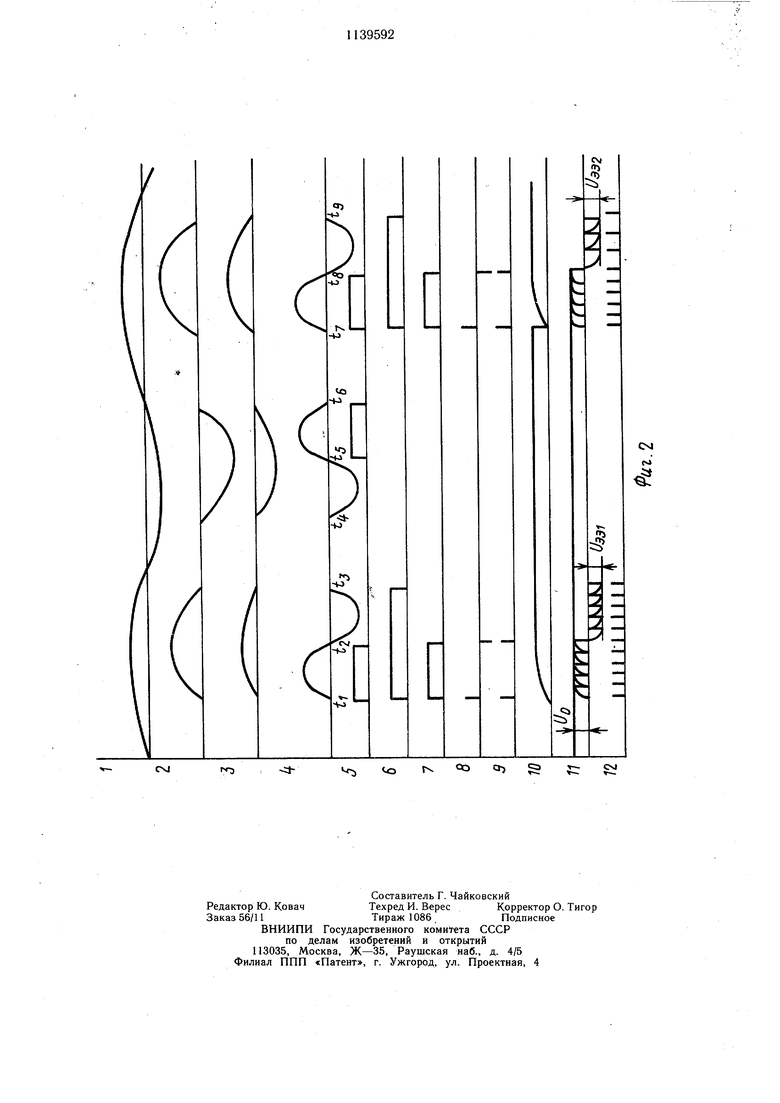
оо ;о ел со to Изобретение относится к сварочному производству и может быть использовано для контроля и управления процессом контактной сварки. По основному авт. св. № 977126, известно устройство для измерения амплитудного значения импульсов сварочного тока, содержащее датчик тока, интегрирующую цепь, состоящую из конденсатора и резистора, источник Опорного напряжения, блок сравнения и узел регистрации измерения, причем выход источника опорного напряжения и выход интегрирующей цепи соединен со схемой сравнения, выход которой соединен с входом узла регистрации измерения, при этом автоматический ключ подключен параллельно конденсатору интегрирующей цепи и соединен с входом узла регистрации измерения, выполненного в виде счетчика 1. Однако известное устройство может быть использовано только для измерения амплитудного значения импульсов сварочного тока. Тогда как известно, что по величине сварочного тока не всегда достаточно точно можно судить о ходе процесса контактной сварки и качестве сварного соединения. Точность контроля контактной сварки может быть существенно повыщена путем измерения кроме тока сопротивления или (что практически приводит к такому же результату) проводимости между электродами сварочной машины. Цель изобретения - повышение точности контроля процесса сварки. Поставленная цель достигается тем, что в устройство для измерения амплитудного значения импульсов сварочного тока, введены последовательно соединенные датчик напряжения между электродами, аналоговый ключ и запоминающий элемент, а также два усилителя-ограничителя, элемент логического умножения, дифференцирующая цепь и выпрямитель, при этом выход датчика напряжения между электродами соединен с входом первого усилителя-ограничителя, выход запоминающего элемента соединен с третьим входом блока сравнения, выход первого усилителя-ограничителя соединен с вторым управляющим входом автоматического ключа и первым входом элемента логического умножения, второй вход которого через второй усилитель-ограничитель соединен с выходом датчика тока, а выход элемента логического умножения подключен к управляющему входу аналогового ключа и через последовательно соединенные дифференцирующую цепь и выпрямитель к входу сброса счетчика и третьему управляющему входу автоматического ключа. На фиг. 1 представлена функциональная схема устройства для измерения амплитудного значения импульсов сварочного тока; на фиг. 2 - диаграмма напряжений на выходе отдельных узлов устройства. 1 92 Устройство содержит датчик 1 тока сварки в виде пояса Роговского, резистор 2, конденсатор 3, блок 4 сравнения, источник 5 опорного напряжения, автоматический ключ 6, цифровой счетчик 7, датчик 8 напряжения между электродами, аналоговый ключ 9, запоминающий элемент 10, два усилителя-ограничителя 11 и 12, элемент 13 логического умножения, дифференцирующую цепь 14 и выпрямитель 15. Выход датчика I тока сварки соединен с входом усилителя-ограничителя 12 и через резистор 2 с конденсатором 3 и первым входом блока 4 сравнения, у которого второй неинвертируемый вход подключен к выходу источника 5 опорного напряжения, третий инвертируемый вход - к выходу запоминающего элемента 10, а выход - к входу счетчика 7 и первому управляющему входу