Изобретение относится к деревообрабатьшающей промышленности, а именно к линиям для производства древесных плит.
Цель удзобретения - расширение технологических возможностей и повышение качества отделки плит.
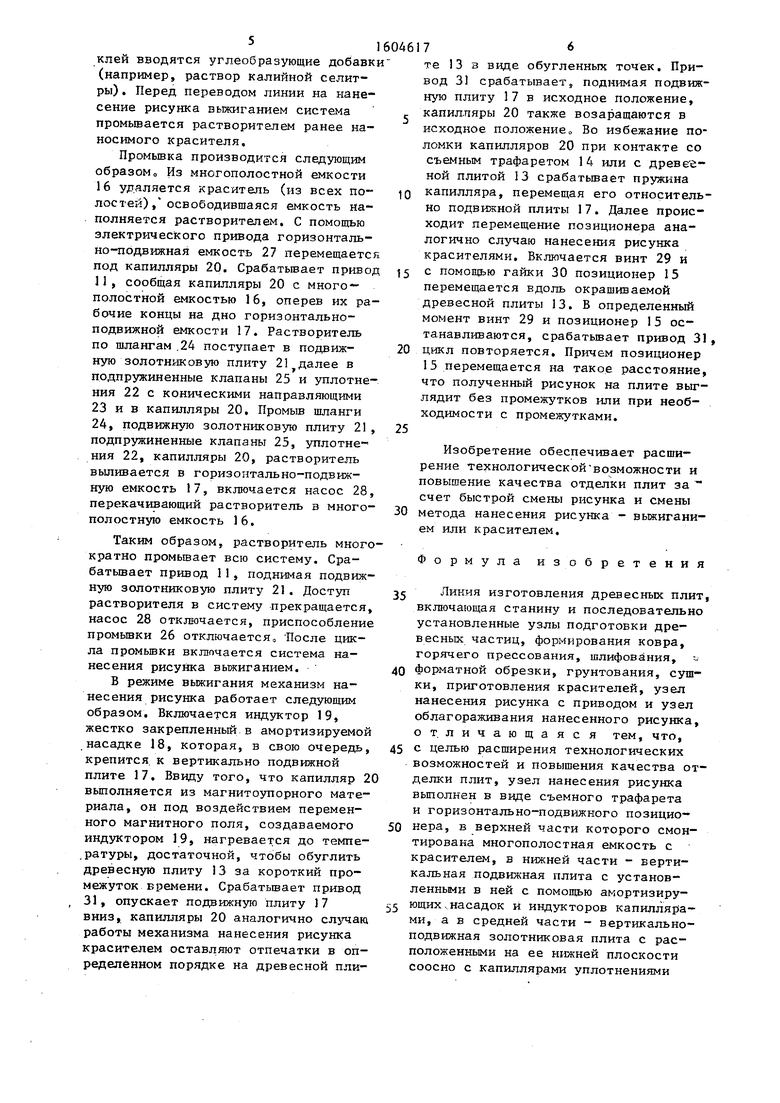
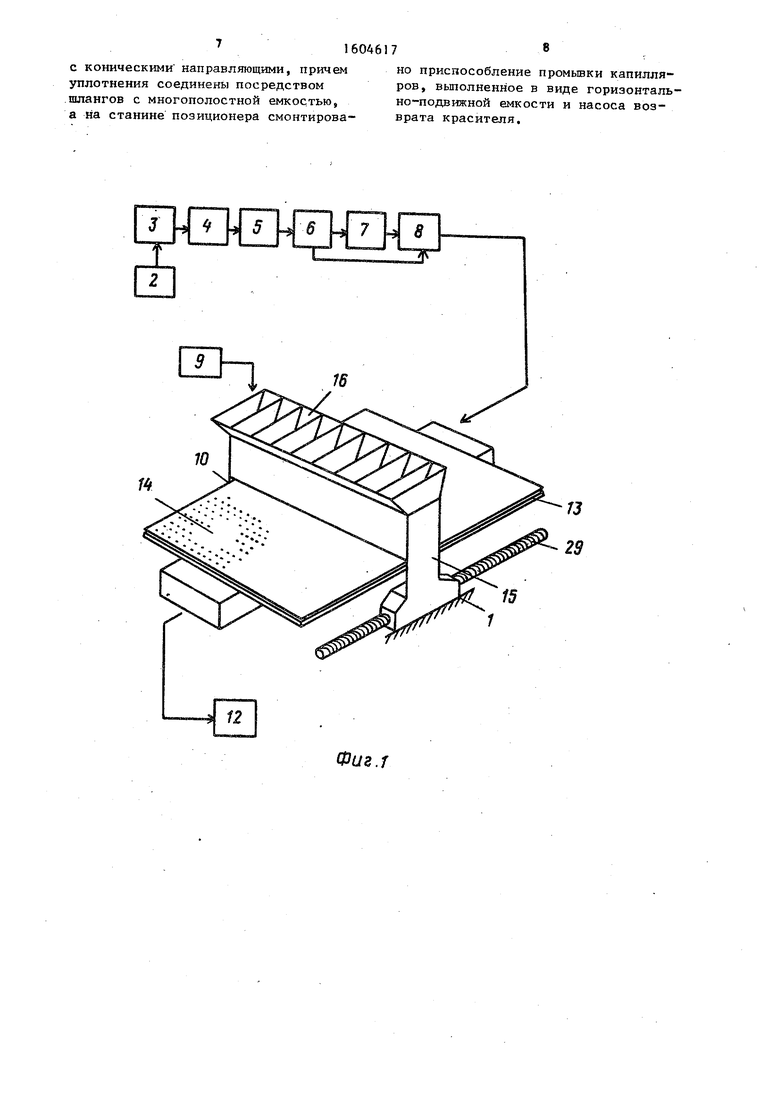
