СП
с&
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭЛЕКТРОИСКРОВОЙ ОТМЕТЧИК ДИСБАЛАНСА И ФОРМИРОВАТЕЛЬ ВРЕМЕНИ РАЗРЯДА | 1992 |
|
RU2075736C1 |
| Способ измерения времени отключения электронного предохранителя | 2023 |
|
RU2808784C1 |
| ИЗМЕРИТЕЛЬ ПЕРЕМЕЩЕНИЙ | 2001 |
|
RU2213934C2 |
| Стенд для испытания пружин | 1991 |
|
SU1798622A1 |
| ФОТОМЕТР | 1990 |
|
RU2007050C1 |
| УСТРОЙСТВО ДЛЯ БЕСКОНТАКТНОГО ИЗМЕРЕНИЯ ИМПУЛЬСНЫХ ТОКОВ | 1990 |
|
RU2024025C1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ КАЧЕСТВА ЭЛЕКТРИЧЕСКОЙ ИЗОЛЯЦИИ | 2011 |
|
RU2490652C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ИНДУКТИВНОСТИ РАССЕЯНИЯ ФАЗЫ ОБМОТКИ СТАТОРА АСИНХРОННОГО ЭЛЕКТРОДВИГАТЕЛЯ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2009 |
|
RU2422839C1 |
| Устройство для измерения амплитудного значения импульсов сварочного тока | 1983 |
|
SU1139592A2 |
| Способ коммутации обмоток электрической машины | 2021 |
|
RU2750203C1 |
Изобретение относится к устройствам для измерения тока в импульсном режиме и может быть использовано на машинах контактной электросварки. Цель изобретения - улучшение качества сварного соединения за счет повышения точности измерения сварочного тока и расширения пределов измерения. Устройство содержит датчик тока, выход которого соединен с входом управляемого источника тока. Выход последнего соединен с запоминающим элементом, к которому также подключен вход усилителя постоянного тока с высокоомным входом и выход электронного ключа. К выходу усилителя постоянного тока с высокоомным входом подключен вольтметр, а вход электронного ключа подключен к цепям синхронизации сварочной машины. При сварке выходное напряжение датчика тока, прямо пропорциональное сварочному току, поступает на вход управляемого источника тока. Выходной тока последнего прямо пропорционален сигналу с датчика тока и заряжает запоминающий элемент. Напряжение на запоминающем элементе, прямо пропорциональное интегральному значению импульсов сварочного тока, усиливается и индицируется вольтмером. Суммарная погрешность измерения силы сварочного тока при работе устройства не превышает 0,2%. 3 ил.
Изобретение относится к устрой- ствам для измерения силы тока в импульсном режиме и может быть использовано на машинах контактной-электросварки.
Цель изобретения - улучшение качества сварного соединения за счет повышения точности измерения сварочного тока и расширения пределов измерения.
