Фиг.з
Изобретение относится к метрологии и может быть использовано для из- hieiJBHHH толщины стенки сложнопрофиль- ных изделий из немагнитных материалов в условиях производства.
Целью изобретения является повы- шение производительности и точности измерения за счет обеспечения возможности проведения непрерывного изме- . рения толщины стенки изделия и использования в устройстве элемента Холла в качестве чувствительного узла.
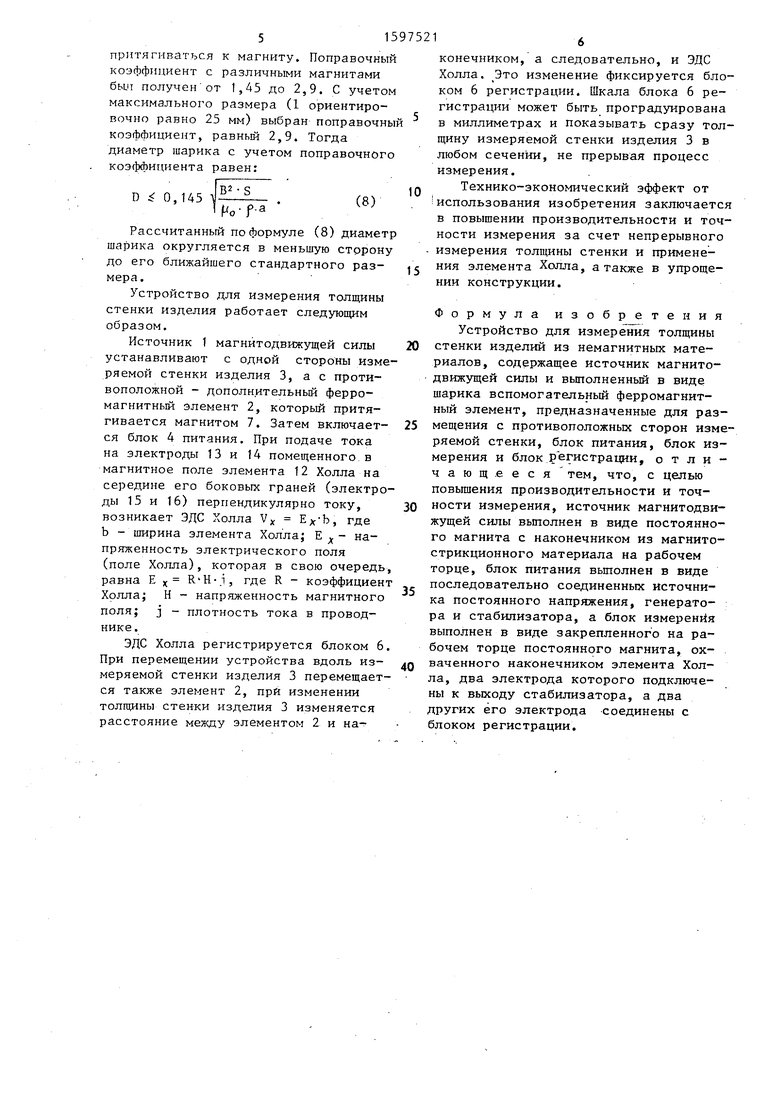
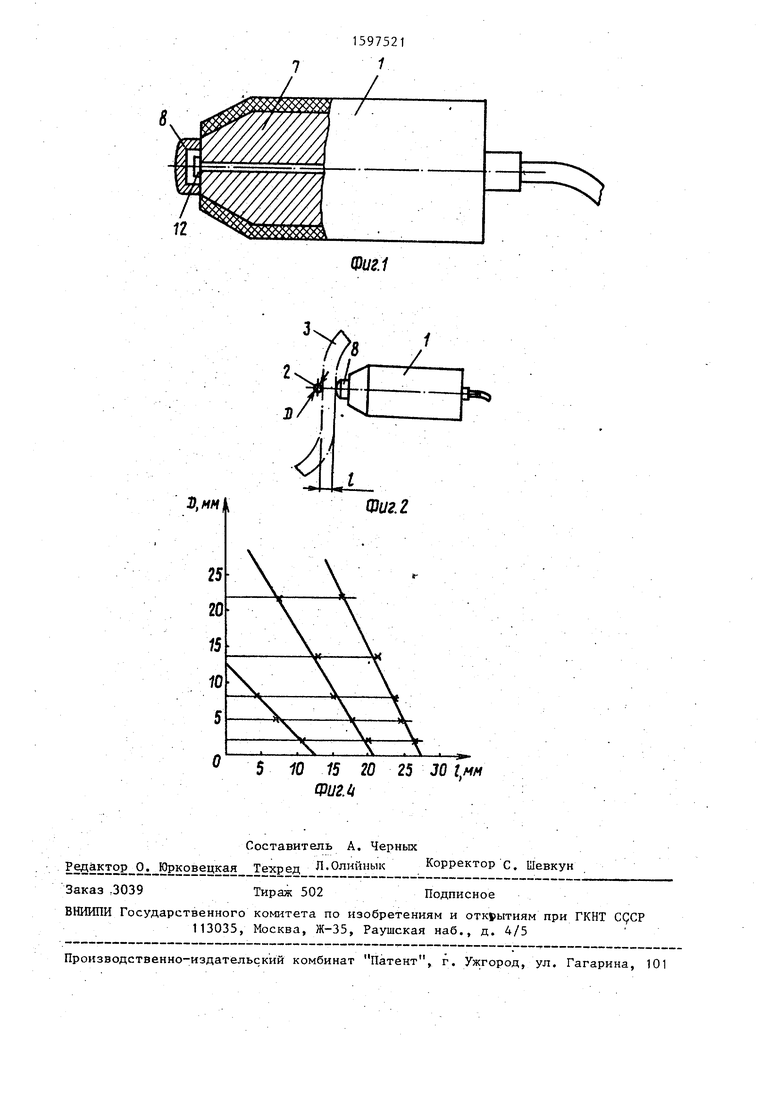
На фиг. 1 изображено устройство для измерения; на фиг. 2 - схема измерения толщины криволинейной стенки изделия; на фиг, 3 - схема подсоединения элемента Холла; на фиг. 4- экспериментальные графики для определения поправочного коэффициента при выборе ,диаметра вспомогательного ферромаг- нитного элемента в виде шарика.
Устройство содержит источник 1 магнитодвижущей силы и вьшолненный в виде шарика вспомогательньй ферромагнитный элемент 2, предназначенные для размещения с противоположных сторон измеряемой стенки изделия 3, блок 4 питания} блок 5 измерения, блок 6 регистрации, при этом источник 1 маг нитодвижущий силы выполнен в виде постоянного магнита 7 с наконечником 8 из магнитострикционного материала на рабочем торце блок 4 питания выполнен в виде последовательно соединенных источника 9 постоянного напряжения, генератора 