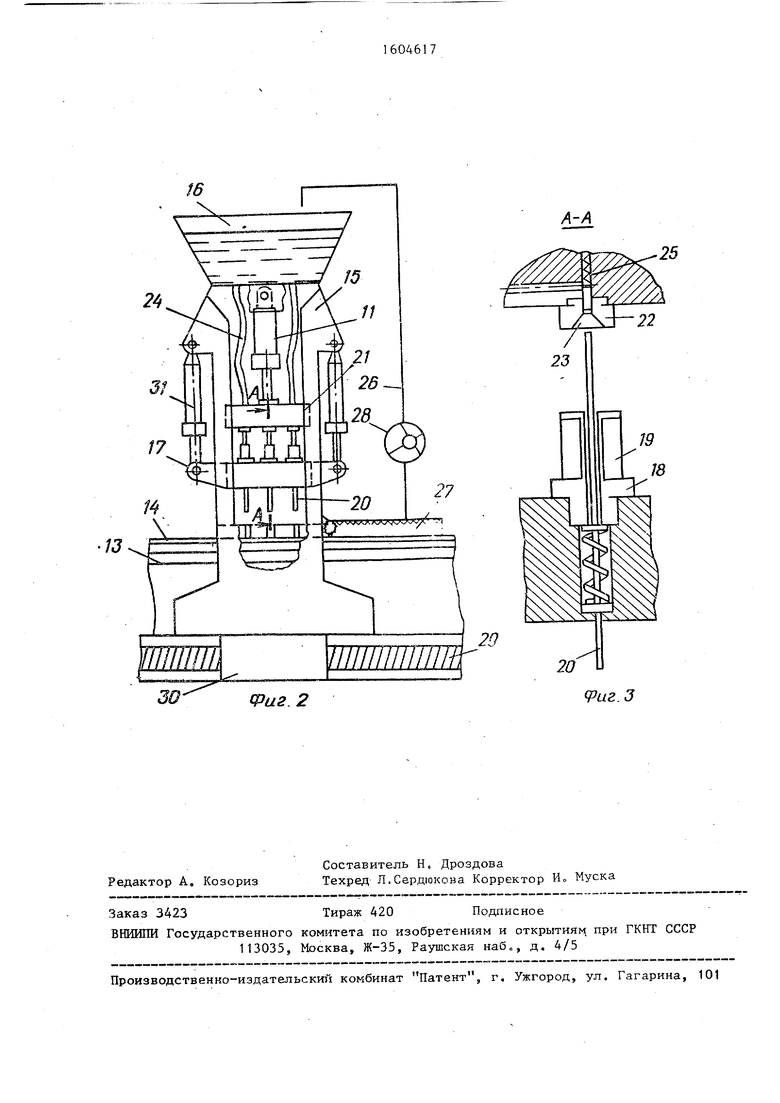
На фиг. 1 изображена линия изготовления древесных плит, общий вид; на фиг. 2 - механизм нанесения рисунка на плиту; на фиг. 3 - разрез
А-А на фиг. 2 (устройство золотниковой части с капиллярами в исходном положении).