На фиг.1 изображена функпиональ- ная схема усфройства; на фиг.2 - вариант конкретного выполнения устройства; на фиг.З - диаграммы, поясняющие принцип работы устройства.
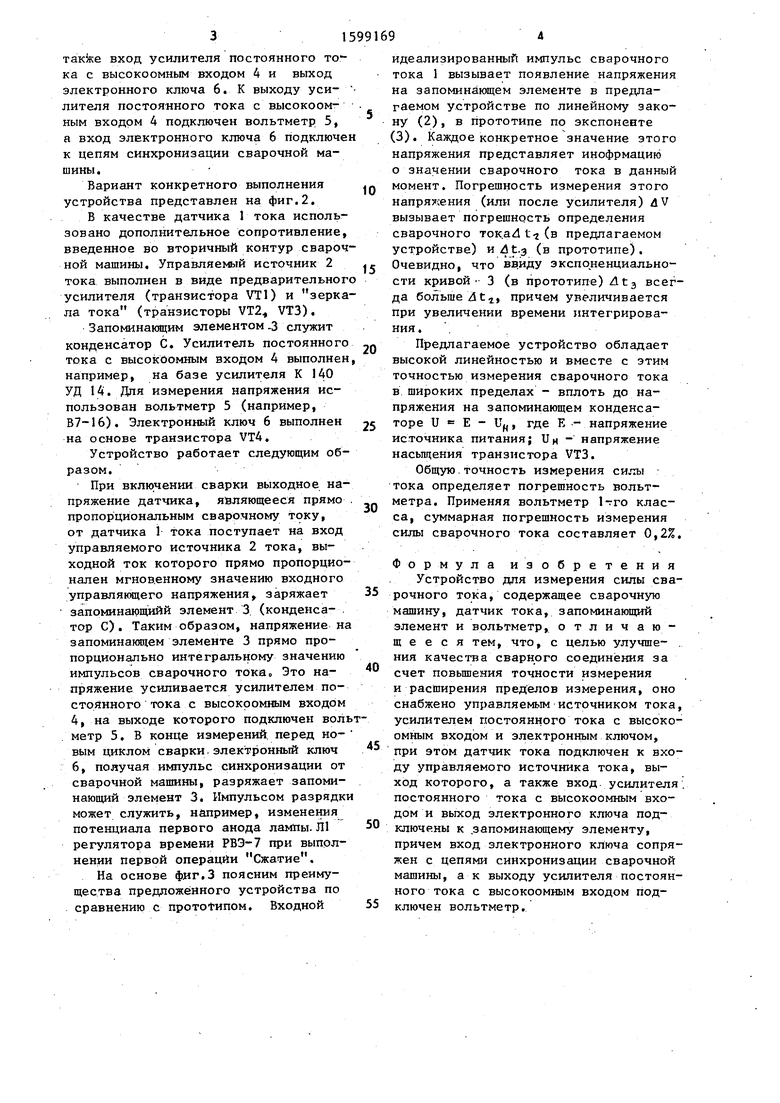
Устройство (фиг.1) содержит датчик 1 тока,-управляемый источник 2 тока, запоминающий элемент 3, усилитель постоянного тока с высокоомным входом 4, вольтметр 5, электронный ключ 6 о Элементы устройства соединены сле- дукщим образом.
Выход датчика 1 тока подключен к входу управляемого источника 2 тока, выход которого подключен к запоминающему элементу 3, к которому подключен
С5
СО.
31
THKke вход усилителя постоянного тока с высокоомным входом 4 и выход электронного ключа 6. К выходу уси- лителя постоянного тока с высокоомным входом 4 подключен вольтметр 5, а вход электронного ключа 6 подключе к цепям синхронизации сварочной машины.
Вариант конкретного выполнения устройства представлен на фиг.2.
В качестве датчика 1 тока использовано дополнительное сопротивление, введенное во вторичный контур сварочной машины. Управляемый источник 2 тока выполнен в виде предварительног усилителя (транзистора VT1) и зеркала тока (транзисторы VT2 VT3).
Запоминающим элементомJ служит конденсатор С. Усилитель постоянного тока с высокоомным входом А выполнен например, на базе усилителя К 140 УД 14. Дпя измерения напряжения использован вольтметр 5 (например, В7-16). Электронный ключ 6 выполнен на основе транзистора VT4.
Устройство работает следующим образом.
При вкл10чении сварки выходное напряжение датчика, являющееся прямо пропорциональным сварочному току, от датчика 1 тока поступает на вход управляемого источника 2 тока, выходной ток которого прямо пропорционален мгнов.енному значению входного управляющего напряжения, заряжает запоминающийй элемент 3 (конденсатор С). Таким образом, напряжение на запоминакяцем элементе 3 прямо пропорционально интегральному значению импульсов сварочного тока. Это напряжение усиливается усилителем постоянного тока с высокоомным входом 4, на выходе которого подключен вол метр 5. В конце измерений перед новым циклом сварки,электронный ключ 6, получая импульс синхронизации от сварочной машины, разряжает запоминающий элемент 3. Импульсом разрядк может служить, например, изменения потенциала первого анода лампы. Л1 регулятора времени РВЭ-7 при выполнении первой операции Сжатие.
