Изобретение относится к металлургии/ а именно к процессам химикотер- мической обработки инструмента, и может быть использовано в машиностроении для восстановления металлообрабатывающего инструмента.
Цель изобретения - повышение стойкости, снижение хрупкости инструмента за счет уменьшения склонности к трещинообразованию.
Способ включает однократное нанесение на поверхность инструмента твердого износостойкого покрытия - нитрида титана, а затем в процессе эксплуатации проводят чередование переточек рабочей поверхности инструмента и ионного азотирования, причем
азотирование осуществляют после каждой переточки.
Способ осуществляют следующим образом.
На рабочие поверхности режущей части инструмента из быстрорежущей или штамповой стали по известной технологии наносят твердое износостойкое покрытие - нитрид титана толщиной 5 мкм. Затем инструмент эксплуатируется до первой переточки одной из рабочих поверхностей инструмента, после чего его подвергают азотированию, чередуя переточки одной из рабочих поверхностей инструмента и его ионное азотирование, эксплуатируют инструмент до наступления преСП 30 0
4Ь
3$ Јь
31583464
Количество перетоо ионного азотировеличины допустимовляет 5-10. Трлгдо- - снимаемого при пеяется допустимой инструмента по задкоторая более чем лубины азотирование- JQ
да вр пл пр рт ра 28
ти по ны ру ри сч ва на
Нанесение покрытия из нитрида тит ia, выполняющего функцию барьера, р едотвращает перенасыщение азотом, снижает хрупкость за счет уменьшения склонности к трещинообразованию неперетачиваемых поверхностей.
На образцах с покрытием TiN, прошедших как однократное, так и многократное азотирование, нитридные слои металлографическим путем выявить :ie удалось. Следы Ј.- и -у-фаз удалось обнаружить с помощью дифракто- метра ДРОН-3 только после 10-кратного азотирования образца с покрытием яитрида титана. Таким образом, покры гие нитрида титана резко снижает скорость образования нитридов железа в тодложке из стали.
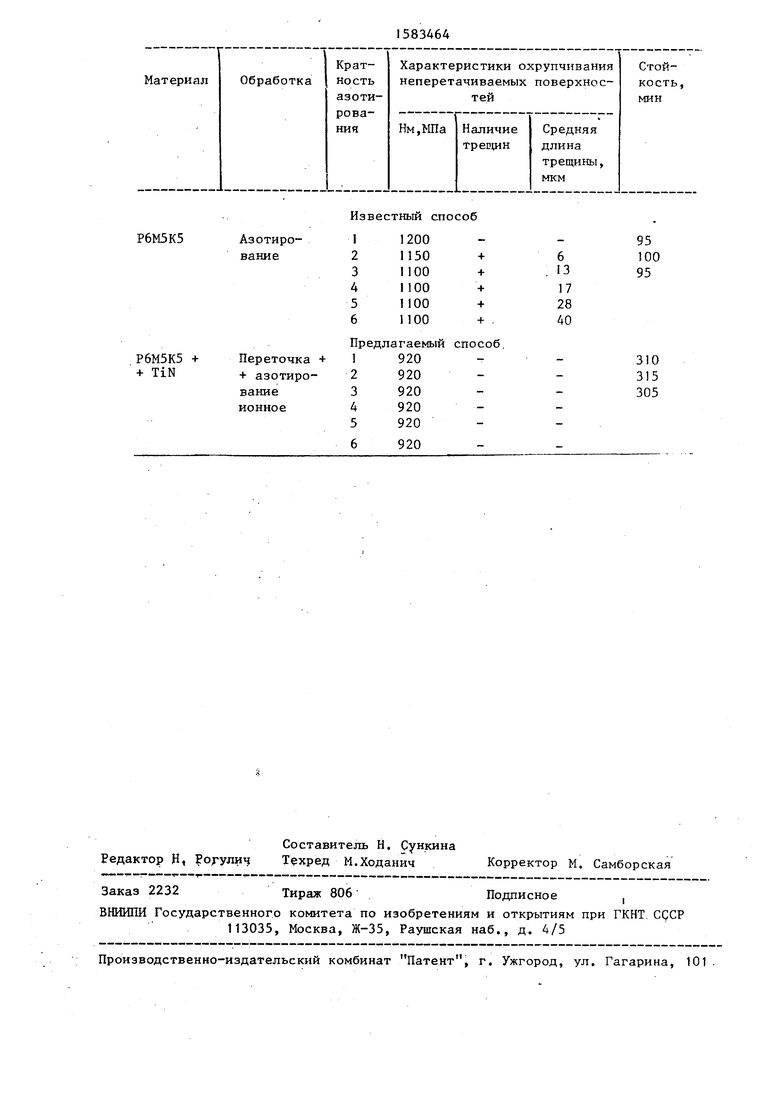
Пример. Проведены стойкост- ные испытания червячных фрез из быстрорежущей стали Р6М5К5 (т 4 мм, D 90 мм). Ионное азотирование после каждой переточки проводят по известной технологии на установке ИГВ-6.6/6-И1 на глубину 0,012-0,016 мм Температура азотирования составляет 400°С, рабочая среда - смесь аммиака с азотом при давлении 6-8 мм рт.ст.
