Изобретение относится к металлургии, в частности к способу поверхностного упрочнения металлообрабатывающего инструмента.
Известен способ получения износостойкого покрытия из нитрида титана методом конденсации с ионной бомбардировкой (КИБ) (Информационный листок N221-85 Чувашского межотраслевого территориального центра научно-технической информации и пропаганды, 1984 г.).
Недостатками этого способа являются отслаивание покрытия от основы и недостаточная стойкость металлообрабатывающего инструмента.
Наиболее близким к предлагаемому является способ получения износостойкого покрытия [1] в котором инструмент из быстрорежущей стали подвергают азотированию в тлеющем разряде, после чего наносят многослойное покрытие из нитрида титана методом КИБ.
Целью изобретения является повышение стойкости режущего инструмента и улучшение его качества, снижение напряжений на поверхности металлообрабатывающего инструмента.
Поставленная цель достигается путем применения комбинированного способа упрочнения. Он состоит в упрочнении поверхности режущего инструмента в поле положительного коронного разряда, нанесении покрытия из нитрида тугоплавкого металла с заключительной обработкой в импульсном магнитном поле.
Данный способ получения износостойкого покрытия реализуется следующим образом.
Сначала упрочняемая поверхность обрабатывается в положительном поле коронного разряда на воздухе в течение 3-5 ч при токе коронного разряда 180-200 мкА.
В результате обработки в положительном поле коронного разряда происходят разрушение окисных пленок на поверхности режущего инструмента и активизация его поверхности вследствие внедрения катионов азота. При последующем нанесении покрытия из нитрида тугоплавкого повышается адгезия покрытия с основой инструментального материала, увеличивается однородность покрытия. На примере покрытия TiN рассмотрим, какие факторы стимулируют эти процессы. При нанесении покрытия из нитрида титана методом конденсации с ионной бомбардировкой в покрытии всегда содержатся частицы металлического титана α -Ti (Верещака А. С. Третьяков И. П. Режущие инструменты с износостойкими покрытиями. М. Машиностроение, 1985, стр. 27), который по ряду причин не прореагировал с азотом. Это создает дефектность покрытия, т.к. a -Ti активно реагирует с кислородом с образованием твердого раствора внедрения, что приводит к коррозии покрытия.
Предварительное насыщение азотом поверхности режущего инструмента в поле положительного коронного разряда создает условия для реакции частиц a -Ti и азота с образованием TiN. Это значительно повышает однородность покрытия, улучшает его качество, увеличивает адгезию покрытия с основой.
После нанесения покрытия из нитрида тугоплавкого металла проводят обработку в импульсном магнитном поле с напряженностью 103-104 А/м с частотой 4-6 Гц в течение 50-80 с.
В металлообрабатывающем инструменте, изготовленном из стали Р6М5 и подвергнутом магнитно-импульсной обработке, наблюдается повышение энергии активации разрыва межатомных связей в кристаллической решетке, таким образом повышается адгезия покрытия с основой.
Обработка в магнитном поле вызывает упорядочивание направления дефектов кристаллической решетки инструментального материала, усовершенствование кристаллической структуры покрытия, значительное снижение напряжений на его поверхности, увеличение стойкости металлообрабатывающего инструмента.
Пример 1. Экспериментальная проверка предлагаемого способа формирования многослойного покрытия металлообрабатывающего инструмента производилась на операции развертывания отверстий в заготовках из стали 45. Применялись развертки с размерами: ⊘ 5 мм L 150 мм. Упрочнение разверток проводилось в 3 этапа. Сначала режущую часть инструмента обрабатывали в положительном поле коронного разряда на воздухе в течение 3 ч при токе коронного разряда 180 мкА. Затем наносили покрытие из нитрида титана методом КИБ с последующей обработкой в магнитном импульсном поле на приборе для магнитно-импульсной обработки (МИО) режущего инструмента с напряженностью магнитного поля 103 А/м, частотой импульсов 6 Гц в течение 80 с.
Развертывание отверстий производилось на станке 2Н135 со скоростью V 4 м/мин.