Линия для изготовления древесных плит содержит станину 1, последовательно установленные узлы подготовки 2 древесных частиц, формирования 3 ковра, горячего прессования 4, шлифования 5, форматной обрезки 6, грунтования 7, сушки 8, приготовления красителей 9, механизм 10 нанесения
заданного рисунка с приводом 11 , механизм 12 облагораживания нанесен кого рисунка Механизм 10 нанесения рисунка выполнен в виде размещенно- го на пеЛерхности плиты 13 съемного трафарета 14 и смонтированного на станине 1 горизонтально-подвижного позиционера 15, в верхней част
которого смонтирована многополост- ная емкость 16 с красителем, в нижней части - вертикально-подвижная плита 17 с установленными в ней с помопцзю амортизируювшх насадок 18 и индикаторов 19 капиллярами 20, а в средней части вертикально™ подвижная золотниковая плита 21 с расположенными на ее нижней плоскости соосно с капиллярами 20 уплотнениями 22 с коническими направ- ляющими 23. Уплотнения 22 соединены посредством шлангов 24 и подпружиненных клапанов 25 с многополостной емкостью 169 а на станине 1 позицио,нера 15 смонтировано приспособление 26 промьшки капилляров 20, выполнен ное в виде горизонтально-подвижной емкости 27 и насоса 28 возврата красителя.
Механизм перемес ения позиционера 15 состоит из ходового винта 29 и гайки 30, Привод подвижной плиты 17 выполнен в виде вертикальных силог вых цилиндров 31S а рабочий конец капилляров 20 срезан не под прямым углом к их оси.
Линия изготовления древесных плит работает следующим образом,
Древесное сырье из узла 2 подготовки поступает на узел 3 формиро- вания ковра, затем брикеты прессуются в узле 4 горячего прессования, далее шлифуются на узле 5 шлифования, раскраиваются на узле 6 формат- ной обрезки, грунтуются на узле 7 грунтования, просушиваются по мере необходимости на узле 8 сушки и поступают по транспортным связям в механизм 1 О нанесения рисунка. В узел 10 нанесения рисунка из узла 9 приготовления красителя подается гамма красителей для обеспечения работы узла 10 нанесения рисунка в заданном режиме. Далее древесная плита подается на узел 12 облагора- живания нанесенного рисунка, например, .лакировкой.
Механизм 10 нанесения рисунка работает следующим образом. В многопо,
о
5
„
5
0 5 о
лост«уш емкость 16 подается 1сраситель из узла 9 приготовления красителя, В каждую полость, подается краситель определенного цвета, В механизм 10 нанесения рисунка подается древесная плита 13 для нанесения рисунка, краситель по шлангам 24, соединенным с подпружиненными клапанами 25, пода- ется к уплотнениям 22 с коническими направляющими 23 к подвижной золотниковой плите 21, Срабатьшает привод 115 опуская и прижимая подвижную зо лотниковую плиту 21 с уплотнениями 22 Коническими направляющими 23 к капилляру 20, который, воздействуя на подпружиненный клапан 25, открывает доступ красителя в капилляр 20. В свою очередь, капилляр 20 переме- iщается вниз, увлекаемый золотниковой плитой 21, рабочий конец капилляра 20 касается древесной плиты ГЗ, пройдя съемный трафарет 14, жестко закрепленный на позиционере 15, и оставляет отпечаток красителя на древесной. плите 13, В случае, если на съемном трафарете 14 для капилляра 20 отсутствует отверстие, рабочий конец капилляра 20, дойдя до съемного трафарета 14, сжимает свою пружину и краситель от капилляра 20 не попадает на древесную плиту 13,
Таким образом, в зависимости от вида съемного трафарета 14, от цвета и порядка подведения красителя из многополостной емкости 16 к капиллярам 20 на древесной плите 13 формируется рисунок определенного вида. После этого действия вновь Срабатьшает привод 1I, поднимая подвижную золотниковую плиту 21 в исходное положение, капилляры 20 .освобождают подпружиненные клапаны |25, доступ красителя в капилляры 20 прекращается. Включается ходовой винт 29 и с помощью гайки 30 позиционер 15 перемещается вдоль окрашиваа- (МОЙ древесной плиты 13, В опреде- шенный момент ходовой винт 29 оста- ,навливается, позиционер 15 останавливается, Срабатьшает привод П, цикл повторяется.
