, равной 120 после чего на заготовку через валки действует сила, равная 0,5-2,5 кг/см
Указанная последовательность обработки заготовок многослойного стекла позволяет повысить производительность процесса и улучшить качество продукции.
Производительность способа повышается за счет применения для нагрева
0
5
5
0
5
0
5
0
5
поверхности склеивающей пленки мощного потока лучистой энергии, а также за счет увеличения скорости удаления воздуха из межстекольного пространства благодаря тому, что каждый участок пакета подвергается подпрессовке сразу же после операции нагрева.
Увеличение плотности лучистого потока позволяет увеличить скорость прохождения заготовки через прессующее устройство.
Отсутствие операции холодной под- прессовки и многократного прохождения пакета валки снижает энергозатраты.
По сравнению с нагревом всей заготовки в предлагаемом способе возможно увеличить производительность более чем на порядок. Например, при- в качестве источника дуговую лампу ДКсТ-10000, время нагрева заготовки по сравнению с вариантом нагрева лампами накаливания уменьшается с 30 до 1,5 мин, что соответствует увеличению производительности в 20 раз.
Наряду с увеличением производительности процесса увеличивается и качество продукции, так как при градиентном нагреве поверхность склеивающей пленки нагревается выше 120°С5 что создает лучшие условия для скрепления пленки со стеклом.
Формула изобретения
1„ Способ изготовления многослойного стекла путем сборки пакетов из листового стекла с промежуточными слоями из поливинилбутиральной пленки, разогрева движущегося пакета по всей его ширине источником, излучаемое тепло которого, проходя через стекло, разогревает промежуточный слой склеиваемой пленки, прокатку пакета валками и последующую окончательную склейку пакета, отличающийся тем,.что, с целью повышения производительности, снижения энергозатрат и повышение качества, нагрев пакета ведут с двух сторон на узком участке непосредственно перед холодными валками.
2, Способ по n.ls отличающийся тем, что нагрев ведут источником с максимумом излучения в диапазоне 0,4-0,7 мкм.
/
| название | год | авторы | номер документа |
|---|---|---|---|
| МНОГОСЛОЙНОЕ СТЕКЛО И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1993 |
|
RU2057093C1 |
| Способ получения абразивостойкого электрообогреваемого полимерного слоистого материала | 2015 |
|
RU2610774C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНОГО СТЕКЛА | 1970 |
|
SU278988A1 |
| Способ формования заготовок из органического стекла для изготовления оптических многослойных сложнопрофильных изделий | 2020 |
|
RU2759999C1 |
| Слоистая композиция остекления | 2015 |
|
RU2618878C1 |
| ОСТЕКЛЕНИЕ ТРАНСПОРТНОГО СРЕДСТВА С ВНЕШНЕЙ СВЕТОВОЙ СИГНАЛИЗАЦИЕЙ, ТРАНСПОРТНОЕ СРЕДСТВО С НИМ И ИЗГОТОВЛЕНИЕ | 2018 |
|
RU2767217C2 |
| Гидроизоляционное покрытие | 2020 |
|
RU2736088C1 |
| Способ изготовления многослойного стекла | 2001 |
|
RU2223240C2 |
| ЭНЕРГОЭФФЕКТИВНАЯ СВЕТОПРОЗРАЧНАЯ КОНСТРУКЦИЯ | 2016 |
|
RU2620241C1 |
| СПОСОБ ЗАЩИТЫ ПОВЕРХНОСТИ СТЕКЛА | 2014 |
|
RU2578235C2 |
Изобретение относится к стекольной промышленности и может быть использовано в производстве плоского и гнутого многослойного безопасного стекла транспортного и строительного назначения. С целью повышения производительности, снижения энергозатрат и повышения качества, нагрев в способе изготовления многослойного стекла, включающем сборку пакетов из листового стекла с промежуточными слоями из ПВБ-пленки, разогрев движущегося пакета по всей ширине источником, излучаемое тепло которого разогревает промежуточный слой склеиваемой пленки, прокатку пакета валками и окончательную склейку ведут с двух сторон на узком участке непосредственно перед холодными валками. Преимущественно используют тепловой источник с максимумом излучения в диапазоне 0,4 - 0,7 мкм. Время нагрева сборки 1,5 мин при скорости перемещения 0,02 - 0,12 м/с. После нагрева сборку прессуют с силой 0,5 - 2,5 кг/см2. 1 з.п. ф-лы, 1 ил.
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНБ1Х СТЕКОЛ | 0 |
|
SU278987A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Способ изготовления многослойного стекла | 1972 |
|
SU486500A3 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