Нанесение износостойкого покрытия TiN толщиной 5 мкм проводят на установке Булат-ЗТ по известной технолгии. Режимы технологии нанесения: 1) ионная бомбардировка при напряжении на подложке 1100 В, токе дуги 110 А,
- Q
5
0
5
30
35
40
давлении 5-10 мм рт.ст. в течение i времени, .необходимого для прогрева пластины до 450°С; 2) конденсация при токе 110А, давлении (2-3) рт.ст., температуре пластины 450°С и расстоянии инструмента от испарителя 280 мм.
В таблице представлены характеристики охрупчивания неперетачиваемых поверхностей и результаты стойкост- ных испытаний восстановленного инструмента при нарезке шестерен m 4 мм, Z 46 из стали М8ХГТ. Критерием хрупкости, трещиностойкости считают наличие трещин при идентиро- вании на микротвердомере ПМТ-3 при нагрузке 150 Г и их среднюю длину.
Таким образом, стойкость инструмента, многократно восстановленного по предлагаемому способу, увеличивается в 3 раза и устраняется хрупкость инструмента за счет уменьшения склонности к трещинообразованию неперетачиваемых поверхностей.
Формула изобретения
Способ многократного восстановления металлообрабатывающего инструмента преимущественно в процессе эксплуатации, включающий азотирование, отличающийся тем, что, с целью повышения стойкости и снижения хрупкости инструмента за счет уменьшения склонности к трещинообразованию его неперетачиваемых поверхностей, восстановление проводят путем чередования переточек рабочих поверхностей и азотирования, причем азотирование осуществляют ионным методом после каждой переточки, а перед первым азотированием на поверхность инструмента наносят покрытие из нитрида титана.
Известный способ
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УПРОЧНЕНИЯ МЕТАЛЛОРЕЖУЩЕГО ИНСТРУМЕНТА | 1993 |
|
RU2101382C1 |
| СПОСОБ УПРОЧНЕНИЯ ПОВЕРХНОСТЕЙ СТАЛЬНЫХ ПОРШНЕВЫХ КОЛЕЦ | 2008 |
|
RU2386726C1 |
| СПОСОБ УПРОЧНЕНИЯ ИНСТРУМЕНТА | 2004 |
|
RU2296813C2 |
| СПОСОБ КОМПЛЕКСНОГО УПРОЧНЕНИЯ ИНСТРУМЕНТА ДЛЯ БЫСТРОРЕЖУЩИХ СТАЛЕЙ, СОДЕРЖАЩИХ БОЛЕЕ 3% ВАНАДИЯ | 1991 |
|
RU2015199C1 |
| РЕЖУЩИЙ ИНСТРУМЕНТ С МНОГОСЛОЙНЫМ ПОКРЫТИЕМ | 2002 |
|
RU2214890C1 |
| СПОСОБ ПОЛУЧЕНИЯ МНОГОСЛОЙНОГО ПОКРЫТИЯ ДЛЯ РЕЖУЩЕГО ИНСТРУМЕНТА | 2004 |
|
RU2269603C1 |
| ИНСТРУМЕНТ ДЛЯ ОБРАБОТКИ МЕТАЛЛОВ РЕЗАНИЕМ И ДАВЛЕНИЕМ | 2004 |
|
RU2271265C1 |
| СПОСОБ ПОЛУЧЕНИЯ МНОГОСЛОЙНОГО ПОКРЫТИЯ ДЛЯ РЕЖУЩЕГО ИНСТРУМЕНТА | 2004 |
|
RU2260631C1 |
| СПОСОБ ПОЛУЧЕНИЯ МНОГОСЛОЙНОГО ПОКРЫТИЯ ДЛЯ РЕЖУЩЕГО ИНСТРУМЕНТА | 2009 |
|
RU2414533C1 |
| СПОСОБ ПОЛУЧЕНИЯ МНОГОСЛОЙНОГО ПОКРЫТИЯ ДЛЯ РЕЖУЩЕГО ИНСТРУМЕНТА | 2009 |
|
RU2414531C1 |
Изобретение относится к металлургии, а именно к процессам химико-термической обработки инструмента, и может быть использовано в машиностроении для восстановления металлообрабатывающего инструмента. Цель - повышение стойкости и снижение хрупности инструмента за счет уменьшения склонности к трещинообразованию. Способ включает однократное нанесение на поверхность инструмента твердого износостойкого покрытия - нитрида титана, а затем в процессе эксплуатации проводят чередование переточек рабочей поверхности инструмента и ионного азотирования, причем азотирование осуществляют после каждой переточки. В результате стойкость инструмента, многократно восстановленного по предложенному способу, увеличивается в 3 раза и устраняется хрупкость инструмента за счет уменьшения склонности к трещинообразованию неперетачиваемых поверхностей. 1 табл.
95
100
95
310 315 305
| Авторское свидетельство СССР № 1431337, кл, С 23 С 8/22, 11.06.86. |