Линия может работать в режиме включения, т.е, рисунок на древесную плиту может наноситься раскаленным .капилляром 20 без красителя. В этом режиме изготовление древесных плит происходит по тому же циклу, только при проклеивании стружки перед формированием на узле формирования в
клей вводятся углеобразующие добавк (например, раствор калийной селитры) . Перед переводом линии на нанесение рисунка выжиганием система промьшается растворителем ранее наносимого красителя.
Промьшка производится следующим образомо Из многополостной емкости 16 удаляется краситель (из всех по- лостей), освободившаяся емкость наполняется растворителем, С помощью электрического привода горизонтально-подвижная емкость 27 перемещаетс под капилляры 20. Срабатывает привод 11, сообщая капилляры 20 с много- полостной емкостью 16, оперев их рабочие концы на дно горизонтально- подвижной емкости 17. Растворитель по шлангам .24 поступает в подвиж- ную золотниковую плиту 21 далее в подпружиненные клапаны 25 и уплотнения 22 с коническими направляющими 23 и в капилляры 20. Промыв шланги 24, подвижную золотниковую плиту 21, подпружиненные клапаны 25, уплотнения 22, капилляры 20, растворитель выливается в горизоптально-подвижную емкость 17, включается насос 28, перекачивающий растворитель в много- полостную емкость 16.
Таким образом, растворитель многократно промьюает всю систему. Сра- батьшает привод 11, поднимая подвижную золотниковую плиту 21. Доступ растворителя в систему прекращается, насос 28 отключается, приспособление промьшки 26 отключается После цикла промывки включается система нанесения рисунка выжиганием.
В режиме выжигания механизм нанесения рисунка работает следующим образом. Включается индуктор 19, жестко закрепленный в амортизируемой насадке 18, которая, в свою очередь, крепится, к вертикально подвижной плите 17. Ввиду того, что капилляр 20 вьшолняется из магнитоупорного материала, он под воздействием переменного магнитного поля, создаваемого индуктором 19, нагревается до темпе- .ратуры, достаточной, чтобы обуглить древесную плиту 13 за короткий промежуток времени. Срабатьшает привод 31, опускает подвижную плиту 17 вниз, капилляры 20 аналогично слз чащ работы механизма нанесения рисунка красителем оставляют отпечатки в определённом порядке на древесной пли
76
те 13 в виде обугленных точек. Привод 31 срабатываета поднимая подвижную плиту 17 в исходное положение, капилляры 20 также возаращаются в исходное положение Во избежание поломки капилляров 20 при контакте со съемным трафаретом 14 или с древее- ной плитой 13 срабатывает пружина капилляра, перемещая его относительно подвижной плиты 17. Далее происходит перемещение позиционера аналогично случаю нанесения рисунка красителями. Включается винт 29 и с помощью гайки 30 позиционер 15 перемещается вдоль окрашиваемой древесной плиты 13. В определенный момент винт 29 и позиционер 15 останавливаются, срабатьюает привод 31 цикл повторяется. Причем позиционер 15 перемещается на такое расстояние, что полученный рисунок на плите выглядит без промежутков или при необходимости с промежутками.
