Изобретение относится к машинострению, в частности к устройствам активного контроля при шлифовании.
Цель изобретения - повышение точности за счет исключения влияния температурного дрейфа нуля системы управления.
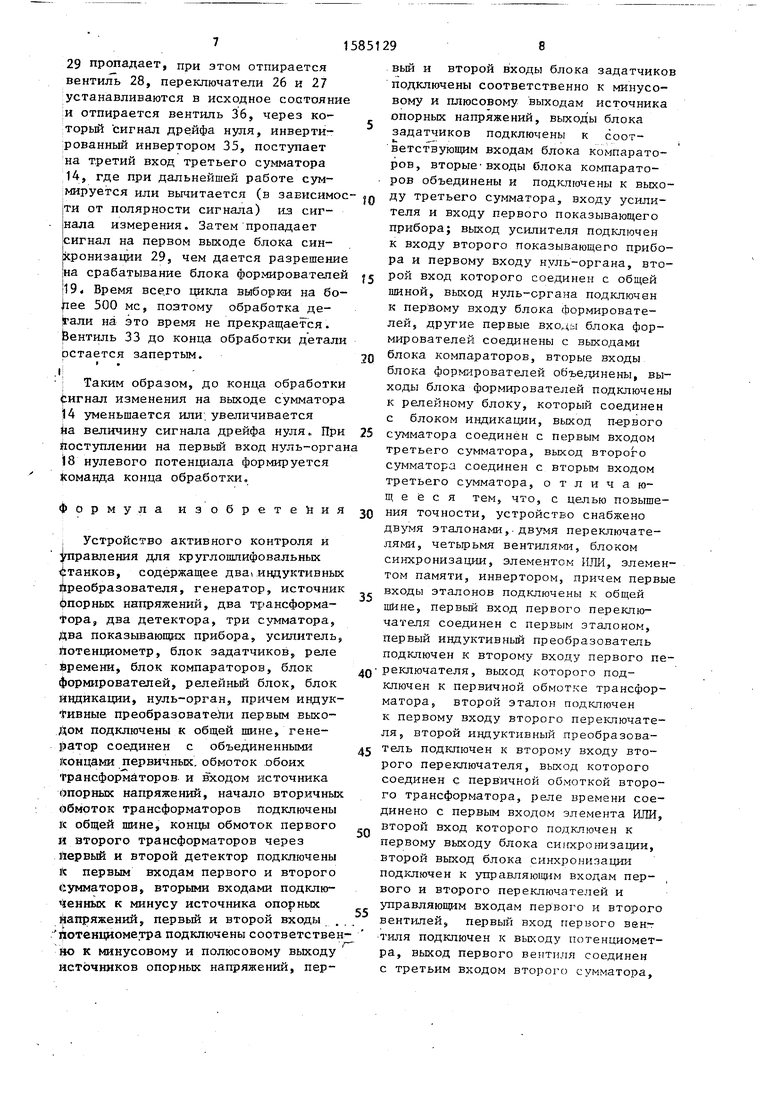
На фиг.1 изображена функциональна схема устройства активного контроля и управления для круглошлифовальных станков; на фиг.2 - функциональная схема блока синхронизации; на сзиг.З.т диаграмма входных и выходных сигналов блока синхронизации.