автоматического ключа 6, который подключен параллельно емкости 3. Выход датчика 8 напряжения соединен с входом аналогового ключа 9 и входом усилителя-ограничителя 11, выход которого подключен к второму управляющему входу автоматического ключа 6 и первому входу элемента 13 логического умножения второй вход которого соединен с выходом усилителя-ограничителя 12, а выход - с входом дифференцирующей цепи 14 и управляющим входом аналогового ключа 9, выход которого подключен к входу запоминающего элемента 10. Выход дифференцирующей цепи 14 соединен с входом выпрямителя 15, выход которого подключен к входу сброса счетчика 7 и третьему управляющему входу автоматического ключа 6. Устройство работает следующим образом. При контактной сварке переменным током сварочный ток и напряжение между электродами представляет собой последовательность разнополярных импульсов частотой 50 Гц. Усилитель-ограничитель 11 формирует строб в течение положительного импульса напряжения (время ti-tj; ti - tg); который на это время разрешает работу автоматического ключа 6. При отрицательной полярности импульса напряжения управляющий строб усилителем 11 не формируется и ключ 6 шунтирует конденсатор 3. Усилитель-ограничитель 12 формирует строб в течение положительной полярности импульса производной от тока (время ti-12, ts-te, Ц -te), который поступает с выхода пояса Роговского. В результате логического умножения стробов, формируемых усилителями И и 12, на выходе элемента 13 логического умножения формируется управляющий строб в течение времени нарастания до максимума тока сварки на положительном импульсе тока (время ti-12; t-j -te), который включает аналоговый ключ 9. Сигнал с выхода датчика напряжения в течение этого времени подается через аналоговый ключ 9 на запоминающий элемент 10. Поскольку аналоговый ключ 9 выключается в момент максимума тока t2 и ts, на запоминающем элементе 10 будет храниться величина, пропорциональная напряжению между электродами в момент максимума тока сварки.
В течение времени нарастания тока сварки до максимума на положительном импульсе тока сварки, кроме запоминания напряжения между электродами, осуществляется измерение амплитудного значения тока согласно основному авторскому свидетельству. Сигнал с выхода пояса Роговского, пропорциональный производной тока сварки Ф, интегрируется цепью, состоящей из резистора
2и конденсатора 3, на выходе которой получается сигнал, пропорциональный сварочному току i. Этот сигнал сравнивается с величиной напряжения Uo на выходе источника 5 в блоке 4 сравнения и при их равенстве блок сравнения выдает импульс, который кратковременно включает ключ 6. Заметим, что сигнал с запоминающего элемента 10 на отрезке времени ti-tg и ti-ts на работу блока 4 сравнения не влияет, так как сигнал мгновенного тока и сигнал с выхода элемента 10 имеют одинаковую полярность и они подаются соответственно на прямой и инвертируемый входы блока 4 сравнения Ключ 6 разряжает емкость 3, которая затем снова заряжается до напряжения Uo и разряжается ключом. Процесс повторяется до достижения максимума тока (время t2 и ts). В этот момент в счетчике 7 хранится число, равное амплитудному значению тока сварки. Основная погрещность измерения определяется величиной напряжения на выходе источника 5.