Изобретение обеспечивает расширение технологической возможности и повышение качества отделки плит за счет быстрой смены рисунка и смены метода нанесения рисунка - вьгаигани- ем или красителем.
Формула изобретения
Линия изготовления древесных плит включающая станину и последовательно установленные узлы подготовки древесных частиц, формирования ковра, горячего прессования, шлифования, -, форматной обрезки, грунтования, сушки, приготовления красителей, узел нанесения рисунка с приводом и узел облагораживания нанесенного рисунка, от. личающаяся тем, что, с целью расширения технологических возможностей и повышения качества отделки плит, узел нанесения рисунка выполнен в виде съемного трафарета и горизонтально-подвижного позиционера, в верхней части которого смонтирована многополостная емкость с красителем, в нижней части - вертикальная подвижная плита с установленными в ней с помощью амортизирующих, насадок и индукторов капиллярами, а в средней части - вертикально- подвижная золотниковая плита с расположенными на ее нижней плоскости соосно с капиллярами уплотнениями
с коническими направляющими, причем уплотнения соединены посредством шлангов с многополостной емкостью, а на станине позиционера смонтировано приспособление промьшки капилляров, выполненное в виде горизонтально-подвижной емкости и насоса возврата красителя.

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ДЕКОРАТИВНО-ХУДОЖЕСТВЕННОЙ ОТДЕЛКИ ИЗДЕЛИЙ ИЗ ДРЕВЕСИНЫ | 2000 |
|
RU2173268C1 |
| Способ художественной отделки изделий из древесины | 1983 |
|
SU1121163A1 |
| Устройство для двусторонней сеточно- графической печати | 1978 |
|
SU750764A2 |
| Термопрокатный станок | 1989 |
|
SU1819768A1 |
| СПОСОБ ПОВЕРХНОСТНОЙ ОТДЕЛКИ ДРЕВЕСНЫХ ПЛИТНЫХ МАТЕРИАЛОВ | 2010 |
|
RU2415028C1 |
| СПОСОБ КРАШЕНИЯ ДРЕВЕСИНЫ | 2005 |
|
RU2278024C1 |
| Способ изготовления декоративно-облицовочного материала | 1990 |
|
SU1746873A3 |
| Устройство для отделки кремом тортов | 1958 |
|
SU125208A1 |
| СПОСОБ ДЕКОРИРОВАНИЯ ХУДОЖЕСТВЕННЫХ ИЗДЕЛИЙ С ИМИТАЦИЕЙ ЗОЛОЧЕНИЯ | 1998 |
|
RU2140362C1 |
| Устройство для двухсторонней сеточнографической печати | 1975 |
|
SU546130A1 |
Изобретение относится к лесной и деревообрабатывающей промышленности, а именно к линиям для производства и отделки древесных плит. Цель изобретения - расширение технологических возможностей и повышение качества отделки плит. Линия содержит механизм нанесения рисунка в виде размещенного на поверхности плиты 13 съемного трафарета 14 и горизонтально подвижного позиционера 15 с емкостью 16 для красителя и вертикально подвижной плитой 17 с капиллярами 20. В средней части позиционера 15 расположена вертикально подвижная золотниковая плита 21 с уплотнениями 22 с коническими направляющими 23, причем уплотнения 22 соединены с многополостной емкостью 16. Из многополостной емкости 16 красители различных цветов поступают по шлангам 24 в капилляры 20, которые оставляют отпечатки на отделываемой древесной плите 13 в зависимости от вида установленного трафарета 14. После промывки всей системы ее можно использовать для нанесения рисунка выжиганием, для чего служат те же капилляры 20, нагреваемые индукторами, вводимые во взаимодействие с древесной плитой 13 приводом через трафарет 14. 3 ил.
Фиг. Т
24
fPu2.2
А-А
(риг.З
| Баженов ВоА., Карасев Е.И., Мерсов Е.До Технология и оборудование производства древесных плит и пластиков | |||
| М.: Лесная промышленность, 1980, с | |||
| УСТРОЙСТВО ПАРОПЕРЕГРЕВАТЕЛЯ | 1920 |
|
SU295A1 |
| Там же, Со 296 и 297. | |||