Устройство активного контроля для круглошлифовальных станков содержит индуктивные преобразователи 1 и 2 - устройства, преобразующие линейные перемещения в электрический сигнал; генератор 3 - стабилизированный генератор синусоидальных колебаний частотой 20 кГц; источник 4 опорных напряжений преобразует переменное напряжение генератора 3 в стабилизированные напряжения + иц и - U0; первый и второй трансформаторы 5 и 6, первый и второй детекторы 7 и 8, преобразующие сигнал (трансформаторов в положительный сигнал постоянного тока; первый сумматор 9 - инвертирующий сумматор, на первый вход которого поступает с выхода первого детектора 7 положительный сигнал от индуктивного преобразователя 1, а на второй - U0 величина которого определяет начало рабочего участка характеристики индуктивного преобразователя; второй сумматор 10- инвертирующий сумматор, на первый вход которого поступает с выхода второго детектора 8 положительный сигнал от индуктивного преобразователя 2, на второй - отрицательное опорное напряжение (-U0), где также определяет начало рабочего участка характеристики, а через третий вход потенциометром 11 корректировки нуля осуществляется при необходимост сдвиг нуля (заданного размера детали в плюс или в минус ; блок задат0
5
0
5
0
5
0
5
0
5
12 уровней обработки - потенциометры, которыми задаются промежуточные уровни обработки детали; блок компараторов 13, сравнивающий уровень сигнала, пропорционального отклонению размеров детали от размера образцовой детали с заданными промежуточными уровнями обработки; третий сумматор 14 - инвертирующий сумматор, на первый и второй входы которого поступают отрицательные сигналы, пропорциональные отклонению размеров детали; первый показывающий прибор 15 - микроамперметр со шкалой 10-0-50 и ценой делений 0,01 мм; усилитель 16; второй показывающий прибор 17 - микроамперметр со шкалой 10-0-50 и ценой деления 0,001 мм; нуль-орган 18 сравнивает сигнал измерения с нулевым потенционалом при окнчательной обработке детали; блок формирования 19 нулевой команды, состоящий из двухвходовых элементов совпадения 20; релейный блок 21 - исполнительные реле команд, служащие для коммутации цепей схемы управления станком; блок 22 индикации - визуальная индикация исполнения команд; реле 23 времени для задержки формирования команд при пуске станка; первый и второй эталоны 24 и 25 - термостабильные подстоечные резисторы, которыми при настройке каждый измерительный канал схемы настраивается по первому и второму показывающим приборам на нуль, при этом сумма сопротивлений является эталоном размера образцовой детали. При автоматической проверке дрейфа заданного нуля первый и второй эталоны 24 и 25 через первый и второй переключатели 26 и 27 подключаются к первому и второму трансформаторам 5 и 6 вместо индуктивных преобразователей; вентиль 28; блок синхронизации 29, предназначенный для управления операциями переключений при выборке сигнала дрейфа нуля, элемент ШЩ 30, блок выборки - хранения 31, содержащий вентили 32 и 33, выходами подключеиные ко входу элемента 34 памяти, инвертор.35 и вентиль 36. Блок выборки-хранения 31 предназначен для запоминания сигнала дрейфа нуля. Блок 29 синхронизации содержит генератор 37 импульсов, инвертор 38, элемент 39, распределитель импульсов 40 и триггеры 41 - 43.
В автоматическом режиме устройство обеспечивает непрерывное измерение обрабатываемой детали, грубую и точную индикацию измеряемой величины на показывающих приборах, формирование промежуточных команд для управления скоростью подачи инструмента, визуальную индикацию выполнения команд, проверку дрейфа нуля, его автоматическую коррекцию и затек окончательную обработку детали до нулевого уровня.
Устройство работает следующим обрзом.
После включения питания и прогрева схемы в режиме накладки при отключенном потенциометре 11 корректировки нуля по шкалам первого 15 и второго 17 показывающих приборов поочередно, сначала первым 24, а затем вторым 25 эталонами измерительные каналы настаиваются на нуль (для упрощения схемы ручное управление переключателями и вентилями не показано) . Далее по зажатой в центрах станка образцовой детали вращением винтов на щупах индуктивных преобразователей 1 и 2 также поочередно измерительные каналы настраиваются на нуль. Уровни срабатывания предварительных команд настраиваются блоком задатчиков 12 уровней обработки по шкалам первого и второго показывающих приборов 15 и 17 включением соответствующей лампы визуапьной индикации блтэка 22 индикации. После настройки измерительной схемы на нулевой уровень на вращающуюся образцовую деталь подается охлаждающая жидкость и потенциометром 11 корректировки нуля устанавливается уровень срабатывания (нулевой уровень) окончательной команды.