Стойкость инструмента контролировалась путем измерения фаски износа. Критерием затупления была выбрана величина фаски износа 0,4 мм. В таблице приведены значения коэффициентов повышения износостойкости инструмента.
где XN покрытие из нитрида тугоплавкого металла;
МИО магнитно-импульсная обработка;
Тпол. корона + XN + МИО интервал рабочего времени инструмента с комбинированным износостойким покрытием;
T XN + отр.корона интервал рабочего времени инструмента, износостойкое покрытие которого дополнительно обработано в отрицательном коронном разряде в воздухе;
Испытания выполнялись на инструментах, износостойкие покрытия которых наносились разными способами:
покрытие из TiN нанесено методом КИБ с последующей обработкой в среде отрицательного коронного разряда;
покрытие из ZrN нанесено методом КИБ с последующей обработкой в среде отрицательного коронного разряда;
покрытие из TiN нанесено методом КИБ с предшествующей обработкой в положительном коронном разряде и с заключительной магнитно-импульсной доработкой.
Измерения напряжений проводилось на рентгеновской установке "ДРОН-4".
Адгезия покрытия с основой изучалась по наличию следа от царапины алмазной пирамидой на ПМТ-3 при нагрузке 200 г.
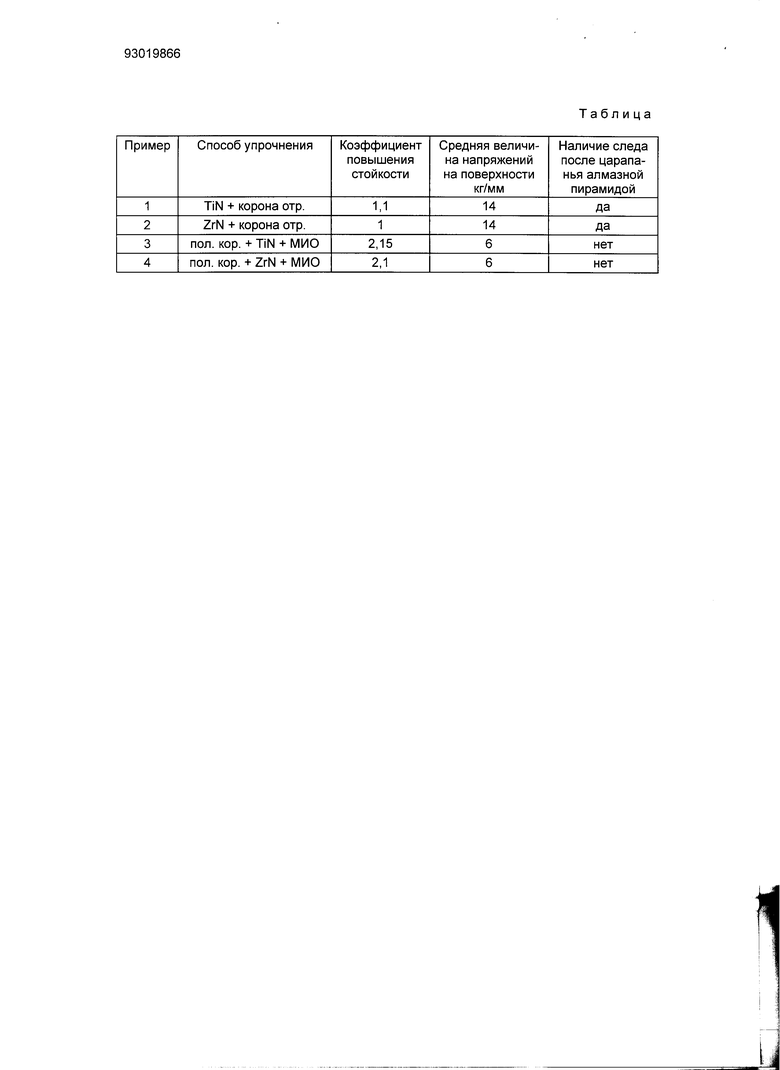
Анализ результатов испытаний в таблице свидетельствует о предпочтительном влиянии предварительной обработки в положительном коронном разряде с последующим нанесением покрытия из нитрида тугоплавкого металла и обработки в магнитном импульсном поле. Стойкость металлообрабатывающего инструмента повысилась в 2 раза, улучшилась адгезия покрытия с основой режущего инструмента, значительно снизились напряжения на его поверхности.