В момент t2 дифференцирующая цепь 14 формирует импульс, который инвертируется выпрямителем 15, по которому код измеренного амплитудного значения тока считывается со счетчика 7. Кроме того, этот импульс сбрасывает счетчик 7 в ноль и кратковременно включает ключ 6 для разряда конденсатора 3. Начиная с этого момента осуществляется измерение проводимости. На интервале времени спада тока сварки от максимума до нуля на положительном импульсе тока (время t2-ts, ts-tg), сигнал на выходе интегрирующей цепи (емкости 3), пропорциональный мгновенному значению тока сварки, отличается от полярности сигнала на запоминающем элементе 10 и источнике 5. Так как источник 5 и выход конденсатора
3подключены к прямым входам, а элемент 10 - к инвертируемому входу блока 4 сравнения, последний срабатывает на отрезке времени t2-ta и tg-tg при равенстве абсолютных значений (по модулю) мгновенного
значения тока и сигнала с выхода элемента 10. Как и при измерении амплитудного значения тока, блок сравнения включает ключ 6, который закорачивает кондецсатор 3, а в счетчике 7 подсчитывается число срабатываний блока 4 сравнения, которое после окончания импульса тока сварки (время ta и tg) определяет проводимость между электродами сварочной машины в момент максимума тока сварки. Таким образом, на первой части импульса тока (время ti-12.) осуществляется вычисление
JJlM
Uo
гдеи:.ц -напряжение, пропорциональное
амплитуде сварочного тока;
Оо - дискрет квантования тока по уровню,
в результате получают число, пропорциональное амплитудному значению сварочного тока . На второй части импульса тока (время t2-ts) осуществляется вычисление
,
1/ээ
где L/1N - напряжение, пропорциональное по абсолютной величине амплитуде сварочного тока;
Vsi - напряжение, пропорциональное напряжению между электродами сварочной мащины в момент максимума сварочного тока. Предлагаемое устройство при сварке переменным током позволяет проследить динамику изменения проводимости между электродами в течение всего времени сварки в моменты максимумов тока импульсов тока одной полярности, т. е. частотой 50 Гц. Наводка на измерительную цепь напряжения между электродами не влияет на точность измерения, так как запоминание напряжения осуществляется в момент максимума тока сварки, когда производная току равна нулю, а следовательно, напряжение наводки
Q равно нулю.
Получение измеренного тока и проводи- ч мости в виде дискретной величины позволяет использовать полученную информацию без промежуточного преобразования в системах управления на базе ЭВМ.
5 Использование предлагаемого устройства при изготовлении сварных конструкций в автомобилестроении, судостроении и других отраслях промыщленности позволяет снизить погрешности измерения параметров режима, повысить точность контроля и регулирования процесса контактной сварки, а также качество сварных конструкций, снизить общую стоимость систем контроля и регулирования контактной сварки, в которых контролируется амплитудное значение тока и проводимость между электродами.
ео
см
СМ
(
:§
:

| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматический регулятор режима роликовой сварки | 1986 |
|
SU1377173A1 |
| Устройство для подачи флюса | 1984 |
|
SU1201084A1 |
| Устройство для контроля качества точечной контактной сварки | 1975 |
|
SU768581A1 |
| РЕОАНАЛИЗАТОР | 1994 |
|
RU2079284C1 |
| Устройство для контроля времени срабатывания электроклапана | 1990 |
|
SU1748091A1 |
| Устройство для стабилизации сквозного проплавления неповоротных стыков труб | 1984 |
|
SU1217600A1 |
| Устройство для управления сварочным полуавтоматом | 1988 |
|
SU1636154A1 |
| Способ управления в пьезополупроводниковых преобразователях и устройство для его осуществления | 1977 |
|
SU739500A1 |
| УСТРОЙСТВО УПРАВЛЕНИЯ СВАРОЧНЫМ ТОКОМ ПРИ МНОГОПРОХОДНОЙ СВАРКЕ | 2003 |
|
RU2250811C1 |
| Устройство контроля качества шовной контактной сварки | 1987 |
|
SU1407729A1 |
УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ АМПЛИТУДНОГО ЗНАЧЕНИЯ ИМПУЛЬСОВ СВАРОЧНОГО ТОКА по авт. св. № 977126, отличающееся тем, что, с целью повышения точности измерения процесса сварки, в него введены последовательно соединенные датчик напряжения между электродами, аналоговый ключ и запоминающий элемент,а также два усилителя-ограничителя, элемент логического умножения, дифференцирующая цепь и выпрямитель, при этом выход датчика напряжения между электродами соединен с входом первого усилителя-органичителя, выход запоминающего, элемента соеинен с третьим входом блока сравнения, выход первого усилителя-ограничителя соединен с вторым управляющим входом автоматического ключа и первым входом элемента логического умножения, второй вход которого через второй усилитель-ограничитель соединен с выходом датчика тока, а выход элемента логического умножения подключен к управляющему входу аналогового ключа и через последовательно соединенные дифференцирующую цепь и выпрямитель соединен с входом сброса счетчика и третьим управляющим входом автоматического ключа.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для измерения амплитудного значения импульсов сварочного тока | 1981 |
|
SU977126A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