При обработке детали сигналы с индуктивных преобразователей 1 и 2 соответственно через первый 26 и второй 27 управляемые переключатели, первый и второй трансформаторы 5 и 6, детекторы 7 и 8 и сумматоры 9 и 10 поступают на первый и второй
0
0
5
входы сумматора 14, где суммируются. С выхода третьего сумматора 14 сиг- нал, пропорциональный величине отклонения размера летали, поступает на первый показывающий прибок 15, через усилитель 16 - на второй показывающий прибор 17 и нуль-орган 18 и на первые входы блока компараторов 13. С уменьшением размера обрабатываемой детали сигнал уменьшается, что приводит к срабатыванию соответствующих компараторов, блока компарато- ров 13, сигналами с выходов которых - через блок формирователей 19 формируются промежуточные команды, которые через релейные блок 21 управляют подачей инструмента. При появлении сигнала на выходе последнего компаратора блока компараторов 13 при формировании послепней промежуточной команды осуществляется проверка и корректировка дрейфа нуля, это выполняется следующим образом.
В исходном состоянии вход элемента памяти 34 через второй вентиль 33 соединен с общей шиной питания, поэтому с элемента памяти 34 через инвертор 35 и открытый вентиль 36 на третий вход третьего сумматора 14 поступает нулевой потенциал, который ка выходной сигнал последнего не влияет. При срабатывании блока компараторов 13 сигналом с выхода последнего запирается вентиль 33 и запускается блок синхронизации 295 на первом выходе которого появляется сигнал запрещающий через элемент ПЛИ 30 срабатывание на время выборки блока формирователей 19. Затем сигнал появляется на втором входе блока синхронизации 29, которым запираются вентиль 28, вентиль 36 и включаются переключатели 26 и 27, подключающие к концам первичных обмоток трансформаторов 5 и 6 эталоны 24 и 25, при этом сигнал на выходе сумматора 14 является сигналом дрейфа нуля, который необхо- димо вычесть или суммировать к сигналу измерения при дальнейшей обработке детали. Затем импульсом с третьего выхода блока сиюсрснизации 29 включается вентиль 32, через который с выхода усилителя 16 на вход элемента памяти 34 поступает для хранения сигнал дрейфа нуля (выборка). После импульса выборки сигнал на во втором выходе блока синхррниэации
0
5
0
5
0
5
29 пропадает, при этом отпирается вентиль 28, переключатели 26 к 27 устанавливаются в исходное состояние и отпирается вентиль 36, через который сигнал дрейфа нуля, инвертированный инвертором 35, поступает на третий вход третьего сумматора 14, где при дальнейшей работе суммируется или вычитается (в зависимое ,ти от полярности сигнала) из сигнала измерения. Затем пропадает сигнал на первом выходе блока синхронизации 29, чем дается разрешение на срабатывание блока формирователей i19« Время всего цикла выборки на бо- )iee 500 мс, поэтому обработка дергали на это время не прекращается. Вентиль 33 до конца обработки детали остается запертым.
I
Таким образом, до конца обработки
игнал изменения на выходе сумматора 14 уменьшается или увеличивается на величину сигнала дрейфа нуля. При исступлении на первый вход нуль-орган 18 нулевого потенциала формируется Команда конца обработки.
формула изобретения
Устройство активного контроля и правления для круглошлифовальных танков, содержащее два индуктивных Преобразователя, генератор, источник Опорных напряжений, два трансформа- topa, два детектора, три сумматора, Два показывающих прибора, усилитель, потенциометр, блок задатчиков, реле времени, блок компараторов, блок
формирователей, релейный блок, блок индикации, нуль-орган, причем индуктивные преобразователи первым выходом подключены к общей шине, генератор соединен с объединенными Концами первичных, обмоток обоих Трансформаторов и входом источника опорных напряжений, начало вторичных фбмоток трансформаторов подключены к общей шине, концы обмоток первого и второго трансформаторов через первый и второй детектор подключены К первым входам первого и второго «сумматоров, вторыми входами подключенных к минусу источника опорных напряжений, первый и второй входы . йотенциометра подключены соответственно к минусовому и полюсовому выходу источников опорных напряжений, пер
0
5
Q
5
5
вый и второй входы блока задатчиков подключены соответственно к минусовому и плюсовому выходам источника опорных напряжений, выходы блока
задатчиков подключены к соотI.