Пример 2. Испытания данного способа упрочнения проводились на токарно-винторезном станке модели 16К20 на операции точения заготовок круглого проката из стали 45. В качестве режущего инструмента использовался токарный проходной резец с механическим креплением пластины из стали Р6М5. Пластины из быстрорежущей стали упрочняли следующим образом: наносили покрытие из TiN методом КИБ с предварительной обработкой в поле положительного коронного разряда на воздухе в течение 5 ч при токе коронного разряда 200 мкА. В заключении проводилась магнитно-импульсная обработка с напряженностью магнитного поля 104 А/м, частотой импульсов 4 Гц в течение 1 мин.
Для сравнения результатов испытаний использовались пластины с покрытиями, нанесенными разными способами:
1 покрытие TiN нанесенной методом КИБ с последующей обработкой в поле отрицательного коронного разряда в воздухе.
2 покрытие из TiN нанесенное методом КИБ с предшествующей обработкой в положительном коронном разряде и с заключительной магнитно-импульсной обработкой.
Стойкость режущего инструмента определялась путем измерения величины фаски износа по задней поверхности. Критерием затупления инструмента была выбрана величина фаски износа h3 0,4 мм.
Точение производилось на режимах:
V 20 м/мин; S 0,1 мм/об; t 1 мм
V 30 м/мин; S 0,1 мм/об; t 1 мм
V 60 м/мин; S 0,1 мм/об; t 1 мм
На фиг. 1 представлены графики зависимости фаски износа по задней поверхности h3 от времени Т резания при режиме обработки:
V 20 м/мин; S 0,1 мм/об; t 1 мм
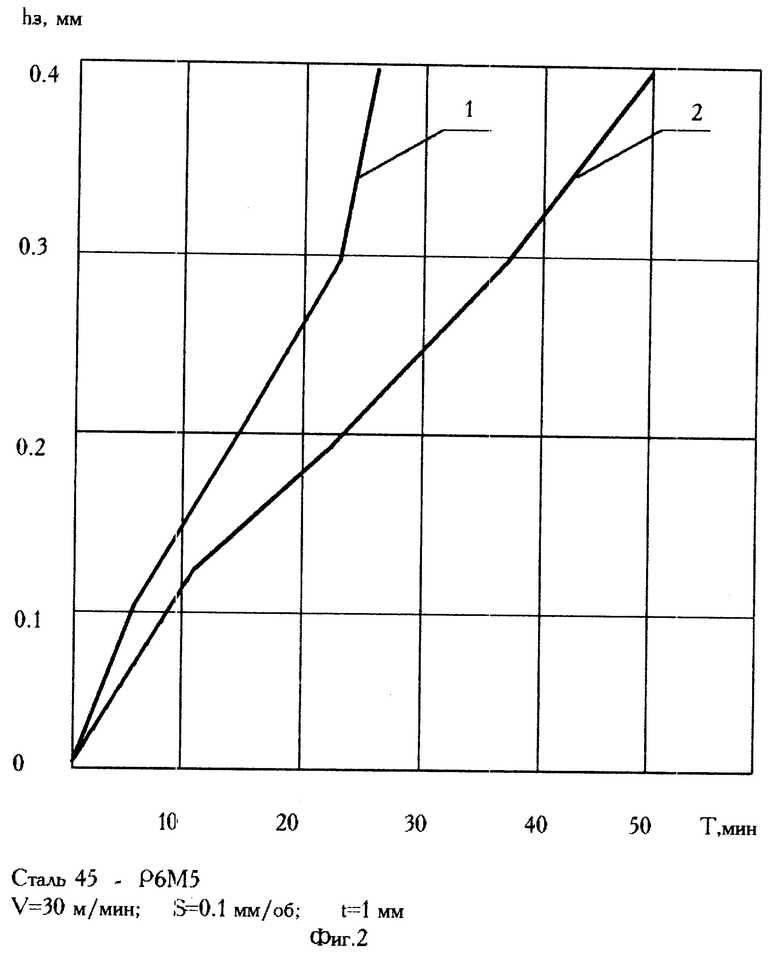
На фиг. 2 представлены графики зависимости фаски износа по задней поверхности h3 от времени Т резания при режиме обработки:
V 30 м/мин; S 0,1 мм/об; t 1 мм
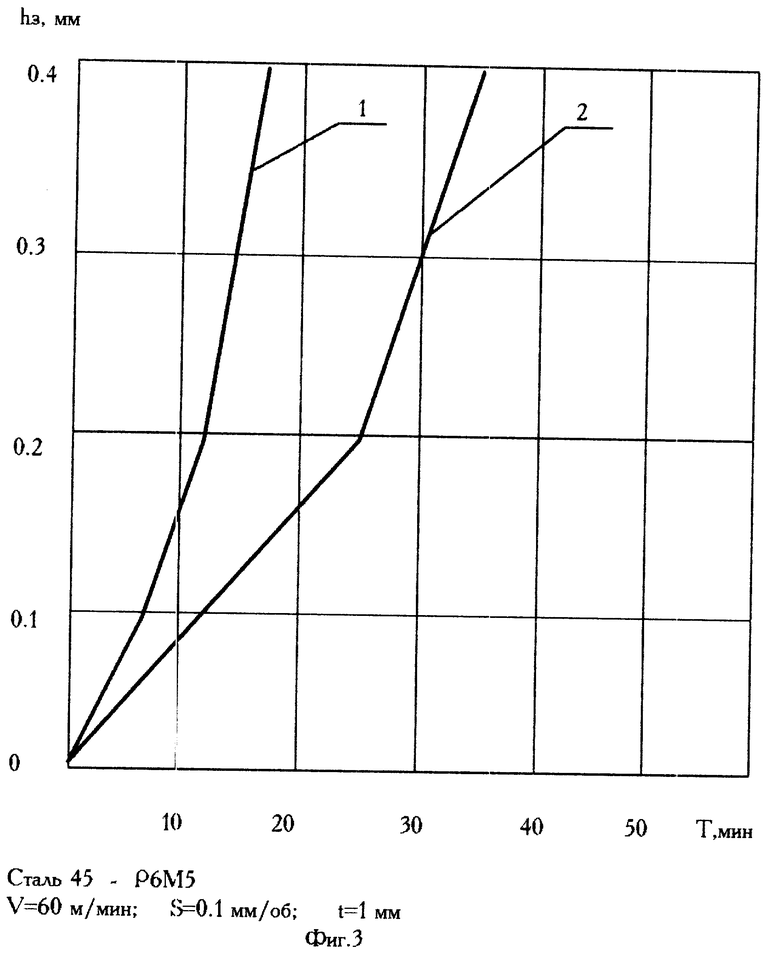
На фиг. 3 представлены графики зависимости фаски износа по задней поверхности h3 от времени Т резания при режиме обработки:
V 60 м/мин; S 0,1 мм/об; t 1 мм
Графики показывают, что стойкость режущих инструментов, обработанных по предложенному методу упрочнения, увеличилась во всем рассматриваемом диапазоне скоростей в 1,8 2 раза.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки поверхности режущего инструмента | 1991 |
|
SU1825820A1 |
| УСТАНОВКА ДЛЯ МАГНИТНОЙ ОБРАБОТКИ РЕЖУЩЕГО ИНСТРУМЕНТА | 1992 |
|
RU2022749C1 |
| СПОСОБ ВАКУУМНО-ПЛАЗМЕННОГО ОСАЖДЕНИЯ ПОКРЫТИЯ НА РЕЖУЩУЮ ПЛАСТИНУ ИЗ ТВЕРДОСПЛАВНОГО МАТЕРИАЛА | 2012 |
|
RU2494173C1 |
| Способ химико-термической обработки стальных деталей | 1989 |
|
SU1650773A1 |