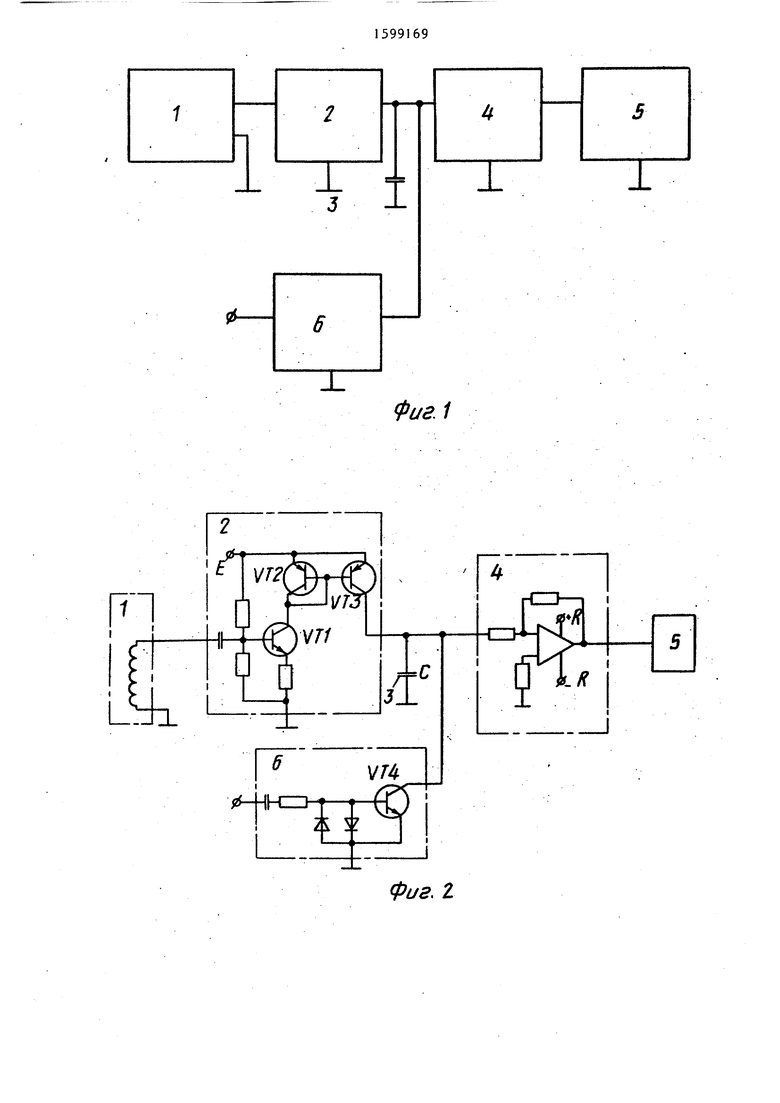
На основе фиг.З поясним преимущества предложенного устройства по сравнению с npoTotHnoM. Входной
0
-
идеализированный импульс сварочного тока 1 вызывает появление напряжения на запоминакнцем элементе в предлагаемом устройстве по линейному закону (2), в прототипе по экспоненте (3). Каждое конкретное значение этого напряжения представляет инофрмацию о значении сварочного тока в данный момент. Погрешность измерения этого напряжения (или после усилителя) ЛУ вызывает погрешность определения сварочного ток.аЛ t (в предлагаемом устройстве) и 4t.3 (в прототипе). Очевидно, что вв.иду экспоненциальио- сти кривой 3 (в прототипе) At всегда больше 417. причем увеличивается при увеличении времени интегрирования. .
Предлагаемое устройство обладает высокой линейностью и вместе с этим точностью измерения сварочного тока в широких пределах - вплоть до напряжения на запоминающем конденса- 5 торе и Е - и, где Е - напряжение источника питания; UM - напряжение насьщения транзистора VT3.
Общую.точность измерения силы тока определяет погрешность вольтметра. Применяя вольтметр 1-гго клас0
5
0
5
0
5
са, суммарная погрешность измерения силы сварочного тока составляет 0,2%.
Формула изобретения
Устройство для измерения силы сварочного тока, содержащее сварочную машину, датчик тока, запоминающий элемент и вольтметр, отличающееся тем, что, с целью улучше- . ния качества сварного соединения за счет повьш1ения точности измерения и расширения пределов измерения, оно снабжено управляемым источником тока, усилителем постоянного тока с высокоомным входом и электронным ключом, при этом датчик тока подключен к входу управляемого источника тока, выход которого, а также вход. усилителяV постоянного тока с высокоомным входом и выход электронного ключа подключены к .запоминающему элементу, причем вход электронного ключа сопряжен с цепями синхронизации сварочной машины, а к выходу усилителя постоянного тока с высокоомным входом подключен вольтметр.
Фиг. 1
Фиг. 2
и
4t2 4t3
Фиг..
| УСТРОЙСТВО для ИЗМЕРЕНИЯ СИЛЫ ТОКА | 0 |
|
SU393059A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