10 и стабилизатора 11, а блок 5 измерения - в -виде закрепленного на рабочем торце постоянного магнита 7, охваченного наконечником .8 элемента 12 Холла, два электрода 13 и 14 которого подключены к выходу стабилизато- . ра 11, а два других его электрода 15 и 16 соединены с блоком 6 регистрации.
Диаметр вспомогательного ферромагнитного элемента 2 определяют по следующей зависимости:
D 0,145
V i-LI м-. Р-а
де В - магнитная индукция;
S - площадь поперечного сечения
наконечника магнита; и магнитная проницаемость возЛУха;о - плотность ферромагнитного
элемента;
а - ускорение свободноггэ падения. Известно, что подъемная сила нита определяется по формуле
FM
В2- S
Т8
(1)
где S - площадь поперечного сечения магнита;
jWp- магнитная проницаемость воздуха;
В - магнитная индукция. Подъемная сила магнита удерживает шарик определенной массы. Сила, кото- рая отрывает шарик от магнита, равна
FU, m-d.(2)
Масса шара и его объем определяются соответственно по формулам
m
f V,
V . Г-ВЗ, о
(3) (4)
25
где а - ускорение свободного падения; р - плотность шара; D - диаметр шара.
При удержании шарика магнитом в момент его отрыва силы должны быть 30 равны
F F л - ш
(5)
Подставив в формулу (2) формулы (3) и (4), получим:
35 Р-ТГ- рз-а
Ыft
(6)
Подставив (1) и (6) в равенс во (5) и сделав необходимые преобразо- . вания, получим:
ni|6 -в S „ , „ Л IB S f.