ветстзующим входам блока компараторов, вторые-входы блока компараторов объединены и подключены к выходу третьего сумматора, входу усилителя и входу первого показывающего прибора; выход усилитепя подключен к входу второго показывающего прибора и первому входу нуль-органа, второй вход которого соединен с общей шиной, выход нуль-органа подключен к первому входу блока формирователей, другие первые блока формирователей соединены с выходами блока компараторов, вторые входы блока формирователей объединены, выходы блока формирователей подключены к релейному блоку, который соединен с блоком индикации, выход п-ервого сумматора соединен с первым входом третьего сумматора, выход второго сумматора соединен с вторым входом третьего сумматора, отличающееся тем, что, с целью повышения точности, устройство снабжено двумя эталонами, двумя переключателями, четырьмя вентилями, блоком синхронизации, элементом ИЛИ, элементом памяти, инвертором, причем первые входы эталонов подключены к общей шине, первый вход первого переключателя соединен с первым эталоном, первый индуктивный преобразователь подключен к второму входу первого переключателя, выход которого подключен к первичной обмотке трансформатора, второй эталон подключен к первому входу второго переключателя, второй индуктивный преобразователь подключен к второму входу второго переключателя, выход которого соединен с первичной обмоткой второго трансформатора, реле времени соединено с первым входом элемента ИЛИ, второй вход которого подключен к первому выходу блока синхронизации, второй выход блока синхронизации подключен к управляющим входам первого и второго переключателей и управляющим входам первого и второго вентилей, первый вход первого вентиля подключен к выходу потенциометра, выход первого вентиля соединен с третьим входом второго сумматора,
третий вход третьего сумматора подключен к выходу второго вентиля, первый вход второго вентиля через ин вертор соединен с выходом элемента памяти, вход которого соединен с первыми входами третьего и четвертого вентилей, выход третьего вентиля подключен к второму показывающему
10
прибору, выход четвертого вентиля соединен с общей шиной, управляющий вход третьего вентиля подключен к третьму выходу блока синхронизации, вход которого соеди- - нен с управляющим входом четвертого вентиля и подключен к первому входу блока компараторов.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для измерения линейных перемещений | 1981 |
|
SU1004746A1 |
| Устройство для контроля многовыходных цифровых узлов | 1984 |
|
SU1176333A1 |
| Устройство для измерения погрешности цифро-аналоговых преобразователей | 1982 |
|
SU1112546A1 |
| Измерительный преобразователь постоянного тока | 1984 |
|
SU1253306A1 |
| Устройство для автоматической компенсации емкостного тока однофазного замыкания на землю | 1982 |
|
SU1107215A1 |
| ДАТЧИК ПЕРЕМЕЩЕНИЯ КОЛЕСА | 2001 |
|
RU2235657C2 |
| Калибратор периодических сигналов | 1989 |
|
SU1709262A1 |
| СПОСОБ ИЗМЕРЕНИЯ АКТИВНЫХ СОПРОТИВЛЕНИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 2003 |
|
RU2245557C1 |
| Преобразователь перемещений | 1988 |
|
SU1551974A1 |
| Устройство для контроля параметров | 1987 |
|
SU1432464A1 |
Изобретение относится к машиностроению, в частности к устройствам активного контроля при шлифовании. Цель изобретения - повышение точности за счет исключения влияния температурного дрейфа нуля системы управления. Для этого в устройство введены блок выборки хранения 31, блок синхронизации 29, эталоны 25, 24, переключатели 26, 27, четыре вентиля 28, 32, 33, 36. Подключая эталоны вместо индуктивных преобразователей, измеряют разницу, возникшую в ходе работы. Эту разницу запоминают в блоке выборки-хранения и учитывают ее при последующем измерении. 3 ил.
Фиг. 2
ФигЗ
| Прибор активного контроля и управления J Marposs | |||
| Италия, 8300130020, 1986. |