| СПОСОБ УПРОЧНЕНИЯ ТВЕРДОСПЛАВНОГО РЕЖУЩЕГО ИНСТРУМЕНТА | 1999 |
|
RU2167216C1 |
| СПОСОБ УПРОЧНЕНИЯ ИНСТРУМЕНТА | 2003 |
|
RU2239001C1 |
| МНОГОСЛОЙНОЕ КОМПОЗИЦИОННОЕ ПОКРЫТИЕ С НАНОКРИСТАЛЛИЧЕСКОЙ СТРУКТУРОЙ НА РЕЖУЩЕМ ИНСТРУМЕНТЕ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2009 |
|
RU2413790C2 |
| Смазочно-охлаждающая жидкость для обработки металлов резанием | 1983 |
|
SU1122689A1 |
| Режущий инструмент и способ его изготовления | 1985 |
|
SU1701464A1 |
| РЕЖУЩИЙ ИНСТРУМЕНТ С ПОКРЫТИЕМ | 2002 |
|
RU2214891C1 |
Использование: изобретение относится к металлургии, в частности к способу поверхностного упрочнения металлообрабатывающего инструмента. Сущность изобретения: способ уплотнения металлорежущего инструмента состоит в обработке поверхности режущего инструмента в поле положительного коронного разряда, нанесении покрытия из нитрида тугоплавкого металла и заключительной обработке инструментом в магнитном импульсном поле. Обработку в импульсном магнитном поле проводят в течение 60-80 с при напряженности магнитного поля 103-104 А/м, частоте импульсов магнитного поля 4-6 Гц. 1 з.п. ф-лы, 1 табл., 3 ил.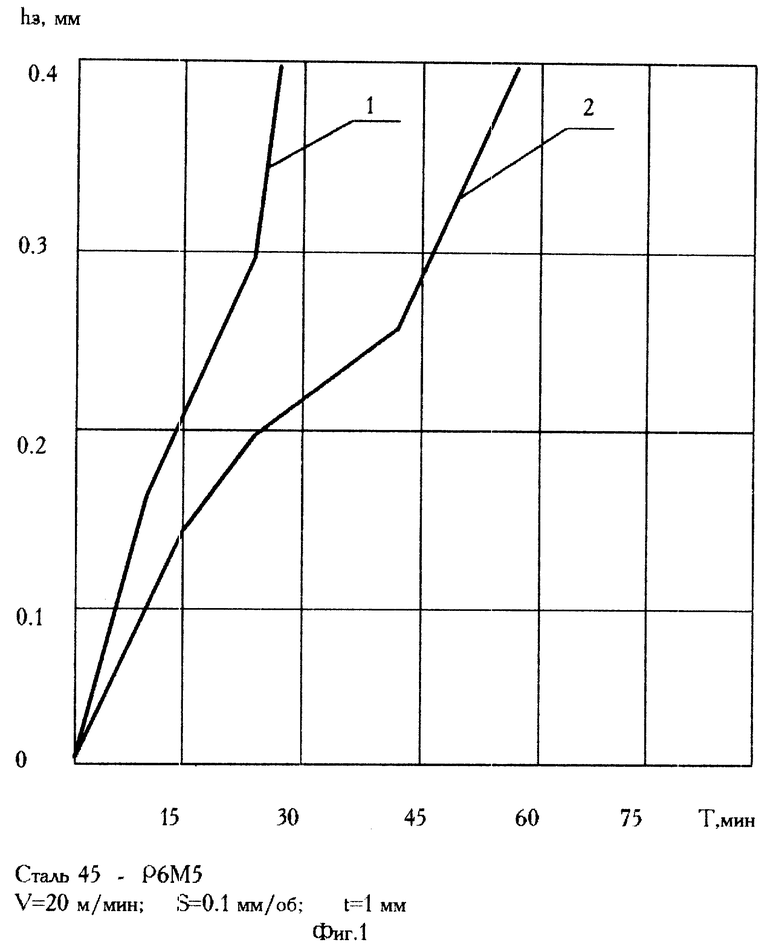
| Авторское свидетельство СССР N 1790624, C 23 C 8/36, 1993. |