0,425V. (7;
f.W
По формуле (7) определяется диаметр 5 шарика, который удерживается на магните в момент его отрыва, а при измерении толщины стенки этот диаметр необходимо уменьшить в зависимости от заданной максимальной толшрины П измеряемой стенки и магнитной индукции магнита.
Экспериментально определен поправочный коэффициент. Были взяты несколько шариков различных диаметров и магниты с различной магнитной ин- дук11;ией и на основании эксперимента были построены графики (фиг. 4) зависимости диаметра шарика D от расстояния 1, с которого он начинает
5159752
притягиваться к магниту. Поправочный коэффициент с различными магнитами бьиг получен от 1,45 до 2,9. С учетом максимального размера (1 ориентировочно равно 25 мм) выбран поправочный коэффициент, равньш 2,9. Тогда диаметр шарика с учетом поправочного коэффициента равен:
D 0,145
В2 S
(8)
o-f-a
Рассчитанный по формуле (8) диамет шарика округляется в меньшую сторону до его ближайшего стандартного раз- мера.
Устройство для измерения толщины стенки изделия работает следующим образом.
Источник 1 магнитодвижущей силы устанавливают с одной стороны измеряемой стенки изделия 3, а с противоположной - дополнительный ферромагнитный элемент 2, который притягивается магнитом 7. Затем включает- ся блок 4 питания. При подаче тока на электроды 13 и 14 помещенного в магнитное поле элемента 12 Холла на середине его боковых граней (электроды 15 и 16) перпендикулярно току, возникает ЭДС Холла V Ex b, где b - ширина элемента Холла; Е - напряженность электрического поля (поле Холла), которая в свою очередь.
равна Е R H-i, где R - коэффициент Холла; Н - напряженность магнитного поля; j - плотность тока в проводнике.
ЭДС Холла регистрируется блоком 6.
При перемещении устройства вдоль из-
меряемой стенки изделия 3 перемещает- ся также элемент 2, при изменении толщины стенки изделия 3 изменяется расстояние между элементом 2 и на59752
й м й
10
р /г
20 25ЗО
35
п
4U
16
конечником, а следовательно, и ЭДС Холла. Это изменение фиксируется блоком 6 регистрации. Шкала блока 6 регистрации может быть проградуирована в миллиметрах и показывать сразу толщину измеряемой стенки изделия 3 в любом сечении, не прерывая процесс измерения.
Технико-экономический эффект от использования изобретения заключается в повышении производительности и точности измерения за счет непрерывного измерения толщины стенки и применения элемента Холла, а также в упрощении конструкции.
Формула изобретения
Устройство для измерения толщины стенки изделий из немагнитных материалов, содержащее источник магнитодвижущей силы и выполненный в виде шарика вспомогательный ферромагнитный элемент, предназначенные для размещения с противоположных сторон измеряемой стенки, блок питания, блок измерения и блок регистрации, отличающееся тем, что, с целью повышения производительности и точности измерения, источник магнитодвижущей силы выполнен в виде постоянного магнита с наконечником из магнито- стрикционного материала на рабочем торце, блок питания вьшолнен в виде последовательно соединенных источника постоянного напряжения, генератора и стабилизатора, а блок измерения выполнен в виде закрепленного на рабочем торце постоянного магнита, охваченного наконечником элемента Холла, два электрода которого подключены к выходу стабилизатора, а два других его электрода соединены с блоком регистрации.
12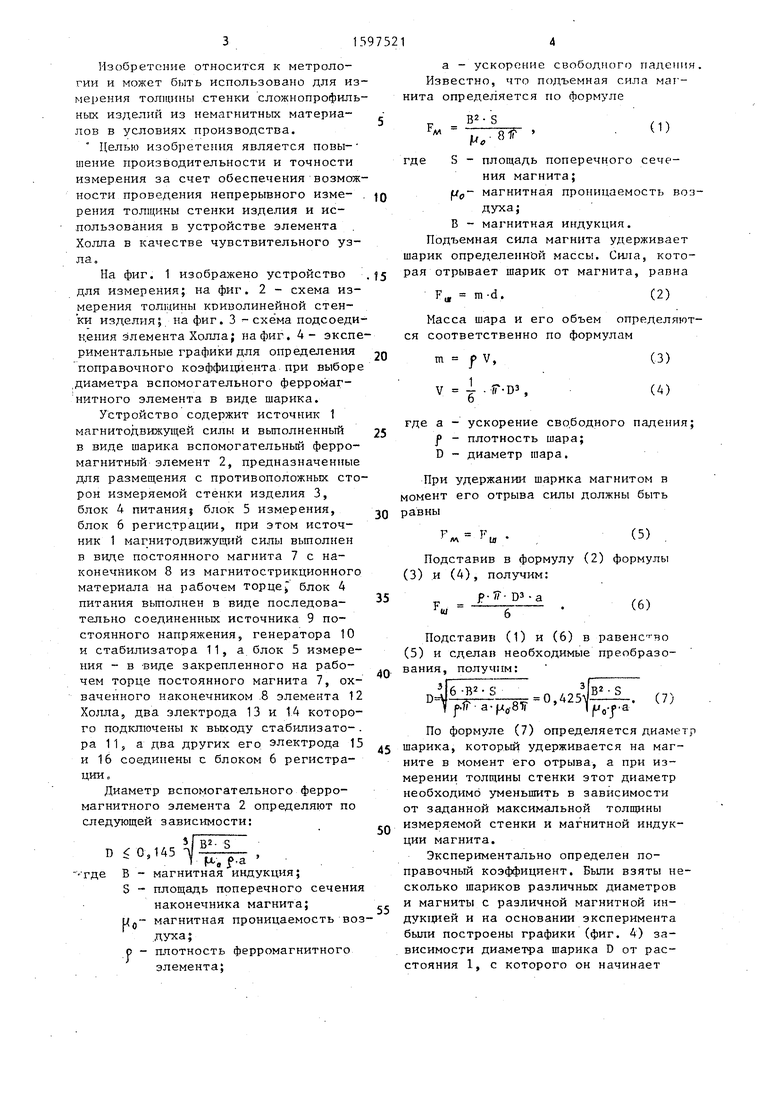
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ТОЛЩИНЫ НЕМАГНИТНЫХ МАТЕРИАЛОВ | 2000 |
|
RU2222776C2 |
| Способ Б.П.Фридмана толщинометрии стенок пустотелых изделий с затрудненным доступом в полость и устройство для его осуществления | 1985 |
|
SU1254288A1 |
| СПОСОБ КОНТРОЛЯ ФЕРРОМАГНИТНЫХ ИЗДЕЛИЙ | 1993 |
|
RU2044311C1 |
| Магнитомодуляционный преобразователь перемещений | 1986 |
|
SU1413406A1 |
| Толщиномер Б.П.Фридмана | 1986 |
|
SU1375943A1 |
| Устройство для бесконтактного измерения тока | 1979 |
|
SU901925A1 |
| Бесконтактный датчик вибрации ферромагнитных и электропроводящих тел | 1989 |
|
SU1657977A1 |
| ЛОКАТОР ПЕРФОРАЦИОННЫХ ОТВЕРСТИЙ И СОЕДИНИТЕЛЬНЫХ МУФТ ОБСАДНЫХ ФЕРРОМАГНИТНЫХ ТРУБ | 2000 |
|
RU2191365C2 |
| Способ автоматического контроля содержания магнитных фракций в продуктах обогащения магнитного сепаратора | 1986 |
|
SU1375341A1 |
| Устройство контроля протекания процесса агломерации | 1981 |
|
SU973643A1 |
Изобретение может быть использовано для измерения толщины стенки сложнопрофильных изделий из немагнитных материалов в условиях производства. Целью изобретения является повышение производительности и точности измерения, что достигается за счет обеспечения проведения непрерывного измерения толщины стенки изделия в процессе его изготовления, а также за счет использования в устройстве элемента Холла в качестве чувствительного узла. В процессе работы постоянный магнит наконечником размещают на поверхности измеряемой стенки изделия, с другой стороны которой размещают вспомогательный элемент. При изменении толщины стенки изделия изменяется расстояние между элементом и наконечником 11, а следовательно, и элементом 12 Холла, ЭДС которого измеряется и регистрируется блоком 6 регистрации. По показаниям блока 6 судят о толщине контролируемой стенки изделия. Возможна градуировка шкалы блока 6 регистрации непосредственно в мм, что позволяет производить отсчет толщины стенки изделия в любом сечении в процессе контроля. 4 ил.
,lk
5 10 15 20 25 30 fPU2M
| Плуг с фрезерным барабаном для рыхления пласта | 1922 |
|
SU125A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
